Download as ppt, pdf, or txt
You might also like
- Porque Me Amou Tanto AssimDocument43 pagesPorque Me Amou Tanto AssimGildemar Mendes100% (1)
- 1001 Solved Problems in Power Industrial Plant EngDocument9 pages1001 Solved Problems in Power Industrial Plant EngJasper EstrellaNo ratings yet
- Gonna Fly Now Theme From Rocky Melodia e CifraDocument1 pageGonna Fly Now Theme From Rocky Melodia e CifraArthur Pontes100% (1)
- Sanctus: Mass in Honor of The Blessed SacramentDocument2 pagesSanctus: Mass in Honor of The Blessed SacramentNathania Karina100% (1)
- Unit 2 MHEDocument149 pagesUnit 2 MHEMuket AgmasNo ratings yet
- Basic Instinct - MalletsDocument3 pagesBasic Instinct - MalletsStijn RuttenNo ratings yet
- (C-5BR) Bach, J.S. - ChoralesDocument24 pages(C-5BR) Bach, J.S. - ChoralesJose AntonioNo ratings yet
- ST Julien MarchDocument33 pagesST Julien MarchA1C BJ D ZAPANTA PAFNo ratings yet
- 24.5. 21. Final Eco.Document5 pages24.5. 21. Final Eco.Seungkyoo HanNo ratings yet
- Riders in The SkyDocument1 pageRiders in The SkyHAL_4u100% (1)
- 1 FrictionDocument3 pages1 FrictionOwen RoldanNo ratings yet
- Adios Muchachos - w5 - Full ScoreDocument5 pagesAdios Muchachos - w5 - Full ScorePorcescu SergheiNo ratings yet
- Collidescope Tom TomDocument2 pagesCollidescope Tom TomDariaNo ratings yet
- More - Trombone 2Document2 pagesMore - Trombone 2Caper RHNo ratings yet
- More - Trombone 1Document2 pagesMore - Trombone 1Caper RHNo ratings yet
- Eyes CloseDocument25 pagesEyes ClosePreeti MishraNo ratings yet
- L NH 3.2 4h.27phut-ModelDocument1 pageL NH 3.2 4h.27phut-Modelhongocthanh093No ratings yet
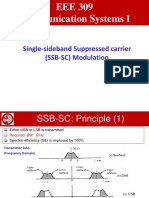
- EEE 309 Communication Systems I: Single-Sideband Suppressed Carrier (SSB-SC) ModulationDocument21 pagesEEE 309 Communication Systems I: Single-Sideband Suppressed Carrier (SSB-SC) ModulationRaihan AliNo ratings yet
- Just Squeeze Me FullDocument11 pagesJust Squeeze Me FullPeeter NormanNo ratings yet
- Dulce NavidadDocument3 pagesDulce NavidadManuel RoldanNo ratings yet
- Chapter 1Document16 pagesChapter 1DX LTMNo ratings yet
- Le NegreDocument3 pagesLe NegreLucia DominguezNo ratings yet
- Gabriels OboeDocument6 pagesGabriels OboejesseNo ratings yet
- Design of Base Plates: M C D N C BDocument6 pagesDesign of Base Plates: M C D N C BJoseph LagalagotNo ratings yet
- Adios Muchachos - w5 - FluteDocument2 pagesAdios Muchachos - w5 - FlutePorcescu SergheiNo ratings yet
- PortalBrasilSonoro Portalbrasilsonoro Erro Gostoso V 3 Grade e PartesDocument33 pagesPortalBrasilSonoro Portalbrasilsonoro Erro Gostoso V 3 Grade e PartesJOSE LUAN GONCALVES DE SOUZANo ratings yet
- Technique Essentials: Xtremetechnique Custom Band Warm Up Composed By: Wayne R. DowneyDocument4 pagesTechnique Essentials: Xtremetechnique Custom Band Warm Up Composed By: Wayne R. Downeyangel_grrl6827No ratings yet
- La JolieDocument11 pagesLa Joliemouton1No ratings yet
- Asas Da Alva - Jeferson VenâncioDocument44 pagesAsas Da Alva - Jeferson VenâncioJonathan SantosNo ratings yet
- Part 03-3 EEE309 Amplitude Modulation - SSB - QAM - VSBDocument23 pagesPart 03-3 EEE309 Amplitude Modulation - SSB - QAM - VSBUma GoNo ratings yet
- Cheat Sheet of PhysicsDocument6 pagesCheat Sheet of Physicsaliayanraza5No ratings yet
- 4 Flexural MemberDocument21 pages4 Flexural MemberAbel MulugetaNo ratings yet
