
4 PTLP-04
4 PTLP-04
You might also like
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- 557-Assign 2-Action Plan For Culturally-Diverse School ClimateDocument10 pages557-Assign 2-Action Plan For Culturally-Diverse School Climateapi-566276833No ratings yet
- Responsibilities of Process Planning EngineerDocument115 pagesResponsibilities of Process Planning EngineerBalamurugan Thangavelu0% (1)
- ISM CPSM Exam-SpecificationsDocument7 pagesISM CPSM Exam-SpecificationsmsajanjNo ratings yet
- Faciility LayoutDocument64 pagesFaciility LayoutUmair AhmedNo ratings yet
- Facility LayoutDocument63 pagesFacility LayoutBharti KumariNo ratings yet
- Introduction To Facilities Design: Week 1Document53 pagesIntroduction To Facilities Design: Week 1necati canbazNo ratings yet
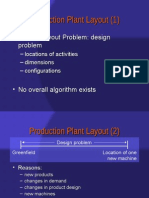
- Production Plant Layout (1) : - Facility Layout Problem: Design ProblemDocument64 pagesProduction Plant Layout (1) : - Facility Layout Problem: Design ProblemPraveen CoolNo ratings yet
- ENM102 Facility Location and LayoutDocument21 pagesENM102 Facility Location and LayoutSemanur ÜnalNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutjoiematerumNo ratings yet
- Facility LayoutDocument64 pagesFacility Layoutabdelghani cherkaouiNo ratings yet
- Unidad 3 - GPAE - Fase D Technology ArquitectureDocument34 pagesUnidad 3 - GPAE - Fase D Technology ArquitectureJoselo AzañaNo ratings yet
- An Introduction To Plant LayoutDocument34 pagesAn Introduction To Plant LayoutMadhu Shankar UndurtyNo ratings yet
- Facility LayoutDocument63 pagesFacility Layoutsiyoum negashNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutMonabbera Khatun NabilaNo ratings yet
- October 2019process PlaningstionqueDocument8 pagesOctober 2019process Planingstionquekandasamy sivamuruganNo ratings yet
- Section A (I)Document69 pagesSection A (I)Tashmeet SinghNo ratings yet
- Facility LayoutDocument30 pagesFacility Layoutayushichaudhary72No ratings yet
- Facility DesignDocument39 pagesFacility DesignAparna SinghNo ratings yet
- Ch-7 Facility LayoutDocument51 pagesCh-7 Facility Layoutprajapatiparth3151No ratings yet
- MNS-02 Manufacturing Execution SystemDocument28 pagesMNS-02 Manufacturing Execution System11 Jela SukmawanNo ratings yet
- Unit II Operations Processes: Process Characteristics in OperationsDocument43 pagesUnit II Operations Processes: Process Characteristics in OperationsSujeet TambeNo ratings yet
- Industrial Engineering: Navanendra Singh Asst Professor Department of Fashion Technology NIFT-PatnaDocument27 pagesIndustrial Engineering: Navanendra Singh Asst Professor Department of Fashion Technology NIFT-PatnaMritunjay BhartiNo ratings yet
- Offsite Construction AutomationDocument46 pagesOffsite Construction Automationprasmyth6897No ratings yet
- Process Selection & Facility LayoutDocument52 pagesProcess Selection & Facility LayoutNikki D. ChavezNo ratings yet
- Production ManagementDocument28 pagesProduction ManagementMarkNo ratings yet
- Process and ProductionDocument33 pagesProcess and Productionswapnarao12No ratings yet
- md021 Topic05 ProcessSelectionFacilityLayoutDocument44 pagesmd021 Topic05 ProcessSelectionFacilityLayoutKunal ModiNo ratings yet
- Ch-7 Facility LayoutDocument51 pagesCh-7 Facility Layoutzalanisha9638No ratings yet
- Plant LayoutDocument27 pagesPlant LayoutERPravenNo ratings yet
- Slide Perkenalan VIP-Plan OptDocument29 pagesSlide Perkenalan VIP-Plan OptYessica GloriaNo ratings yet
- Presentation Chapter 5 Plant Layout 1516079587 20707Document27 pagesPresentation Chapter 5 Plant Layout 1516079587 20707itsnithin_tsNo ratings yet
