Download as ppt, pdf, or txt
You might also like
- Steam Tracing With MS ExcelDocument14 pagesSteam Tracing With MS ExcelRaul Bautista100% (2)
- Lumber Case ModelDocument6 pagesLumber Case ModeltheonlypaulNo ratings yet
- Abrasive Water Jet Machining ReportDocument27 pagesAbrasive Water Jet Machining Reportjaspal100% (2)
- Water Jet CuttingDocument3 pagesWater Jet Cuttinguday245No ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- O & M of Sub StationDocument94 pagesO & M of Sub StationAlbert Sekar100% (2)
- Water Jet CuttingDocument3 pagesWater Jet Cuttingnatrajan-ram-379No ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- Water Jet CutterDocument16 pagesWater Jet CutterRex Delon50% (2)
- SAW D ManualDocument16 pagesSAW D ManualjlmansillaNo ratings yet
- SAW - Tractor 1000Document2 pagesSAW - Tractor 1000Rizaldi Akhmad SungkawaNo ratings yet
- Z-DQ GuideDocument18 pagesZ-DQ GuideDragomir EleonoraNo ratings yet
- PLC S7-200Document98 pagesPLC S7-200HoangHiepNo ratings yet
- SPECS Diamond Wire Cutting Machine TYROLITDocument2 pagesSPECS Diamond Wire Cutting Machine TYROLITKhyle Laurenz DuroNo ratings yet
- HyperView TutorialsDocument88 pagesHyperView Tutorialsapi-3717939No ratings yet
- MultiCam 3000-Series CNC WaterjetDocument12 pagesMultiCam 3000-Series CNC WaterjetDaniel AustinNo ratings yet
- Diamond Wire Saw Machine - 副本 (350591)Document2 pagesDiamond Wire Saw Machine - 副本 (350591)rohit10mpuatNo ratings yet
- Chapter 9 Design For Sheet Metal1Document92 pagesChapter 9 Design For Sheet Metal1VishalNaranjeNo ratings yet
- FCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Document42 pagesFCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Federal Communications CommissionNo ratings yet
- PCB Design& Simulation LabDocument8 pagesPCB Design& Simulation LabVikram RaoNo ratings yet
- Waterjets:: AbrasiveDocument4 pagesWaterjets:: AbrasiveAdel AbdelmaboudNo ratings yet
- Eurotech B700 SeriesDocument4 pagesEurotech B700 SeriesCNC SYSTEMSNo ratings yet
- Abrasive Jet MachineDocument39 pagesAbrasive Jet MachineMuhammad Suleman100% (1)
- Create 1 - 2 Hex Bolt - SolidWorks TutorialsDocument9 pagesCreate 1 - 2 Hex Bolt - SolidWorks Tutorialsandres_palacios_1433No ratings yet
- Mach3 and ModbusV1Document23 pagesMach3 and ModbusV1Enrique ModaiNo ratings yet
- Recommended Speed For Turning: Free Machining, Plain Carbon SteelsDocument11 pagesRecommended Speed For Turning: Free Machining, Plain Carbon Steelsjsk_senNo ratings yet
- Gear Pumps: Product RangeDocument4 pagesGear Pumps: Product RangeEng-Mohammed SalemNo ratings yet
- Eurotech 735 Lathes SeriesDocument7 pagesEurotech 735 Lathes SeriesCNC SYSTEMSNo ratings yet
- Abrasive Water Jet MachiningDocument22 pagesAbrasive Water Jet Machiningpraneeth4aNo ratings yet
- Introduction To Ansys AutodynDocument16 pagesIntroduction To Ansys AutodynNeetu JhaNo ratings yet
- Water Jet Machining: Recent DevelopmentDocument36 pagesWater Jet Machining: Recent Developmentrmehfuz60% (5)
- MILL Series GB-1007 01Document20 pagesMILL Series GB-1007 01Ady IonutNo ratings yet
- Water Jet Machining and Abrasive Water Jet MachiningDocument6 pagesWater Jet Machining and Abrasive Water Jet Machiningsree1810No ratings yet
- Thermal and Waterjet Cutting Processes PDFDocument5 pagesThermal and Waterjet Cutting Processes PDFdramiltNo ratings yet
- Acknowledgem: Topic: CNC ProgrammingDocument23 pagesAcknowledgem: Topic: CNC ProgrammingSaurabh DuggalNo ratings yet
