Download as pptx, pdf, or txt
You might also like
- The Manual of Free Energy Devices and SystemsDocument128 pagesThe Manual of Free Energy Devices and SystemsD'MarinhoNo ratings yet
- Safety in The Selection and Use of LaddersDocument98 pagesSafety in The Selection and Use of LaddersthomascNo ratings yet
- Appendix: Appendix A1: Example PSSR Completion FormDocument5 pagesAppendix: Appendix A1: Example PSSR Completion FormSumantrra ChattopadhyayNo ratings yet
- Cambridge-Audio Azur 340a SeDocument20 pagesCambridge-Audio Azur 340a SeChu Tiến Thịnh100% (1)
- Section 3.7 Emergency Shower SpecDocument6 pagesSection 3.7 Emergency Shower SpecBiggie ColdAngelNo ratings yet
- Attachment 1 Risk Management - HIRARC - EASI 1013 001Document3 pagesAttachment 1 Risk Management - HIRARC - EASI 1013 001Mau TauNo ratings yet
- Safety Practices During Construction: Oisd - GDN - 192Document59 pagesSafety Practices During Construction: Oisd - GDN - 192yash shahNo ratings yet
- Warehouse Storage of Hazardous Chemicals Guide PDFDocument5 pagesWarehouse Storage of Hazardous Chemicals Guide PDFweberyosNo ratings yet
- Material Safety Data Sheet: Document Number: P-0029 MESA Specialty Gases & EquipmentDocument9 pagesMaterial Safety Data Sheet: Document Number: P-0029 MESA Specialty Gases & EquipmentArslan Ali RizviNo ratings yet
- 16.01.2013 Guj Ahirsalt Alled Kutch Eia 6Document128 pages16.01.2013 Guj Ahirsalt Alled Kutch Eia 6Jaime HernandezNo ratings yet
- Fire Risk Metro Tunnels Stations PDFDocument26 pagesFire Risk Metro Tunnels Stations PDFAhsan Habib TanimNo ratings yet
- Safety at Construction Project A ReviewDocument5 pagesSafety at Construction Project A ReviewIJRASETPublicationsNo ratings yet
- 10-National Environmental Standards-Landfill - Design and Operation PDFDocument27 pages10-National Environmental Standards-Landfill - Design and Operation PDFfedericoNo ratings yet
- Comparison of TNO Multienergy and Baker-Strehlow-Tang ModelsDocument4 pagesComparison of TNO Multienergy and Baker-Strehlow-Tang ModelsAgung Ariefat LubisNo ratings yet
- Explosion Safety PKDocument59 pagesExplosion Safety PKpromod kalyaniNo ratings yet
- Common Hazards DescriptionsDocument2 pagesCommon Hazards Descriptionsasifniazi4No ratings yet
- HAZID Assignment 5Document6 pagesHAZID Assignment 5AnifahNo ratings yet
- Is 15656Document38 pagesIs 15656Manoj Mishra100% (1)
- Your Safety Is Our Business: Safetyman InternationalDocument3 pagesYour Safety Is Our Business: Safetyman Internationalg5nbNo ratings yet
- Procedure For Hazard Identification and Risk Assessment in Waste-Water Treatment Planting Saudi ArabiaDocument10 pagesProcedure For Hazard Identification and Risk Assessment in Waste-Water Treatment Planting Saudi ArabiaIjstre JournalNo ratings yet
- NH3 RiskDocument59 pagesNH3 RiskDave CNo ratings yet
- GAPS Guidelines: Electrostatic PrecipitatorsDocument4 pagesGAPS Guidelines: Electrostatic PrecipitatorsAsad KhanNo ratings yet
- Using Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFDocument7 pagesUsing Cathodic Protection To Control Corrosion of Coastal Reinforced Concrete Infrastructures PDFBoussaid SouheilNo ratings yet
- WKS 4 Hsbydesign Health and Safety by Design GPGDocument82 pagesWKS 4 Hsbydesign Health and Safety by Design GPGJeduardo Ch-mezaNo ratings yet
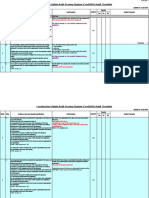
- Consass ChecklistDocument62 pagesConsass Checklistmohamed Abo-EwishaNo ratings yet
- Carbon Dioxide Fire Fighting System DesignDocument28 pagesCarbon Dioxide Fire Fighting System DesignMohamed Abdel BasitNo ratings yet
