Download as pptx, pdf, or txt
You might also like
- Optical MEMS ReportDocument27 pagesOptical MEMS Reportashu_update100% (2)
- Selective Laser MeltingDocument12 pagesSelective Laser MeltingAngry BirdNo ratings yet
- Additive Manufacturing Methods and Modelling ApproachesDocument17 pagesAdditive Manufacturing Methods and Modelling ApproachesBianca EndoNo ratings yet
- Cad, Cam, 3d PrintingDocument20 pagesCad, Cam, 3d Printingvanikv40No ratings yet
- 7 Families of 3d Printing by Hybrid v11 2pDocument2 pages7 Families of 3d Printing by Hybrid v11 2pMarlon RiveraNo ratings yet
- Iso Astm 52950 2021 PDFDocument10 pagesIso Astm 52950 2021 PDFFantasticNo ratings yet
- Additive Manufacturing Course Guide Run17 CourseSchedDocument14 pagesAdditive Manufacturing Course Guide Run17 CourseSchedAbdullah Amir MughalNo ratings yet
- 3D Printing TechnologyDocument68 pages3D Printing Technologyben abrahamNo ratings yet
- Types of Additive Manufacturing TechnologyDocument7 pagesTypes of Additive Manufacturing Technologydeekamittal100% (1)
- Smart Helmet With Rider Safety SystemDocument9 pagesSmart Helmet With Rider Safety SystemTECHer YTNo ratings yet
- MCP Rapid ToolingDocument14 pagesMCP Rapid ToolingsferrandNo ratings yet
- Additive MFG Question BankDocument4 pagesAdditive MFG Question BankPravinNo ratings yet
- 1 2) 3 Problem Statement .3-4Document18 pages1 2) 3 Problem Statement .3-4Chandrakant R ChanduNo ratings yet
- Additive Manufacturing STR 2 2018Document20 pagesAdditive Manufacturing STR 2 2018Denis StancuNo ratings yet
- JMAG Basic Training: Get Started With JMAG DesignerDocument4 pagesJMAG Basic Training: Get Started With JMAG DesignerxabiferrerasNo ratings yet
- Fused Deposition ModelingDocument2 pagesFused Deposition ModelingDharshan KofiNo ratings yet
- China's Top 15 Electric Vehicle Companies - The CDocument5 pagesChina's Top 15 Electric Vehicle Companies - The CHan TanNo ratings yet
- Additive Manufacturin Module 1 PPT NotesDocument46 pagesAdditive Manufacturin Module 1 PPT NotesMaaz AK100% (1)
- Ultrasonic WeldingDocument4 pagesUltrasonic WeldingDarryl007No ratings yet
- Unit-6 Post Processing 3dDocument14 pagesUnit-6 Post Processing 3dECE BNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- FinalDocument19 pagesFinalvanitha nNo ratings yet
- Fused Deposition Modeling (FDM)Document10 pagesFused Deposition Modeling (FDM)siddharthsainiNo ratings yet
- Report On 3 D PrintingDocument37 pagesReport On 3 D Printingawanish singhNo ratings yet
- Additive Manufacturing: Department of Mechanical EngineeringDocument64 pagesAdditive Manufacturing: Department of Mechanical EngineeringnareshNo ratings yet
- Design Guidelines: Direct Metal Laser Sintering (DMLS) : 3D Printing & Advanced ManufacturingDocument6 pagesDesign Guidelines: Direct Metal Laser Sintering (DMLS) : 3D Printing & Advanced Manufacturingbaseball604No ratings yet
- Unit Ii Cad & Reverse EngineeringDocument54 pagesUnit Ii Cad & Reverse EngineeringmunirajNo ratings yet
- Unit 1 Class Notes Advanced MaterialsDocument2 pagesUnit 1 Class Notes Advanced Materialslaxmana rajuNo ratings yet
- Direct Metal Laser Sintering: An OverviewDocument25 pagesDirect Metal Laser Sintering: An OverviewRishikesh PatilNo ratings yet
- Automotive Welding Technician Level3Document38 pagesAutomotive Welding Technician Level3BalvinderNo ratings yet
- Additive Manufacturing Notes PDFDocument14 pagesAdditive Manufacturing Notes PDFVishal Thakur0% (1)