- Art Cam Express 2011 Getting StartedDocument79 pagesArt Cam Express 2011 Getting StartedStol SponetaNo ratings yet
- Hypermesh Study Tut70Document109 pagesHypermesh Study Tut70api-3717939100% (3)
- Simufact Sheet Metal Forming 2015Document8 pagesSimufact Sheet Metal Forming 2015MrLanternNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Mactech Offshore Diamond Wire Saws Specification SheetDocument6 pagesMactech Offshore Diamond Wire Saws Specification SheetAnonymous 4ghB3BQNo ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingMagisterr0% (2)
- Hyprez Lapping PolishingDocument16 pagesHyprez Lapping PolishingMargaret DaughertyNo ratings yet
- Programmable Logic Controllers PDFDocument4 pagesProgrammable Logic Controllers PDFJosé HeinNo ratings yet
- Mach3 V3.x Macro Prog RefDocument137 pagesMach3 V3.x Macro Prog RefAleksandar VeberovicNo ratings yet
- Welcome To Mastercam Mastercam CAD CAMDocument40 pagesWelcome To Mastercam Mastercam CAD CAMDao PhuNo ratings yet
- Edm Wire CutDocument2 pagesEdm Wire CutRedza Rabani RosliNo ratings yet
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaNo ratings yet
- WJC, Awjm, EcmDocument38 pagesWJC, Awjm, EcmYash KalaNo ratings yet
- AWJMDocument22 pagesAWJMRitesh PatelNo ratings yet
- Review On Abrasive Water Jet Cutting: by Sherif ArabyDocument106 pagesReview On Abrasive Water Jet Cutting: by Sherif ArabyVaranasi SrikarNo ratings yet
- Water Jet Machining Lec 4Document42 pagesWater Jet Machining Lec 4Nandam HarshithNo ratings yet
- MENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelDocument42 pagesMENG584 Advanced Manufacturing Processes: Presented By: Assist. Prof. Dr. Mohammed. AsmaelTracker DeathNo ratings yet
- Water Jet MachiningDocument21 pagesWater Jet MachiningDarsh MenonNo ratings yet
- Advanced Manufacturing - Water Jet Abrasive MachineDocument9 pagesAdvanced Manufacturing - Water Jet Abrasive MachineroseNo ratings yet
- Machining Melbin K Mathew: Abrasive JetDocument33 pagesMachining Melbin K Mathew: Abrasive JetHimesh MangalathuNo ratings yet
- My Hobb byDocument8 pagesMy Hobb byJoy RoyNo ratings yet
- High Pressure Water CuttingDocument6 pagesHigh Pressure Water CuttingtimNo ratings yet
- Water Jet Cutting: A Technical Seminar OnDocument23 pagesWater Jet Cutting: A Technical Seminar Onprem kumarNo ratings yet
- Water Jet MachiningDocument26 pagesWater Jet MachiningChirag Bansal0% (1)
- Mechanical Energy Based ProcessDocument27 pagesMechanical Energy Based ProcessRameshkumar KandaswamyNo ratings yet
- Water Jet Cutting AbsDocument12 pagesWater Jet Cutting AbsJagan BabuNo ratings yet
- Abrasivewaterjetmachining 131205140847 Phpapp021 PDFDocument41 pagesAbrasivewaterjetmachining 131205140847 Phpapp021 PDFMedal AnkhNo ratings yet
- Nonconventional Machining Process.1Document34 pagesNonconventional Machining Process.1Abdulrahman goudaNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- NCM IDocument23 pagesNCM IAbhishek KumarNo ratings yet
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningDocument14 pagesUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarNo ratings yet
- Plasma Arc Machining (Pam)Document13 pagesPlasma Arc Machining (Pam)Abhishek Kumar0% (1)
- Electron Beam MachiningDocument18 pagesElectron Beam MachiningAbhishek KumarNo ratings yet
- Electric Discharge Machining (EDM)Document65 pagesElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Deburring and HonningDocument23 pagesDeburring and HonningAbhishek Kumar100% (1)
