Download as pptx, pdf, or txt
You might also like
- AlKhaleejEnergyEfficientRefinery1999 PDFDocument23 pagesAlKhaleejEnergyEfficientRefinery1999 PDFnghiNo ratings yet
- Solution For Saving The Motor Electric ConsumptionDocument40 pagesSolution For Saving The Motor Electric ConsumptionHan HanNo ratings yet
- PPTDocument29 pagesPPTAnaytullah AnsariNo ratings yet
- Measuring Coal Quality: Moisture: VolatilesDocument5 pagesMeasuring Coal Quality: Moisture: VolatilesZegera MgendiNo ratings yet
- Statement Ofpurpose ManavDocument2 pagesStatement Ofpurpose ManavSabyasachiShivkumarNo ratings yet
- Pre-Combustion Technology For Coal-Fired Power Plants: Thomas F. EdgarDocument23 pagesPre-Combustion Technology For Coal-Fired Power Plants: Thomas F. Edgaranon_938213605No ratings yet
- CO Capture in The Cement Industry: Technical Study Report Number: 2008/3 Date: July 2008Document221 pagesCO Capture in The Cement Industry: Technical Study Report Number: 2008/3 Date: July 2008DANIEL ESTEBAN CORTEZ LEIVANo ratings yet
- Technologies For CO Capture From Electric Power Plants: CCTR Basic Facts File #4Document27 pagesTechnologies For CO Capture From Electric Power Plants: CCTR Basic Facts File #4Anonymous FvXjyF4cT4No ratings yet
- Sharp PDFDocument29 pagesSharp PDFRanga PrasadNo ratings yet
- Presentation: Feasibility Study of Integrated Gasification Combined Cycle (IGCC) in Terms of The Following Parameters: Technology, Reliability and Economy For High High-Ash Content Indian Coal.Document14 pagesPresentation: Feasibility Study of Integrated Gasification Combined Cycle (IGCC) in Terms of The Following Parameters: Technology, Reliability and Economy For High High-Ash Content Indian Coal.Prithvi JawaharNo ratings yet
- Co2 Capture and Storage in IGCC PlantsDocument23 pagesCo2 Capture and Storage in IGCC PlantsAbhiram KukunuriNo ratings yet
- A Manual For The Economic Evaluation of Energy EffDocument121 pagesA Manual For The Economic Evaluation of Energy Effwalqui1No ratings yet
- Cement - Quality Types & UsesDocument13 pagesCement - Quality Types & UsesRundhuNo ratings yet
- SISSTA SEMINAR 2024 - Technical Papers OnlyDocument95 pagesSISSTA SEMINAR 2024 - Technical Papers OnlyArun GuptaNo ratings yet
- Co2, H2Document101 pagesCo2, H2zohaib ul hassanNo ratings yet
- VIVI Trash Plate Heel Session - 2. - KP - Singh - 210318044122 - 2Document55 pagesVIVI Trash Plate Heel Session - 2. - KP - Singh - 210318044122 - 2Tung Bui Thanh100% (1)
- Summer Training Report at PPCLDocument28 pagesSummer Training Report at PPCLRishabh Ladha80% (5)
- Biomass Co-Firing: A Partner in Clean EnergyDocument26 pagesBiomass Co-Firing: A Partner in Clean EnergyPrabakaran ThambusamyNo ratings yet
- 413 Topic IV-3 (Fossil Fuels and Boiler Efficiency)Document60 pages413 Topic IV-3 (Fossil Fuels and Boiler Efficiency)Sabina Suljic100% (1)
- 06 Biomass Presentation NTPCDocument33 pages06 Biomass Presentation NTPCPMG Bhuswal ProjectNo ratings yet
- Indian BOE Coaching Services: IBCS CD (583MB) Content List (Edition-4)Document2 pagesIndian BOE Coaching Services: IBCS CD (583MB) Content List (Edition-4)Raag SNo ratings yet
- Biomass Torrefaction and Co-FiringDocument9 pagesBiomass Torrefaction and Co-FiringAmd MamdNo ratings yet
- Coal To Methanol: Technical ReportDocument32 pagesCoal To Methanol: Technical ReportAhmad Nur MU AqilNo ratings yet