- StandardsDocument2 pagesStandardsAmir Reza RashidfarokhiNo ratings yet
- Pipeline Risk Assessment and Environmental Consequence AnalysisDocument82 pagesPipeline Risk Assessment and Environmental Consequence Analysisnanking100% (1)
- Wa0037.Document11 pagesWa0037.Chitikala RajeshNo ratings yet
- Ammonia Release Mock Exercise Summary Sept 23, 2021Document11 pagesAmmonia Release Mock Exercise Summary Sept 23, 2021fahadullahNo ratings yet
- 4th Edition ChecklistsDocument10 pages4th Edition ChecklistsYuber Rodriguez HNo ratings yet
- Flammability: A Safety Guide For Users: Best Practice Guidelines N°Document48 pagesFlammability: A Safety Guide For Users: Best Practice Guidelines N°Anonymous smFxIR07No ratings yet
- Fire Resistance Study of Concrete in The Application of TunnelDocument9 pagesFire Resistance Study of Concrete in The Application of Tunnelsagar jainNo ratings yet
- Bitustick - XL-Material Safety Data SheetDocument2 pagesBitustick - XL-Material Safety Data Sheetaldred_chezka100% (1)
- Iso 14000 ConceptsDocument12 pagesIso 14000 ConceptstanglarNo ratings yet
- A. Major Causes of Construction Site AccidentsDocument6 pagesA. Major Causes of Construction Site AccidentsAlyzza Mae AngkahanNo ratings yet
- Sample Hearing Conservation Program: PurposeDocument4 pagesSample Hearing Conservation Program: PurposevictorNo ratings yet
- Explosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesDocument6 pagesExplosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesAndro SiregarNo ratings yet
- Safety Management and Applications in Process Industries: Workplace HazardsDocument45 pagesSafety Management and Applications in Process Industries: Workplace HazardsmichsantosNo ratings yet
- Fire Risk in Metro Tunnels and StationsDocument14 pagesFire Risk in Metro Tunnels and StationsAhsan Habib TanimNo ratings yet
- En EnvStand16 Landfill-Design & OperationDocument27 pagesEn EnvStand16 Landfill-Design & OperationWellfroNo ratings yet
- Job Hazard Analysis (JHA) Worksheet: Jerp # 3 Aromatic UnitDocument5 pagesJob Hazard Analysis (JHA) Worksheet: Jerp # 3 Aromatic UnitTeodoro EsquilloNo ratings yet
- Subcontractor Safety QuestionnaireDocument4 pagesSubcontractor Safety QuestionnaireMaroun DeebNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To InformationBhavesh BhavsarNo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Personnel Safety Protective Equipment Rev01Document14 pagesPROJECT STANDARDS and SPECIFICATIONS Personnel Safety Protective Equipment Rev01hiyeonNo ratings yet
- 6-National Environmental Standards-Best Practicable Environmental Option For Waste Disposal PDFDocument19 pages6-National Environmental Standards-Best Practicable Environmental Option For Waste Disposal PDFfedericoNo ratings yet
- Dispersion ModellingDocument4 pagesDispersion ModellingSigma HSENo ratings yet
- CHIRANJEEVIDocument38 pagesCHIRANJEEVIshanmukhpavantejNo ratings yet
- 03 Fire Protection Spec-Uptown21Document20 pages03 Fire Protection Spec-Uptown21laurenjiaNo ratings yet
- Fire ProtectionDocument14 pagesFire ProtectionTeguh SetionoNo ratings yet
- 01 - MS For Fire Alarm & Detection System & NOVECDocument8 pages01 - MS For Fire Alarm & Detection System & NOVECgulzamanNo ratings yet
- Fire Fighting TrainingDocument30 pagesFire Fighting TrainingDeepu Ravikumar100% (1)
- Hazardous Area TerminologyDocument7 pagesHazardous Area TerminologyDayo IdowuNo ratings yet
- Thermal Treatment of Solid Waste PDFDocument40 pagesThermal Treatment of Solid Waste PDFRhea MambaNo ratings yet