- Capital Asset Pricing ModelDocument7 pagesCapital Asset Pricing ModelALNo ratings yet
- Trajectory (Inclined Motion)Document17 pagesTrajectory (Inclined Motion)Zaw Min TunNo ratings yet
- Marmaduke's Hornpipe For Brass QuintetDocument9 pagesMarmaduke's Hornpipe For Brass QuintetBlott2000100% (3)
- We Found Love V 3 PDFDocument12 pagesWe Found Love V 3 PDFCharles MoreiraNo ratings yet
- Lect 8Document39 pagesLect 8Nur Asyraf NordinNo ratings yet
- Ensemble 334 PDocument42 pagesEnsemble 334 PHjd DjdjNo ratings yet
- Late Goodbye Piano SheetDocument5 pagesLate Goodbye Piano SheetBeginner TrollNo ratings yet
- Zachovej Nám Hospodine Bass III CDocument1 pageZachovej Nám Hospodine Bass III CPavel KrejčířNo ratings yet
- 01 E Mfumu Mu Tembwa (TS)Document4 pages01 E Mfumu Mu Tembwa (TS)setofflutesNo ratings yet
- Basic Instinct - Altsax 1Document3 pagesBasic Instinct - Altsax 1Stijn RuttenNo ratings yet
- Inverse Kinema TicsDocument6 pagesInverse Kinema TicsLaurentiusDamasSulistyaNo ratings yet
- (Free Scores - Com) - Johnson Zacharias Christmas Suite 19825 PDFDocument9 pages(Free Scores - Com) - Johnson Zacharias Christmas Suite 19825 PDFSalvatore IppolitoNo ratings yet
- Hozn 3Document3 pagesHozn 3Andrea MaggioraNo ratings yet
- Macroeconomics NotesDocument23 pagesMacroeconomics NotesHarkirat SinghNo ratings yet
- Cohen, I. - Metamorphosis For Solo ClarinetDocument7 pagesCohen, I. - Metamorphosis For Solo ClarinetMiguel LópezNo ratings yet
- Joplin Scott When Your Hair Is Like The Snow 35108 PDFDocument5 pagesJoplin Scott When Your Hair Is Like The Snow 35108 PDFPublicDomainSheetsNo ratings yet
- Bari Sax Warm UpDocument4 pagesBari Sax Warm UpDiego QuijadaNo ratings yet
- Air de Trompette DoMDocument1 pageAir de Trompette DoMFelipe Marianas RomeroNo ratings yet
- WW 2016 Final 5-22-16 - Full ScoreDocument12 pagesWW 2016 Final 5-22-16 - Full ScoreTiagoNo ratings yet
- Alto Sax WarmupDocument4 pagesAlto Sax WarmupFrank C. Nina ApazaNo ratings yet
- Dynamics of A Particle Live Class-3 Teacher NotesDocument20 pagesDynamics of A Particle Live Class-3 Teacher Notesnotime ReactionNo ratings yet
- Alive - Conductor and PartsDocument32 pagesAlive - Conductor and PartsZeca FurtadoNo ratings yet
- Viva La - VidaDocument19 pagesViva La - VidaMaestro Valdyr FilhoNo ratings yet
- (Free Scores - Com) - Tchaikovsky Piotr Ilitch March From The Nutcracker Marche Bassoon PDF 8616 90581Document3 pages(Free Scores - Com) - Tchaikovsky Piotr Ilitch March From The Nutcracker Marche Bassoon PDF 8616 90581Daniel WANGNo ratings yet
- MUÑEQUITA LINDA - BombardinoDocument1 pageMUÑEQUITA LINDA - BombardinoFernando Fernandez PérezNo ratings yet
- Jimmy Van Heusen ScoreDocument16 pagesJimmy Van Heusen ScoreTrevorNo ratings yet
- Jingle BellDocument8 pagesJingle Bell22 KrkdaNo ratings yet
- CH 1 Up 9 Probability Note-1 PDFDocument106 pagesCH 1 Up 9 Probability Note-1 PDFMuket AgmasNo ratings yet
- Unit 3-1Document153 pagesUnit 3-1Muket AgmasNo ratings yet
- Vibration: Fundamentals and PracticeDocument8 pagesVibration: Fundamentals and PracticeMuket AgmasNo ratings yet
- Mire VibrationDocument362 pagesMire VibrationMuket AgmasNo ratings yet