- Lab Energy For Proximate Analysis of Coal and BiomassDocument14 pagesLab Energy For Proximate Analysis of Coal and BiomassPadam Prasad PaudelNo ratings yet
- Lec 1 - NG Processing - MSKhanDocument7 pagesLec 1 - NG Processing - MSKhanMuhammad Shariq KhanNo ratings yet
- Power Generation From Coal PDFDocument114 pagesPower Generation From Coal PDFMardi RahardjoNo ratings yet
- Analysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionDocument23 pagesAnalysis of Pulverizers: Multi Task Machines To Meet The Rate of Rapid Coal CombustionHemant PatilNo ratings yet
- Bing Coal Analysis, EnglishDocument6 pagesBing Coal Analysis, EnglishHazem Diab100% (1)
- Heat and Mass BalanceDocument16 pagesHeat and Mass BalanceAndy TpNo ratings yet
- Boiler 5Document4 pagesBoiler 5Shams TabrezNo ratings yet
- Energy Efficiency in Thermal UtilityDocument195 pagesEnergy Efficiency in Thermal UtilityPrateek.ThakurNo ratings yet
- Coal Quality IndiaDocument54 pagesCoal Quality IndiarajeevkumarrajeevNo ratings yet
- Boiler Efficiency Calculation - A Complete GuideDocument9 pagesBoiler Efficiency Calculation - A Complete GuideShujjat HussainNo ratings yet
- Mazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emDocument8 pagesMazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emthlim19078656No ratings yet
- Coal Mill Heat BalanceDocument2 pagesCoal Mill Heat Balancerashm006ranjanNo ratings yet
- Coal Beneficiation TechnologyDocument5 pagesCoal Beneficiation TechnologyChandan Das100% (1)
- Dampers in Air & Gas SystemDocument29 pagesDampers in Air & Gas SystemRamalingam PrabhakaranNo ratings yet
- GCV & NCVDocument3 pagesGCV & NCVI. Murali KrishnaNo ratings yet
- Bustion of CoalDocument4 pagesBustion of Coalkcp1986No ratings yet
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 pagesEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshNo ratings yet
- Energy Assesment of BoilerDocument22 pagesEnergy Assesment of BoilerBrijesh SrivastavNo ratings yet
- Calculation For Requirement of Theoretical Amount of AirDocument13 pagesCalculation For Requirement of Theoretical Amount of AirDivya Bharathi RavuriNo ratings yet
- Low Rank CoalsDocument40 pagesLow Rank CoalsWulan Dwikusuma AsihNo ratings yet
- Calculation of Coal Requirement in Steam PlantDocument3 pagesCalculation of Coal Requirement in Steam PlantRavindra K BelapurkarNo ratings yet
- 2012 - Design, Fabrication and Commissioning of RDF PDFDocument72 pages2012 - Design, Fabrication and Commissioning of RDF PDFHilmi Gazali TvkNo ratings yet
- On Fly Ash by Sumit SumanDocument20 pagesOn Fly Ash by Sumit SumanSumit Suman100% (3)
- Bulletin - 118 - E Audit in Sugar & DistilleryDocument4 pagesBulletin - 118 - E Audit in Sugar & DistilleryBala MuruganNo ratings yet
- Typical Process / Facility Water Balance CalculationDocument5 pagesTypical Process / Facility Water Balance CalculationYesi CeballosNo ratings yet
- Welcome To 12 Week Classroom Training Program: STEAG Energy ServicesDocument44 pagesWelcome To 12 Week Classroom Training Program: STEAG Energy ServicesBryan ScofieldNo ratings yet
- Application of Technology ForDocument27 pagesApplication of Technology ForHotib PerwiraNo ratings yet
- Pittsburgh Coal ConferenceDocument68 pagesPittsburgh Coal ConferenceNileshNo ratings yet
- Coal Miners SuitDocument4 pagesCoal Miners SuitSudipta BainNo ratings yet