- Chapter 3. Facilities LayoutDocument18 pagesChapter 3. Facilities Layoutmunawer abdusamedNo ratings yet
- Industrial Visit RepotDocument18 pagesIndustrial Visit RepotshashidharsykNo ratings yet
- Technical Feasibility: Presented by Chandan SinghDocument18 pagesTechnical Feasibility: Presented by Chandan SinghSugih Arto PujangkoroNo ratings yet
- Functions of The Handling SystemDocument51 pagesFunctions of The Handling SystemJim MathilakathuNo ratings yet
- Chapter 1-1 Design Against FailureDocument27 pagesChapter 1-1 Design Against Failurechoon yong lohNo ratings yet
- Facilities: Dr. J. R. Sharma @imt, NagpurDocument30 pagesFacilities: Dr. J. R. Sharma @imt, NagpuraluranaNo ratings yet
- Unit Ii: Process PlanningDocument17 pagesUnit Ii: Process PlanningVijaya Prabhu KumarasamyNo ratings yet
- Process Selection and Facility LayoutDocument55 pagesProcess Selection and Facility LayoutJosart TubayNo ratings yet
- Course:: Industrial EngineeringDocument45 pagesCourse:: Industrial EngineeringRahid AkbarNo ratings yet
- FP Lec 5 (Compatibility Mode)Document56 pagesFP Lec 5 (Compatibility Mode)yehyaNo ratings yet
- Plant Layout 2Document80 pagesPlant Layout 2tadiwosNo ratings yet
- Planning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingDocument14 pagesPlanning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingKLE CBA PlacementNo ratings yet
- Chapter 1 HeraguDocument26 pagesChapter 1 Heragufrez23No ratings yet
- Designing Layouts: Lecture-07Document40 pagesDesigning Layouts: Lecture-07riyadiNo ratings yet
- Pendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02Document33 pagesPendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02riyadiNo ratings yet
- Production and Operations Management: Unit 6-Facility or Layout Planning and AnalysisDocument29 pagesProduction and Operations Management: Unit 6-Facility or Layout Planning and AnalysisJuha PropertiesNo ratings yet
- Facility Layout: Plant Layout Refers To The Arrangement of Physical Facilities SuchDocument31 pagesFacility Layout: Plant Layout Refers To The Arrangement of Physical Facilities SuchRanu Nagori SenNo ratings yet
- D ProcessunitDocument21 pagesD Processunitaggarwal343No ratings yet
- CAD - CAM - CAE Notes PDFDocument101 pagesCAD - CAM - CAE Notes PDFgoreabhay100% (1)
- Chapter 1 HeraguDocument26 pagesChapter 1 HeraguRahvany Celsia NingrumNo ratings yet
- Operations and Facilities Design: DefinitionsDocument53 pagesOperations and Facilities Design: DefinitionsUzma UzmaNo ratings yet
- FP Lec 4 (Compatibility Mode)Document52 pagesFP Lec 4 (Compatibility Mode)yehyaNo ratings yet
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiNo ratings yet
- Chapter 1: Introduction To Manufacturing Facilities Design and Material HandlingDocument33 pagesChapter 1: Introduction To Manufacturing Facilities Design and Material HandlingPeter GeorgesNo ratings yet
- Vehicle Design Lecture1Document31 pagesVehicle Design Lecture1noubyluxorNo ratings yet
- Plant Layout (Ch-3)Document57 pagesPlant Layout (Ch-3)ajit88akNo ratings yet
- Plant LayoutDocument10 pagesPlant Layoutmarathakiara06No ratings yet
- Facility & Work DesignDocument48 pagesFacility & Work DesignRonaldo ConventoNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Slide IST403 IST403 Slide 01Document43 pagesSlide IST403 IST403 Slide 01riyadiNo ratings yet
- 1-Cover Modul Prak Rsk&eDocument1 page1-Cover Modul Prak Rsk&eriyadiNo ratings yet
- Slide IST403 IST403 Slide 05Document47 pagesSlide IST403 IST403 Slide 05riyadiNo ratings yet
- Human Factor EngineeringDocument17 pagesHuman Factor EngineeringriyadiNo ratings yet