- Fire Protection: Ac - 804 Advance Construction Techniques and ManagementDocument69 pagesFire Protection: Ac - 804 Advance Construction Techniques and ManagementMegha ShahNo ratings yet
- HSE Annual ReportDocument12 pagesHSE Annual ReportKashifPervez1No ratings yet
- Electrical Apparatus For Explosive Atmosphere (ETD 22) - Electrotechnical Division-Public Safety Standards of IndiaDocument4 pagesElectrical Apparatus For Explosive Atmosphere (ETD 22) - Electrotechnical Division-Public Safety Standards of IndiamaninderpreetNo ratings yet
- KS 1876-2-2010 Overhead Power Lines For Kenya - Safety PDFDocument33 pagesKS 1876-2-2010 Overhead Power Lines For Kenya - Safety PDFKy TaNo ratings yet
- Interpretation of IP15 in Process Plant Design: A Commonsense ApproachDocument8 pagesInterpretation of IP15 in Process Plant Design: A Commonsense ApproachAl Faruq ShinagaNo ratings yet
- (En 469) (En 15614) (En 16689:2017)Document1 page(En 469) (En 15614) (En 16689:2017)UrukajiraNo ratings yet
- En EnvStand8 Waste Acceptance CriteriaDocument14 pagesEn EnvStand8 Waste Acceptance CriteriaWellfroNo ratings yet
- CIF - Safe Design in Construction PrintableDocument21 pagesCIF - Safe Design in Construction PrintableSubrata Kumar DattaNo ratings yet
- Study of P&ID, Safeguarding Philosophy, Design Basis and Its FeaturesDocument6 pagesStudy of P&ID, Safeguarding Philosophy, Design Basis and Its FeaturesTayyab AnwarNo ratings yet
- Cesc June 2020Document1 pageCesc June 2020Sumantrra ChattopadhyayNo ratings yet
- Lab Test ReportDocument18 pagesLab Test ReportSumantrra ChattopadhyayNo ratings yet
- 6-44-0016mmmmmmrev 4Document1 page6-44-0016mmmmmmrev 4Sumantrra ChattopadhyayNo ratings yet
- Tech Offer FinalDocument32 pagesTech Offer FinalSumantrra ChattopadhyayNo ratings yet
- Sam SurendranDocument2 pagesSam SurendranSumantrra ChattopadhyayNo ratings yet
- Piping CV-s From HRDocument2 pagesPiping CV-s From HRSumantrra ChattopadhyayNo ratings yet
- 4 - APPENDIX - Document Cover PageDocument2 pages4 - APPENDIX - Document Cover PageSumantrra ChattopadhyayNo ratings yet
- Lab Test ReportDocument18 pagesLab Test ReportSumantrra ChattopadhyayNo ratings yet
- X - 842.000 For Matching See Sheet No.-1/10 For Matching See Sheet No.-2/10Document1 pageX - 842.000 For Matching See Sheet No.-1/10 For Matching See Sheet No.-2/10Sumantrra ChattopadhyayNo ratings yet
- Isometric PDFDocument49 pagesIsometric PDFSumantrra ChattopadhyayNo ratings yet
- Itinerary AMD CCU 28-10Document3 pagesItinerary AMD CCU 28-10Sumantrra ChattopadhyayNo ratings yet
- List of Codes Required For Liquid Department: GeneralDocument1 pageList of Codes Required For Liquid Department: GeneralSumantrra ChattopadhyayNo ratings yet
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- Weekly Roster S.No Employee Monday Tuesday Wednesday Thursday Friday SaturdayDocument1 pageWeekly Roster S.No Employee Monday Tuesday Wednesday Thursday Friday SaturdaySumantrra ChattopadhyayNo ratings yet
- M.Sc. Multimedia (Integrated) : Admission - 2020Document4 pagesM.Sc. Multimedia (Integrated) : Admission - 2020Sumantrra ChattopadhyayNo ratings yet
- Jetty Data - As Discussed On 17092020Document1 pageJetty Data - As Discussed On 17092020Sumantrra ChattopadhyayNo ratings yet
- OCP - AKPPL Bitumen Rev.ADocument252 pagesOCP - AKPPL Bitumen Rev.ASumantrra Chattopadhyay100% (1)
- Howe Engineering Projects India PVT LTD: Earnings Amount Deductions Amount Perks/Other income/Exempton/RebatesDocument1 pageHowe Engineering Projects India PVT LTD: Earnings Amount Deductions Amount Perks/Other income/Exempton/RebatesSumantrra ChattopadhyayNo ratings yet