- Thermos Design of Rotary Kiln For Reduction of Radiation Losses-10Document17 pagesThermos Design of Rotary Kiln For Reduction of Radiation Losses-10Madhav Krishna MNo ratings yet
- Calorific Value of Coal PDFDocument10 pagesCalorific Value of Coal PDFdineshv74No ratings yet
- The Role of Carbon Capture and Storage in The Energy TransitionDocument23 pagesThe Role of Carbon Capture and Storage in The Energy TransitionEsperanza MorenoNo ratings yet
- Coal BlendingDocument2 pagesCoal Blendingpvkrishnaji100% (1)
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Environmental Considerations For Gas Turbine Clean Energy SystemsDocument45 pagesEnvironmental Considerations For Gas Turbine Clean Energy SystemsMehulkumar PatelNo ratings yet
- Energy Requirement For Solvent Regeneration in CO Capture PlantsDocument32 pagesEnergy Requirement For Solvent Regeneration in CO Capture PlantsHasanah NurNo ratings yet
- Recycling Co2: From Sun To GasDocument14 pagesRecycling Co2: From Sun To GasAnonymous YOeo7EIVurNo ratings yet
- Recycling Co2: From Sun To GasDocument15 pagesRecycling Co2: From Sun To GasAnonymous YOeo7EIVurNo ratings yet
- GTG 1636FPC PWFT4 50HzDocument24 pagesGTG 1636FPC PWFT4 50HzEmanuel CondeNo ratings yet
- Lm6000 Engine OperationDocument26 pagesLm6000 Engine OperationEmanuel Conde100% (1)
- Smart-UPS Battery Systems - SURTA48XLBPDocument2 pagesSmart-UPS Battery Systems - SURTA48XLBPEmanuel CondeNo ratings yet
- Fuel Switching Project of The Aqaba Thermal Power Station (ATPS)Document74 pagesFuel Switching Project of The Aqaba Thermal Power Station (ATPS)Emanuel CondeNo ratings yet
- 1444 td001 - en PDocument22 pages1444 td001 - en PEmanuel CondeNo ratings yet
- 1444 pp001 - en PDocument2 pages1444 pp001 - en PEmanuel CondeNo ratings yet
- DS PR642xDocument8 pagesDS PR642xEmanuel CondeNo ratings yet
- Emontr pp001 - en PDocument3 pagesEmontr pp001 - en PEmanuel CondeNo ratings yet
- What Is A Load Curve?Document7 pagesWhat Is A Load Curve?Emanuel CondeNo ratings yet
- 2.Mr. Sommai PDFDocument51 pages2.Mr. Sommai PDFEmanuel CondeNo ratings yet
- Machine Conditionvibration Monitoring PDFDocument43 pagesMachine Conditionvibration Monitoring PDFEmanuel CondeNo ratings yet
- Tr01 10e Power Transformes 2mva and Above Revision 9Document109 pagesTr01 10e Power Transformes 2mva and Above Revision 9Emanuel CondeNo ratings yet
- System 1 v18.2 Machinery Condition Monitoring PDFDocument14 pagesSystem 1 v18.2 Machinery Condition Monitoring PDFEmanuel CondeNo ratings yet
- Best Practice Catalog: Machine Condition MonitoringDocument18 pagesBest Practice Catalog: Machine Condition MonitoringEmanuel CondeNo ratings yet
- Hicms Eng PDFDocument12 pagesHicms Eng PDFEmanuel CondeNo ratings yet
- TM2500 and TM2500+ Intro Pages-2Document24 pagesTM2500 and TM2500+ Intro Pages-2abelsg100% (2)
- MMS-412 Falcon Datasheet PDFDocument4 pagesMMS-412 Falcon Datasheet PDFEmanuel CondeNo ratings yet
- PDFDocument124 pagesPDFEmanuel Conde100% (1)
- EBX210Document2 pagesEBX210Emanuel CondeNo ratings yet
- PPT-080 110Document3 pagesPPT-080 110Emanuel CondeNo ratings yet
- Chapter 15Document4 pagesChapter 15Marco LuigiNo ratings yet
- Pre-Qualification List For Mechanical Materials As of 28 February 2019Document3 pagesPre-Qualification List For Mechanical Materials As of 28 February 2019Ashid GopiNo ratings yet
- Tutorial 8 - RotationalDocument2 pagesTutorial 8 - RotationalViknes Jeet SinghNo ratings yet