- FARIDR1Document46 pagesFARIDR1riyadiNo ratings yet
- Rudi R1Document72 pagesRudi R1riyadiNo ratings yet
- New Template Jurnal Pertahanan 2019Document3 pagesNew Template Jurnal Pertahanan 2019riyadi0% (1)
- Ijazah Negara S1 PDFDocument1 pageIjazah Negara S1 PDFriyadiNo ratings yet
- Ijazah LokalDocument1 pageIjazah LokalriyadiNo ratings yet
- Warehousing: 8. Warehousing Senator Nur Bahagi@Document56 pagesWarehousing: 8. Warehousing Senator Nur Bahagi@riyadiNo ratings yet
- Oup Technology JIT LayoutDocument20 pagesOup Technology JIT LayoutriyadiNo ratings yet
- Designing Layouts: Lecture-07Document40 pagesDesigning Layouts: Lecture-07riyadiNo ratings yet
- Introductory Logistics/Supply Chain System: Logistics 1-Senator Nur Bahagi@Document7 pagesIntroductory Logistics/Supply Chain System: Logistics 1-Senator Nur Bahagi@riyadiNo ratings yet
- Algorithmic Verification of Recursive Probabilistic State MachinesDocument18 pagesAlgorithmic Verification of Recursive Probabilistic State MachinesriyadiNo ratings yet
- Kuliah - 2 - Channel Structure PDFDocument30 pagesKuliah - 2 - Channel Structure PDFriyadiNo ratings yet
- Physico-Mechanical Properties of Organo-Modi Ed Bentonite Reinforced Cement MortarsDocument9 pagesPhysico-Mechanical Properties of Organo-Modi Ed Bentonite Reinforced Cement MortarsriyadiNo ratings yet
- Pendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02Document33 pagesPendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02riyadiNo ratings yet
- Indonesia Ergonomics Roadmap: Where We Are Going?Document8 pagesIndonesia Ergonomics Roadmap: Where We Are Going?riyadiNo ratings yet
- Dipakai 2Document14 pagesDipakai 2riyadiNo ratings yet
- Spesifikasi Pellet Besi: Hasil Uji Kimia Contoh Pasir Besi Dan Pellet BesiDocument1 pageSpesifikasi Pellet Besi: Hasil Uji Kimia Contoh Pasir Besi Dan Pellet BesiriyadiNo ratings yet
- Employee Behaviour in Organization Under Work Moral: Project OnDocument26 pagesEmployee Behaviour in Organization Under Work Moral: Project OnDhanvanth ReddyNo ratings yet
- National Security Act of 1947 PDFDocument142 pagesNational Security Act of 1947 PDFMax TaylorNo ratings yet
- Bulletin Low Res 2Document19 pagesBulletin Low Res 2Аксана ГатауллинаNo ratings yet
- Financial StatementDocument17 pagesFinancial StatementNaveen AggarwalNo ratings yet
- Apron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyDocument3 pagesApron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyMicahDelaCruzCuatronaNo ratings yet
- ENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresDocument6 pagesENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresSanjay KumarNo ratings yet
- Unlocking Efficient Ocean Freight With Cargomate LogisticsDocument13 pagesUnlocking Efficient Ocean Freight With Cargomate Logisticsbusinessowner2030No ratings yet
- 2018 Trial 1 Biology Questions and Marking SchemeDocument11 pages2018 Trial 1 Biology Questions and Marking SchemeKodhekNo ratings yet
- UK Terms Shell Collection Granny Square Pattern by Shelley Husband 2014Document5 pagesUK Terms Shell Collection Granny Square Pattern by Shelley Husband 2014Liz MatzNo ratings yet
- Case CX TrainingDocument20 pagesCase CX Traininghoward100% (27)
- 2023 AWS Partner Funding Benefits Program Guide - EnglishDocument35 pages2023 AWS Partner Funding Benefits Program Guide - EnglishVictor Villacorta ElliottNo ratings yet
- HT Motors Data SheetDocument3 pagesHT Motors Data SheetSE ESTNo ratings yet
- Summary of Maximum Load and Energy Consumption of Kwara State Goevrnment Mdas in Ilorin MetropolisDocument61 pagesSummary of Maximum Load and Energy Consumption of Kwara State Goevrnment Mdas in Ilorin MetropolisAbdulyekini AhmaduNo ratings yet