- Additive Manufacturing MachinesDocument59 pagesAdditive Manufacturing MachinesAnca Maria TruscaNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabJayadev ENo ratings yet
- Multiple Material Additive Manufacturing - ReviewDocument33 pagesMultiple Material Additive Manufacturing - ReviewFabioNo ratings yet
- Assembly Winding MachineDocument4 pagesAssembly Winding Machineacs04013918No ratings yet
- SIMULINK Model of A Quarter-Vehicle With An Anti-Lock Braking SystemDocument133 pagesSIMULINK Model of A Quarter-Vehicle With An Anti-Lock Braking SystemBalajee AsokanNo ratings yet
- Surface Coating ProcessesDocument7 pagesSurface Coating ProcessesSailabala ChoudhuryNo ratings yet
- Metzger 2011 Failure Modes of Electronics PDFDocument102 pagesMetzger 2011 Failure Modes of Electronics PDFJonathan LarkainsNo ratings yet
- Rapid ToolingDocument37 pagesRapid ToolingSunny GaekwadNo ratings yet
- QP PaperDocument6 pagesQP PaperKarthi KeyanNo ratings yet
- Metal 3D PrinterDocument31 pagesMetal 3D PrinterAdithya HegdeNo ratings yet
- Liquid Based process-SLADocument33 pagesLiquid Based process-SLANeehar MehtaNo ratings yet
- 3d PrintingDocument36 pages3d PrintingARJUN MPNo ratings yet
- Report On 3D PrinterDocument50 pagesReport On 3D PrinterYuvraj MarneNo ratings yet
- Additive ManufacturingDocument19 pagesAdditive ManufacturingRohit PatilNo ratings yet
- Technical Seminar Presentation HarishDocument21 pagesTechnical Seminar Presentation Harishprashanth nNo ratings yet
- Additive Manufacturing Student NotesDocument90 pagesAdditive Manufacturing Student NotesUdayaKumar100% (1)
- Binder Jetting of Ceramics REVIEWDocument16 pagesBinder Jetting of Ceramics REVIEWSuphaporn DaothongNo ratings yet
- Rapid Tooling Technologies & Industrial ApplicationsDocument267 pagesRapid Tooling Technologies & Industrial ApplicationsDenis Cabrera Anaya100% (1)
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDocument21 pagesElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiNo ratings yet
- Section 18 Design of Plastic Gears PDFDocument15 pagesSection 18 Design of Plastic Gears PDFSergio CandiottiNo ratings yet
- Handy Scan Manual EngDocument25 pagesHandy Scan Manual EngAngel C Cabello SNo ratings yet
- Rapid Prototyping and Surface Modification TechniquesDocument46 pagesRapid Prototyping and Surface Modification TechniquesmanuNo ratings yet
- Design and Implementation of An FDM Based 3D PrinterDocument5 pagesDesign and Implementation of An FDM Based 3D PrinterAyyan MirNo ratings yet
- Laser Beam Machining (LBM)Document16 pagesLaser Beam Machining (LBM)nashk18No ratings yet
- High Power Laser ApplicationsDocument22 pagesHigh Power Laser Applicationsvanniya vanniyaNo ratings yet
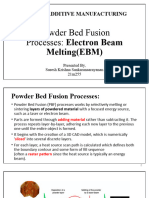
- 21M255-Electron Beam MeltingDocument27 pages21M255-Electron Beam MeltingKarthik 029CSKNo ratings yet
- Selective Laser SinteringDocument16 pagesSelective Laser Sinteringnikhil_prasanthNo ratings yet
- 2 Wind Load Procedures ASCE 7 05 PDFDocument13 pages2 Wind Load Procedures ASCE 7 05 PDFLeah AnnNo ratings yet
- Chapter 4 - Dynamic AnalysisDocument16 pagesChapter 4 - Dynamic AnalysisrizkielvNo ratings yet
- Evaluating A Quantum-Classical Quantum Monte Carlo Algorithm With Matchgate ShadowsDocument28 pagesEvaluating A Quantum-Classical Quantum Monte Carlo Algorithm With Matchgate ShadowsFadi HassounNo ratings yet