- Chapter Six Vibration Control: Defn: The Reduction of Unwanted Vibration in A Mechanical or Structural SystemDocument41 pagesChapter Six Vibration Control: Defn: The Reduction of Unwanted Vibration in A Mechanical or Structural SystemMuket AgmasNo ratings yet
- Vibration: Fundamentals and PracticeDocument19 pagesVibration: Fundamentals and PracticeMuket AgmasNo ratings yet
- Other Methods To Account The Entropy Generation ..: Further Analysis of Irreversible ProcessesDocument15 pagesOther Methods To Account The Entropy Generation ..: Further Analysis of Irreversible ProcessesMuket AgmasNo ratings yet
- University of Gondar School of Technology Department of Mechanical EngineeringDocument184 pagesUniversity of Gondar School of Technology Department of Mechanical EngineeringMuket AgmasNo ratings yet
- A Baby Care Engineering For A Quick & Comprehensive Phenomenon ..Document13 pagesA Baby Care Engineering For A Quick & Comprehensive Phenomenon ..Muket AgmasNo ratings yet
- Fundamentals of VibrationDocument91 pagesFundamentals of VibrationMuket AgmasNo ratings yet
- Response To Harmonic Excitation Forced Vibration: Chapter ThreeDocument57 pagesResponse To Harmonic Excitation Forced Vibration: Chapter ThreeMuket AgmasNo ratings yet
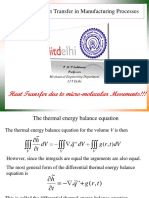
- Simplified Models For Complex Heat Transfer Due To Micro-Molecular Movements!!!Document27 pagesSimplified Models For Complex Heat Transfer Due To Micro-Molecular Movements!!!Muket AgmasNo ratings yet
- Engineering of A Quick & Comprehensive Phenomenon ..Document17 pagesEngineering of A Quick & Comprehensive Phenomenon ..Muket AgmasNo ratings yet
- MCL 321: Automotive SystemsDocument15 pagesMCL 321: Automotive SystemsMuket AgmasNo ratings yet
- Internal Combustion Is An Essential Quality of An Artificial Horse ..Document14 pagesInternal Combustion Is An Essential Quality of An Artificial Horse ..Muket AgmasNo ratings yet
- Mode of Heat Transfer Due To Macro-Movements!!!Document24 pagesMode of Heat Transfer Due To Macro-Movements!!!Muket AgmasNo ratings yet
- Heat Transfer Due To Micro-Molecular Movements!!!Document11 pagesHeat Transfer Due To Micro-Molecular Movements!!!Muket AgmasNo ratings yet
- Entropy View of Theoretical Processes .Document11 pagesEntropy View of Theoretical Processes .Muket AgmasNo ratings yet
- First Level Thermodynamics Study of Manufacturing SystemDocument7 pagesFirst Level Thermodynamics Study of Manufacturing SystemMuket AgmasNo ratings yet
- An Equation To Regulate Manufacturing Processes ..: Engineering Relations From Second LawDocument18 pagesAn Equation To Regulate Manufacturing Processes ..: Engineering Relations From Second LawMuket AgmasNo ratings yet
- Tutorial - 1: Basic Concepts: A First Attempt For Development of Engineering Skills .Document12 pagesTutorial - 1: Basic Concepts: A First Attempt For Development of Engineering Skills .Muket AgmasNo ratings yet
- Entropy View of Real Engineering Process .Document23 pagesEntropy View of Real Engineering Process .Muket AgmasNo ratings yet
- An Action Due To Thermal Inequilibrium: A Natural Happening .Document38 pagesAn Action Due To Thermal Inequilibrium: A Natural Happening .Muket AgmasNo ratings yet
- mcl140 Tut4Document20 pagesmcl140 Tut4Muket AgmasNo ratings yet
- Thermodynamics of Phase Change From Solid To LiquidDocument9 pagesThermodynamics of Phase Change From Solid To LiquidMuket AgmasNo ratings yet