- Edwin Maturino - Benchmark Reviving The Professional CultureDocument9 pagesEdwin Maturino - Benchmark Reviving The Professional Cultureapi-693631580No ratings yet
- Huawei AirEngine 5760-51 Access Point DatasheetDocument16 pagesHuawei AirEngine 5760-51 Access Point DatasheetJsdfrweporiNo ratings yet
- How To Read Wiring DiagramsDocument24 pagesHow To Read Wiring Diagramsagoudimies100% (7)
- Primus Overview Catalogue ANGDocument8 pagesPrimus Overview Catalogue ANGpesumasinad0% (1)
- ABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerDocument7 pagesABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerBryan Buno100% (1)
- International Corporate GovernanceDocument48 pagesInternational Corporate GovernancejawadzaheerNo ratings yet
- Police RRDocument17 pagesPolice RRindrajitdhadhal400No ratings yet
- Philippine Notices To MarinersDocument42 pagesPhilippine Notices To MarinersTaneo Prince CalebNo ratings yet
- Tce Exam SNV S3Document9 pagesTce Exam SNV S3koubi enactaNo ratings yet
- The Current WarDocument1 pageThe Current WarkanuvietNo ratings yet
- Crown Amplifiers Catalog PDFDocument68 pagesCrown Amplifiers Catalog PDFArjay DomisiwNo ratings yet
- Questionnaire For Tourist Satisfaction in Taiwanese Hot Springs TourismDocument2 pagesQuestionnaire For Tourist Satisfaction in Taiwanese Hot Springs TourismAmeer Akram100% (5)
- PHD Pharma 23 IdDocument1 pagePHD Pharma 23 Idos krishnaNo ratings yet
- Nova-M: Technical Data SheetDocument2 pagesNova-M: Technical Data SheetparaboolNo ratings yet
- Portarlington Parish NewsletterDocument2 pagesPortarlington Parish NewsletterJohn HayesNo ratings yet






































































































Download as ppt, pdf, or txt
You might also like
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- 557-Assign 2-Action Plan For Culturally-Diverse School ClimateDocument10 pages557-Assign 2-Action Plan For Culturally-Diverse School Climateapi-566276833No ratings yet
- Responsibilities of Process Planning EngineerDocument115 pagesResponsibilities of Process Planning EngineerBalamurugan Thangavelu0% (1)
- ISM CPSM Exam-SpecificationsDocument7 pagesISM CPSM Exam-SpecificationsmsajanjNo ratings yet
- Faciility LayoutDocument64 pagesFaciility LayoutUmair AhmedNo ratings yet
- Facility LayoutDocument63 pagesFacility LayoutBharti KumariNo ratings yet
- Introduction To Facilities Design: Week 1Document53 pagesIntroduction To Facilities Design: Week 1necati canbazNo ratings yet
- Production Plant Layout (1) : - Facility Layout Problem: Design ProblemDocument64 pagesProduction Plant Layout (1) : - Facility Layout Problem: Design ProblemPraveen CoolNo ratings yet
- ENM102 Facility Location and LayoutDocument21 pagesENM102 Facility Location and LayoutSemanur ÜnalNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutjoiematerumNo ratings yet
- Facility LayoutDocument64 pagesFacility Layoutabdelghani cherkaouiNo ratings yet
- Unidad 3 - GPAE - Fase D Technology ArquitectureDocument34 pagesUnidad 3 - GPAE - Fase D Technology ArquitectureJoselo AzañaNo ratings yet
- An Introduction To Plant LayoutDocument34 pagesAn Introduction To Plant LayoutMadhu Shankar UndurtyNo ratings yet
- Facility LayoutDocument63 pagesFacility Layoutsiyoum negashNo ratings yet
- Facility LayoutDocument18 pagesFacility LayoutMonabbera Khatun NabilaNo ratings yet
- October 2019process PlaningstionqueDocument8 pagesOctober 2019process Planingstionquekandasamy sivamuruganNo ratings yet