- 10 Chem16 10 Gases PDFDocument13 pages10 Chem16 10 Gases PDFEvernim OmpacanNo ratings yet
- A Flow Assurance Study On Elemental Sulfur Deposition in Sour Gas WellsDocument1 pageA Flow Assurance Study On Elemental Sulfur Deposition in Sour Gas Wellsjplobo2010No ratings yet
- (Assumptions Leading To This?) : Summary of Last LectureDocument23 pages(Assumptions Leading To This?) : Summary of Last LectureUtkarsh VermaNo ratings yet
- Vector Calculus GATE Study Material in PDF 1Document10 pagesVector Calculus GATE Study Material in PDF 1nazeeraNo ratings yet
- Polymer Rheology and Processing ( - ÈDocument57 pagesPolymer Rheology and Processing ( - Èabilio_j_vieiraNo ratings yet
- 09 Sinusoidal Steady State AnalysisDocument31 pages09 Sinusoidal Steady State AnalysisHubert SemenianoNo ratings yet
- Noise Calculation of Air Flow in DuctDocument4 pagesNoise Calculation of Air Flow in DuctAmro Metwally El Hendawy100% (1)
- Comparison of Circular & Elliptical Tubes For Heat ExchangerDocument3 pagesComparison of Circular & Elliptical Tubes For Heat ExchangerdeepakS1990No ratings yet
- Numerical Investigation of The 3D Flow Structures Nearby Cooling HolesDocument9 pagesNumerical Investigation of The 3D Flow Structures Nearby Cooling Holeskang_2010No ratings yet
- 5054 PHYSICS: MARK SCHEME For The May/June 2007 Question PaperDocument3 pages5054 PHYSICS: MARK SCHEME For The May/June 2007 Question PaperMuhammad UmarNo ratings yet
- Fundamentals of Ultrasonic Phased Arrays - 41-50Document10 pagesFundamentals of Ultrasonic Phased Arrays - 41-50Kevin HuangNo ratings yet
- Ion Accelerator Currents Beyond The Child-Langmuir LimitDocument8 pagesIon Accelerator Currents Beyond The Child-Langmuir Limitavner_biblarzNo ratings yet
- Daily Learning Plan - Science and Technology: First QuarterDocument2 pagesDaily Learning Plan - Science and Technology: First Quarterkristine martinezNo ratings yet
- 300+ TOP Refrigeration & Air Conditioning Multiple Choice Questions PDFDocument25 pages300+ TOP Refrigeration & Air Conditioning Multiple Choice Questions PDFH_AbdelMeguidNo ratings yet
- A Lightweight Yet Sound-Proof Honeycomb Acoustic MetamaterialDocument5 pagesA Lightweight Yet Sound-Proof Honeycomb Acoustic MetamaterialAmr FathallaNo ratings yet
- Diagram Tanabe PoncoDocument10 pagesDiagram Tanabe PoncounsaniaNo ratings yet
- Accelerometer Balance SystemDocument6 pagesAccelerometer Balance Systemsenthilkumar99No ratings yet
- 3408 Project Review 2Document39 pages3408 Project Review 2madhavi surepalliNo ratings yet
- DD41 Manhole FlotationDocument4 pagesDD41 Manhole FlotationalvinchuanNo ratings yet
- Teodoro, J.K. (HOME EXPERIMENT 1)Document9 pagesTeodoro, J.K. (HOME EXPERIMENT 1)Jherby TeodoroNo ratings yet
- Calculate The Amount of Heat Required To Raise The Temperature of 13.5 G Aluminum From 300 K To 400 K, If Specific Heat of Aluminum Is 0.9 J K GDocument32 pagesCalculate The Amount of Heat Required To Raise The Temperature of 13.5 G Aluminum From 300 K To 400 K, If Specific Heat of Aluminum Is 0.9 J K GSudheerkhan MuhammedNo ratings yet
- Gyro CompassDocument11 pagesGyro Compasscaptyashpal89% (9)
- Sediment Transport NotesDocument9 pagesSediment Transport NotesSaul BuitragoNo ratings yet
- Section 2.4 Science Notebook PDFDocument5 pagesSection 2.4 Science Notebook PDFRichard WhittNo ratings yet
- Defects / Imperfections in Crystalline MaterialsDocument41 pagesDefects / Imperfections in Crystalline Materialsjayant thakareNo ratings yet