- Module 8.2 Fuel Oil TreatmentDocument5 pagesModule 8.2 Fuel Oil Treatmentdepedromarjan05No ratings yet
- Organic Chemistry For Chemical EngineersDocument13 pagesOrganic Chemistry For Chemical EngineersavixNo ratings yet
- Sistem Penghantaran ObatDocument5 pagesSistem Penghantaran ObatAgung PerkasaNo ratings yet
- AWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part1 PDFDocument58 pagesAWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part1 PDFestephan82100% (1)
- First Estimate of Δ θ (0) : 1 2 cr crDocument41 pagesFirst Estimate of Δ θ (0) : 1 2 cr crFNo ratings yet
- EU Herbal Specifications and Testing MethodsDocument21 pagesEU Herbal Specifications and Testing MethodsErshad Shafi AhmedNo ratings yet
- Chemistry Final WorksheetDocument11 pagesChemistry Final WorksheetBurner AccountNo ratings yet
- Moisture Guide Plastics enDocument22 pagesMoisture Guide Plastics enMaueeMalicdemNo ratings yet
- TD Im-8010eDocument4 pagesTD Im-8010edragonhateNo ratings yet
- CHAPTER I MaboloDocument18 pagesCHAPTER I MaboloZayn RauiNo ratings yet
- Surface Modification of Molds and Acessories For The Glass IndustryDocument227 pagesSurface Modification of Molds and Acessories For The Glass IndustryJorgeAndreAlvesNo ratings yet
- Packaging Textiles: The Use of Textile Materials in Consumer Packaging Is Exhibited in The Following ProductsDocument10 pagesPackaging Textiles: The Use of Textile Materials in Consumer Packaging Is Exhibited in The Following ProductsDewan Ajuad Hossain RifatNo ratings yet
- Rheomac 707 PDFDocument3 pagesRheomac 707 PDFMohamed KhanNo ratings yet
- Cauvery Institute of Technology: Experimental Study On Strength of Concrete Using Areca Fiber and Granite PowderDocument43 pagesCauvery Institute of Technology: Experimental Study On Strength of Concrete Using Areca Fiber and Granite PowderNithin BmNo ratings yet
- Chapter 4 Lecture NotesDocument11 pagesChapter 4 Lecture NotesAhmad KamalNo ratings yet
- Iron Oxide Red S130MDocument2 pagesIron Oxide Red S130MRicardo Antonio García QuispeNo ratings yet
- Separation TechniquesDocument17 pagesSeparation Techniquesdenise adrieneNo ratings yet
- Aero SealDocument2 pagesAero SealPrashant RaoNo ratings yet
- Master Flow 648Document4 pagesMaster Flow 648gazwang478No ratings yet
- Brotherhood of Light - Doctrine of Spiritual AlchemyDocument159 pagesBrotherhood of Light - Doctrine of Spiritual AlchemyDoru Marariu100% (19)
- CementDocument37 pagesCementmahantmtechNo ratings yet
- Terex 3303b Parts BookDocument7 pagesTerex 3303b Parts BookRavinder SinghNo ratings yet
- Mapefloor FC 200 ME Submittal With UAE RefDocument50 pagesMapefloor FC 200 ME Submittal With UAE RefAhmed IbrahimNo ratings yet
- Monsher ISI RangeDocument4 pagesMonsher ISI RangeDinesh KumarNo ratings yet
- Chem Writing PromptsDocument2 pagesChem Writing Promptsfawkes3160% (1)
- Exp 4 Kinetics Order of ReactionDocument8 pagesExp 4 Kinetics Order of ReactionNur Fadhilah0% (1)
- Lab Manual EBMV3103Document13 pagesLab Manual EBMV3103VOON KIN ONNNo ratings yet
- 1Document5 pages1Raymond Villamante AlbueroNo ratings yet
- Photochemical Reactions: Laws of PhotochemistryDocument2 pagesPhotochemical Reactions: Laws of Photochemistryمحمد عامر الحكيميNo ratings yet
- Smaw NC 2 Shop LayoutDocument1 pageSmaw NC 2 Shop Layoutjanrel sedorifaNo ratings yet