- Section A (I)Document69 pagesSection A (I)Tashmeet SinghNo ratings yet
- Facility LayoutDocument30 pagesFacility Layoutayushichaudhary72No ratings yet
- Facility DesignDocument39 pagesFacility DesignAparna SinghNo ratings yet
- Ch-7 Facility LayoutDocument51 pagesCh-7 Facility Layoutprajapatiparth3151No ratings yet
- MNS-02 Manufacturing Execution SystemDocument28 pagesMNS-02 Manufacturing Execution System11 Jela SukmawanNo ratings yet
- Unit II Operations Processes: Process Characteristics in OperationsDocument43 pagesUnit II Operations Processes: Process Characteristics in OperationsSujeet TambeNo ratings yet
- Industrial Engineering: Navanendra Singh Asst Professor Department of Fashion Technology NIFT-PatnaDocument27 pagesIndustrial Engineering: Navanendra Singh Asst Professor Department of Fashion Technology NIFT-PatnaMritunjay BhartiNo ratings yet
- Offsite Construction AutomationDocument46 pagesOffsite Construction Automationprasmyth6897No ratings yet
- Process Selection & Facility LayoutDocument52 pagesProcess Selection & Facility LayoutNikki D. ChavezNo ratings yet
- Production ManagementDocument28 pagesProduction ManagementMarkNo ratings yet
- Process and ProductionDocument33 pagesProcess and Productionswapnarao12No ratings yet
- md021 Topic05 ProcessSelectionFacilityLayoutDocument44 pagesmd021 Topic05 ProcessSelectionFacilityLayoutKunal ModiNo ratings yet
- Ch-7 Facility LayoutDocument51 pagesCh-7 Facility Layoutzalanisha9638No ratings yet
- Plant LayoutDocument27 pagesPlant LayoutERPravenNo ratings yet
- Slide Perkenalan VIP-Plan OptDocument29 pagesSlide Perkenalan VIP-Plan OptYessica GloriaNo ratings yet
- Presentation Chapter 5 Plant Layout 1516079587 20707Document27 pagesPresentation Chapter 5 Plant Layout 1516079587 20707itsnithin_tsNo ratings yet
- Chapter 3. Facilities LayoutDocument18 pagesChapter 3. Facilities Layoutmunawer abdusamedNo ratings yet
- Industrial Visit RepotDocument18 pagesIndustrial Visit RepotshashidharsykNo ratings yet
- Technical Feasibility: Presented by Chandan SinghDocument18 pagesTechnical Feasibility: Presented by Chandan SinghSugih Arto PujangkoroNo ratings yet
- Functions of The Handling SystemDocument51 pagesFunctions of The Handling SystemJim MathilakathuNo ratings yet
- Chapter 1-1 Design Against FailureDocument27 pagesChapter 1-1 Design Against Failurechoon yong lohNo ratings yet
- Facilities: Dr. J. R. Sharma @imt, NagpurDocument30 pagesFacilities: Dr. J. R. Sharma @imt, NagpuraluranaNo ratings yet
- Unit Ii: Process PlanningDocument17 pagesUnit Ii: Process PlanningVijaya Prabhu KumarasamyNo ratings yet
- Process Selection and Facility LayoutDocument55 pagesProcess Selection and Facility LayoutJosart TubayNo ratings yet
- Course:: Industrial EngineeringDocument45 pagesCourse:: Industrial EngineeringRahid AkbarNo ratings yet
- FP Lec 5 (Compatibility Mode)Document56 pagesFP Lec 5 (Compatibility Mode)yehyaNo ratings yet
- Plant Layout 2Document80 pagesPlant Layout 2tadiwosNo ratings yet
- Planning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingDocument14 pagesPlanning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingKLE CBA PlacementNo ratings yet
- Chapter 1 HeraguDocument26 pagesChapter 1 Heragufrez23No ratings yet
- Designing Layouts: Lecture-07Document40 pagesDesigning Layouts: Lecture-07riyadiNo ratings yet
- Pendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02Document33 pagesPendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02riyadiNo ratings yet
- Production and Operations Management: Unit 6-Facility or Layout Planning and AnalysisDocument29 pagesProduction and Operations Management: Unit 6-Facility or Layout Planning and AnalysisJuha PropertiesNo ratings yet