- Oil and Gas Drilling AcronymsDocument1 pageOil and Gas Drilling AcronymsKhanzzNo ratings yet
- Introduction To Fluid Mechanics Prof. Suman Chakraborty Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture - 39 Application of Bernoulli's Equation - Part - IIDocument8 pagesIntroduction To Fluid Mechanics Prof. Suman Chakraborty Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture - 39 Application of Bernoulli's Equation - Part - IIdjadja nakamayaNo ratings yet
- Effect of Inclination of Impinging Jets On Flow and Heat Transfer CharacteristicsDocument6 pagesEffect of Inclination of Impinging Jets On Flow and Heat Transfer CharacteristicsInternational Journal of Science and Engineering InvestigationsNo ratings yet
- Water Filters Ionicore CatalogDocument9 pagesWater Filters Ionicore CatalogSinergroup Water Filters Water Purifiers Water SoftenersNo ratings yet
- Tigist CFD Lab ReportDocument23 pagesTigist CFD Lab Reportdaniel hambissaNo ratings yet
- Bladder Tank Presentation PDFDocument5 pagesBladder Tank Presentation PDFPedro Caminos BolanosNo ratings yet
- IRJET Experimental Investigations of Double Pipe Heat Exchanger With Triangular Baffles PDFDocument5 pagesIRJET Experimental Investigations of Double Pipe Heat Exchanger With Triangular Baffles PDFRidhoQodriNo ratings yet
- Unit 4 Mechanical SeparationDocument23 pagesUnit 4 Mechanical SeparationSk jahidul IslamNo ratings yet
- Man B&W: 1 GeneralDocument9 pagesMan B&W: 1 GeneralСергей РыбалкоNo ratings yet
- IS 8329 - 2000 - AMD5 - Reff 2020Document23 pagesIS 8329 - 2000 - AMD5 - Reff 2020Rishab KejriwalNo ratings yet
- Aiaa 2009 530 230Document10 pagesAiaa 2009 530 230mycrowsobt1No ratings yet
- 30xa 22PDDocument88 pages30xa 22PDاحمد ابو عكازNo ratings yet
- VanePump CatalogDocument3 pagesVanePump CatalogenriNo ratings yet
- D-35 Nitrogen Inert Gas SystemDocument12 pagesD-35 Nitrogen Inert Gas SystemEvgeny BabkovNo ratings yet
- Steam Bowing Procedure of Stage # 1Document18 pagesSteam Bowing Procedure of Stage # 1Waleed HashimNo ratings yet
- AerodynamicsDocument22 pagesAerodynamicsBoy Alfredo PangaribuanNo ratings yet
- Fluid Mechanics NotesDocument21 pagesFluid Mechanics Noteslener espirituNo ratings yet
- Science 10 Worksheet Week5 8Document4 pagesScience 10 Worksheet Week5 8Ren AkiraNo ratings yet
- Optimizing Relative Humidity Based On The Heat Transfer Terms of The Thermoelectric Atmospheric Water Generator (AWG) : Innovative DesignDocument10 pagesOptimizing Relative Humidity Based On The Heat Transfer Terms of The Thermoelectric Atmospheric Water Generator (AWG) : Innovative Designmmk.mech59No ratings yet
- 09 Rotating Equipment - InddDocument12 pages09 Rotating Equipment - InddAnonymous q9eCZHMuSNo ratings yet
- MS6-3500-1295-110 DatasheetDocument1 pageMS6-3500-1295-110 DatasheetKhairilsyam Abdul RashidNo ratings yet
- Ibp1868 12Document8 pagesIbp1868 12Marcelo Varejão CasarinNo ratings yet
- Mechleri, ChERD, 2016, RevisedDocument30 pagesMechleri, ChERD, 2016, RevisedFitria Nur LailyNo ratings yet
- 5 Third Year First SemesterDocument7 pages5 Third Year First SemesterRojan PradhanNo ratings yet
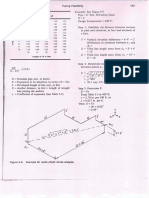
- Pipe Line Flexibility Manual CalculationDocument20 pagesPipe Line Flexibility Manual CalculationKagira Drawing Soltuion100% (3)
- Balancing Valves - TECOFI Valve Designer 1Document1 pageBalancing Valves - TECOFI Valve Designer 1pitigoiNo ratings yet