- The KMPS Approach:: Engineered Smarter. Built ModularDocument23 pagesThe KMPS Approach:: Engineered Smarter. Built ModularSumantrra ChattopadhyayNo ratings yet
- Sumantra Skills May 2020Document6 pagesSumantra Skills May 2020Sumantrra ChattopadhyayNo ratings yet
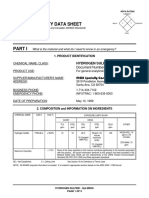
- MSDSDocument10 pagesMSDSSumantrra ChattopadhyayNo ratings yet
- Allowable Load Table: of FD NchorDocument1 pageAllowable Load Table: of FD NchorSumantrra ChattopadhyayNo ratings yet
- Earthing SystemDocument9 pagesEarthing SystemmaheshshettymteducarNo ratings yet
- Scripts in An ASP File Are Executed On The ServerDocument35 pagesScripts in An ASP File Are Executed On The ServerAngélica Beatriz PradoNo ratings yet
- UAT - Test Scenarios For CREATEDocument9 pagesUAT - Test Scenarios For CREATESenij KhanNo ratings yet
- Azwan Resume NewDocument2 pagesAzwan Resume NewAshfa ArdanaNo ratings yet
- Chapter 1 BDocument61 pagesChapter 1 Bkshtgarg21No ratings yet
- Diagram of ISO 17025:2017 Implementation ProcessDocument1 pageDiagram of ISO 17025:2017 Implementation ProcessraquelNo ratings yet
- Unit 2-Computer Network FundamentalsDocument43 pagesUnit 2-Computer Network FundamentalsJez LarNo ratings yet
- Common Radio Resource ManagementDocument27 pagesCommon Radio Resource ManagementMochammad JainulNo ratings yet
- Information TechDocument8 pagesInformation TechRoberth PendringuezNo ratings yet
- Resume RamDocument3 pagesResume RamRamesh SvNo ratings yet
- 07 Appendix BDocument6 pages07 Appendix BING. RUBENSNo ratings yet
- B Firepower Management Center Instant Demo DemozoneDocument34 pagesB Firepower Management Center Instant Demo DemozoneDSunte WilsonNo ratings yet
- GENERAL INFORMATION Vehicle Data - Ram Pickup PDFDocument14 pagesGENERAL INFORMATION Vehicle Data - Ram Pickup PDFcharlesNo ratings yet
- As430 510 PDFDocument2 pagesAs430 510 PDFMarsad LatiefNo ratings yet
- EUPH-7.1-GP-EF-001 F001 Eurofins Sample Registration Form (SRF) R2Document2 pagesEUPH-7.1-GP-EF-001 F001 Eurofins Sample Registration Form (SRF) R2jocelyncalvisNo ratings yet
- Infrared Thermal Imaging CameraDocument19 pagesInfrared Thermal Imaging CameraAws FaeqNo ratings yet
- Evolution of AppleDocument24 pagesEvolution of Appleaddy1920No ratings yet
- Harting Industrial Ethernet HandbookDocument172 pagesHarting Industrial Ethernet Handbookjucegarcia100% (3)
- First Semester: Understanding The Self/ Pag-Unawa Sa Sarili The Contemporary World/ Ang Kasalukuyang DaigdigDocument3 pagesFirst Semester: Understanding The Self/ Pag-Unawa Sa Sarili The Contemporary World/ Ang Kasalukuyang DaigdigNorilyn VispoNo ratings yet
- Network ManagementDocument4 pagesNetwork ManagementJinesh AhamedNo ratings yet
- Stusb 4700Document41 pagesStusb 4700James SpadavecchiaNo ratings yet
- FortiMail 11 Transparent ModeDocument9 pagesFortiMail 11 Transparent ModePyae Sone TunNo ratings yet
- HP Color Laserjet Managed MFP E67650 SeriesDocument4 pagesHP Color Laserjet Managed MFP E67650 SeriesYonatan Hernandez AlvaradoNo ratings yet
- Protection Components: Measurement and Control Relays 3-Phase Supply Control Relays RM3-TAR1 GeneralDocument4 pagesProtection Components: Measurement and Control Relays 3-Phase Supply Control Relays RM3-TAR1 GeneralJoel RASNo ratings yet
- Salesforce Notes 2Document23 pagesSalesforce Notes 2mekhushal07No ratings yet
- MX5323 204-920396 - 02 - 005Document33 pagesMX5323 204-920396 - 02 - 005unknownNo ratings yet
- ArtikelDocument12 pagesArtikelDita Anggun LestariNo ratings yet
- VTU Result PDFDocument1 pageVTU Result PDFShokath bashaNo ratings yet