- Facility Layout: Plant Layout Refers To The Arrangement of Physical Facilities SuchDocument31 pagesFacility Layout: Plant Layout Refers To The Arrangement of Physical Facilities SuchRanu Nagori SenNo ratings yet
- D ProcessunitDocument21 pagesD Processunitaggarwal343No ratings yet
- CAD - CAM - CAE Notes PDFDocument101 pagesCAD - CAM - CAE Notes PDFgoreabhay100% (1)
- Chapter 1 HeraguDocument26 pagesChapter 1 HeraguRahvany Celsia NingrumNo ratings yet
- Operations and Facilities Design: DefinitionsDocument53 pagesOperations and Facilities Design: DefinitionsUzma UzmaNo ratings yet
- FP Lec 4 (Compatibility Mode)Document52 pagesFP Lec 4 (Compatibility Mode)yehyaNo ratings yet
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiNo ratings yet
- Chapter 1: Introduction To Manufacturing Facilities Design and Material HandlingDocument33 pagesChapter 1: Introduction To Manufacturing Facilities Design and Material HandlingPeter GeorgesNo ratings yet
- Vehicle Design Lecture1Document31 pagesVehicle Design Lecture1noubyluxorNo ratings yet
- Plant Layout (Ch-3)Document57 pagesPlant Layout (Ch-3)ajit88akNo ratings yet
- Plant LayoutDocument10 pagesPlant Layoutmarathakiara06No ratings yet
- Facility & Work DesignDocument48 pagesFacility & Work DesignRonaldo ConventoNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Slide IST403 IST403 Slide 01Document43 pagesSlide IST403 IST403 Slide 01riyadiNo ratings yet
- 1-Cover Modul Prak Rsk&eDocument1 page1-Cover Modul Prak Rsk&eriyadiNo ratings yet
- Slide IST403 IST403 Slide 05Document47 pagesSlide IST403 IST403 Slide 05riyadiNo ratings yet
- Human Factor EngineeringDocument17 pagesHuman Factor EngineeringriyadiNo ratings yet
- FARIDR1Document46 pagesFARIDR1riyadiNo ratings yet
- Rudi R1Document72 pagesRudi R1riyadiNo ratings yet
- New Template Jurnal Pertahanan 2019Document3 pagesNew Template Jurnal Pertahanan 2019riyadi0% (1)
- Ijazah Negara S1 PDFDocument1 pageIjazah Negara S1 PDFriyadiNo ratings yet
- Ijazah LokalDocument1 pageIjazah LokalriyadiNo ratings yet
- Warehousing: 8. Warehousing Senator Nur Bahagi@Document56 pagesWarehousing: 8. Warehousing Senator Nur Bahagi@riyadiNo ratings yet
- Oup Technology JIT LayoutDocument20 pagesOup Technology JIT LayoutriyadiNo ratings yet
- Designing Layouts: Lecture-07Document40 pagesDesigning Layouts: Lecture-07riyadiNo ratings yet
- Introductory Logistics/Supply Chain System: Logistics 1-Senator Nur Bahagi@Document7 pagesIntroductory Logistics/Supply Chain System: Logistics 1-Senator Nur Bahagi@riyadiNo ratings yet
- Algorithmic Verification of Recursive Probabilistic State MachinesDocument18 pagesAlgorithmic Verification of Recursive Probabilistic State MachinesriyadiNo ratings yet
- Kuliah - 2 - Channel Structure PDFDocument30 pagesKuliah - 2 - Channel Structure PDFriyadiNo ratings yet
- Physico-Mechanical Properties of Organo-Modi Ed Bentonite Reinforced Cement MortarsDocument9 pagesPhysico-Mechanical Properties of Organo-Modi Ed Bentonite Reinforced Cement MortarsriyadiNo ratings yet
- Pendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02Document33 pagesPendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02riyadiNo ratings yet
- Indonesia Ergonomics Roadmap: Where We Are Going?Document8 pagesIndonesia Ergonomics Roadmap: Where We Are Going?riyadiNo ratings yet
- Dipakai 2Document14 pagesDipakai 2riyadiNo ratings yet
- Spesifikasi Pellet Besi: Hasil Uji Kimia Contoh Pasir Besi Dan Pellet BesiDocument1 pageSpesifikasi Pellet Besi: Hasil Uji Kimia Contoh Pasir Besi Dan Pellet BesiriyadiNo ratings yet