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- NTMP 2 Marks QuesDocument1 pageNTMP 2 Marks QuesAbhishek KumarNo ratings yet
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Chemical MachiningDocument25 pagesChemical MachiningAbhishek KumarNo ratings yet
- Taino by The Sea Lunch MenuDocument8 pagesTaino by The Sea Lunch Menuinfo_tainobeach0% (1)
- Reading ResponseDocument3 pagesReading ResponseJack SikoliaNo ratings yet
- Vikas BhagwanDocument13 pagesVikas BhagwanhappysinNo ratings yet
- 7.44.session VI EHa and LTR Process Flow and Steam Gathering System v3 PDFDocument56 pages7.44.session VI EHa and LTR Process Flow and Steam Gathering System v3 PDFadityaNo ratings yet
- Stress and Coping Strategies Among Distance Education Students at The University of Cape Coast, GhanaDocument15 pagesStress and Coping Strategies Among Distance Education Students at The University of Cape Coast, GhanaReign EvansNo ratings yet
- Natural Rubber WikiDocument9 pagesNatural Rubber WikiMyra Wardati SNo ratings yet
- PHAS0027 RevisionDocument21 pagesPHAS0027 Revisionunknown.unknown9901No ratings yet
- Vegetarian Meals On College CampusesDocument14 pagesVegetarian Meals On College CampusesVegan FutureNo ratings yet
- PhilRice - Fertilizer CalculationDocument21 pagesPhilRice - Fertilizer CalculationMichelle Ann SoledadNo ratings yet
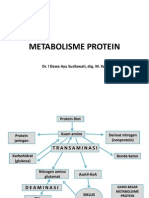
- Metabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesDocument31 pagesMetabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesMelisa Novitasari100% (2)
- Call History 640273efa1d48Document2 pagesCall History 640273efa1d48Krishnapriya GovindNo ratings yet
- The Winnipeg Foundation 2014 Annual ReportDocument76 pagesThe Winnipeg Foundation 2014 Annual ReportChrisDcaNo ratings yet
- MAC-LAB Assistant 5BDocument38 pagesMAC-LAB Assistant 5BAbdelhakszn SznNo ratings yet
- Gothic Arch Tracing PDFDocument9 pagesGothic Arch Tracing PDFSimran SahniNo ratings yet
- Tehri DamDocument31 pagesTehri DamVinayakJindalNo ratings yet
- Cavitation Models in PIPENETDocument3 pagesCavitation Models in PIPENETSamarth PawarNo ratings yet
- Chicken BellagioDocument4 pagesChicken BellagioJagr MaddoxNo ratings yet
- Muay Thai Beginners GuideDocument44 pagesMuay Thai Beginners GuideAmar Cooper67% (3)
- Benzene - It'S Characteristics and Safety in Handling, Storing & TransportationDocument6 pagesBenzene - It'S Characteristics and Safety in Handling, Storing & TransportationEhab SaadNo ratings yet
- Cruciferous VegetablesDocument13 pagesCruciferous Vegetablesapi-271257230No ratings yet
- Normal Wash, Pigment Wash, Caustic WashDocument9 pagesNormal Wash, Pigment Wash, Caustic WashTauhidurRChowdhuryNo ratings yet
- Electrical and Electronic Troubleshooting For Industrial EnginesDocument25 pagesElectrical and Electronic Troubleshooting For Industrial EnginespanddyanNo ratings yet
- Kiambu CidpDocument342 pagesKiambu CidpCharles ZihiNo ratings yet
- Mother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorDocument12 pagesMother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorMichelle PajueloNo ratings yet
- Dec. 4 2021 Bldg. Tech ReviewDocument58 pagesDec. 4 2021 Bldg. Tech Reviewadyjoy antonioNo ratings yet
- XT Mobile Shear: Reference GuideDocument12 pagesXT Mobile Shear: Reference GuidePrudzNo ratings yet
- Ramon Magsaysay Memorial Medical Center, IncDocument4 pagesRamon Magsaysay Memorial Medical Center, IncPATRICIA JEANNE JABIANNo ratings yet