- Employee Behaviour in Organization Under Work Moral: Project OnDocument26 pagesEmployee Behaviour in Organization Under Work Moral: Project OnDhanvanth ReddyNo ratings yet
- National Security Act of 1947 PDFDocument142 pagesNational Security Act of 1947 PDFMax TaylorNo ratings yet
- Bulletin Low Res 2Document19 pagesBulletin Low Res 2Аксана ГатауллинаNo ratings yet
- Financial StatementDocument17 pagesFinancial StatementNaveen AggarwalNo ratings yet
- Apron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyDocument3 pagesApron An Apron Is A Garment That Is Worn Over Other Clothing and Covers Mainly The Front of The BodyMicahDelaCruzCuatronaNo ratings yet
- ENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresDocument6 pagesENGLISH - 2006 Read The Following Poem Carefully and Answer The Questions That Follow: (8 Marks) Forest FiresSanjay KumarNo ratings yet
- Unlocking Efficient Ocean Freight With Cargomate LogisticsDocument13 pagesUnlocking Efficient Ocean Freight With Cargomate Logisticsbusinessowner2030No ratings yet
- 2018 Trial 1 Biology Questions and Marking SchemeDocument11 pages2018 Trial 1 Biology Questions and Marking SchemeKodhekNo ratings yet
- UK Terms Shell Collection Granny Square Pattern by Shelley Husband 2014Document5 pagesUK Terms Shell Collection Granny Square Pattern by Shelley Husband 2014Liz MatzNo ratings yet
- Case CX TrainingDocument20 pagesCase CX Traininghoward100% (27)
- 2023 AWS Partner Funding Benefits Program Guide - EnglishDocument35 pages2023 AWS Partner Funding Benefits Program Guide - EnglishVictor Villacorta ElliottNo ratings yet
- HT Motors Data SheetDocument3 pagesHT Motors Data SheetSE ESTNo ratings yet
- Summary of Maximum Load and Energy Consumption of Kwara State Goevrnment Mdas in Ilorin MetropolisDocument61 pagesSummary of Maximum Load and Energy Consumption of Kwara State Goevrnment Mdas in Ilorin MetropolisAbdulyekini AhmaduNo ratings yet
- Edwin Maturino - Benchmark Reviving The Professional CultureDocument9 pagesEdwin Maturino - Benchmark Reviving The Professional Cultureapi-693631580No ratings yet
- Huawei AirEngine 5760-51 Access Point DatasheetDocument16 pagesHuawei AirEngine 5760-51 Access Point DatasheetJsdfrweporiNo ratings yet
- How To Read Wiring DiagramsDocument24 pagesHow To Read Wiring Diagramsagoudimies100% (7)
- Primus Overview Catalogue ANGDocument8 pagesPrimus Overview Catalogue ANGpesumasinad0% (1)
- ABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerDocument7 pagesABE 30 Lab Exercise 6 Operation and Performance of A Laboratory Scale Paddy DehuskerBryan Buno100% (1)
- International Corporate GovernanceDocument48 pagesInternational Corporate GovernancejawadzaheerNo ratings yet
- Police RRDocument17 pagesPolice RRindrajitdhadhal400No ratings yet
- Philippine Notices To MarinersDocument42 pagesPhilippine Notices To MarinersTaneo Prince CalebNo ratings yet
- Tce Exam SNV S3Document9 pagesTce Exam SNV S3koubi enactaNo ratings yet
- The Current WarDocument1 pageThe Current WarkanuvietNo ratings yet
- Crown Amplifiers Catalog PDFDocument68 pagesCrown Amplifiers Catalog PDFArjay DomisiwNo ratings yet
- Questionnaire For Tourist Satisfaction in Taiwanese Hot Springs TourismDocument2 pagesQuestionnaire For Tourist Satisfaction in Taiwanese Hot Springs TourismAmeer Akram100% (5)
- PHD Pharma 23 IdDocument1 pagePHD Pharma 23 Idos krishnaNo ratings yet
- Nova-M: Technical Data SheetDocument2 pagesNova-M: Technical Data SheetparaboolNo ratings yet
- Portarlington Parish NewsletterDocument2 pagesPortarlington Parish NewsletterJohn HayesNo ratings yet