
Billet Defects - Transverse Cracking Formation Prevention and Evolution
Billet Defects - Transverse Cracking Formation Prevention and Evolution
You might also like
- Rectangular Tank Design - RoarksDocument3 pagesRectangular Tank Design - RoarksSakthi Vel100% (2)
- Science First and Second Quarter For Grade 7Document138 pagesScience First and Second Quarter For Grade 7Rodante P Hernandez Jr.85% (61)
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- Siemens Gas Turbine For Mechanical Drive SGT-400Document4 pagesSiemens Gas Turbine For Mechanical Drive SGT-400arm1346No ratings yet
- European Steel and Alloy Grades: About Us EN 10248-1Document2 pagesEuropean Steel and Alloy Grades: About Us EN 10248-1farshid KarpasandNo ratings yet
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocument44 pagesWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNo ratings yet
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDocument33 pagesBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- NIC Component Series NTIDocument4 pagesNIC Component Series NTINICCompNo ratings yet
- A.S.T.M. B584-09a: WWW - Okendo.mxDocument4 pagesA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document3 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801No ratings yet
- Raffmetal: UNI EN 1676 and 1706Document1 pageRaffmetal: UNI EN 1676 and 1706swaroop NalamNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10225Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10225farshid KarpasandNo ratings yet
- Welding ConsumablesDocument79 pagesWelding Consumablesazam RazzaqNo ratings yet
- Insert Designation ChartDocument7 pagesInsert Designation ChartShobhith.DevadigaNo ratings yet
- BS 970 070 M46Document2 pagesBS 970 070 M46Dinesh GaikwadNo ratings yet
- Condensate Tank - For 250Document3 pagesCondensate Tank - For 250Sakthi VelNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2farshid KarpasandNo ratings yet
- Alloy Steels Annealed Quenched TemperedDocument12 pagesAlloy Steels Annealed Quenched TemperedMarkoNo ratings yet
- Cyano Inters ReceiverDocument1 pageCyano Inters Receiversushant_jhawerNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087farshid KarpasandNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Sachin JawaleNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Shandong XSY Bearing Co., Ltd. Products AlbumDocument105 pagesShandong XSY Bearing Co., Ltd. Products AlbumRahul KatariyaNo ratings yet
- Input ValuesDocument38 pagesInput ValuesArjunNo ratings yet
- (Carbon) C: - 0-2746-5148, 08-1565-5678 1 5Document5 pages(Carbon) C: - 0-2746-5148, 08-1565-5678 1 5Suriyachai NiamsornNo ratings yet
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingDocument1 pageEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakNo ratings yet
- Magmaweld - E7018 Data SheetDocument3 pagesMagmaweld - E7018 Data Sheetnenozx.zedanNo ratings yet
- 6 Interference FitsDocument42 pages6 Interference FitsMadhu Mitha50% (2)
- Zinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Document2 pagesZinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Hari Tej AvvaruNo ratings yet
- Valv. Comp. Ansi 150 Crane Fig. 47xuDocument2 pagesValv. Comp. Ansi 150 Crane Fig. 47xujulio sanchez camonesNo ratings yet
- Din 17200 C45Document1 pageDin 17200 C45Afriza NurdiansyahNo ratings yet
- Special Steels A320 L43: American Standards AstmDocument1 pageSpecial Steels A320 L43: American Standards Astmsamirfun2006No ratings yet
- NIC Components NTL SeriesDocument4 pagesNIC Components NTL SeriesNICCompNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Fundamentals of Fabrication WeldingDocument22 pagesFundamentals of Fabrication WeldingKevinNo ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- Swing Check Valve Full Bore NCI-BRZ PN16 109 950Document1 pageSwing Check Valve Full Bore NCI-BRZ PN16 109 950Yadhira UriarteNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- European Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)Document2 pagesEuropean Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)farshid KarpasandNo ratings yet
- Investigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostDocument11 pagesInvestigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostamitNo ratings yet
- Product Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'João GuilhermeNo ratings yet
- J 403-Aisi 1060Document1 pageJ 403-Aisi 1060Cho thuê chung cư Cầu GiấyNo ratings yet
- Standards and TablesDocument7 pagesStandards and TablesDEIVASIHAMANI PERUMALNo ratings yet
- Autrod 1264Document2 pagesAutrod 1264Anonymous yL7oldKNo ratings yet
- Din 17200 C60Document2 pagesDin 17200 C60artanNo ratings yet
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- Standards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostDocument3 pagesStandards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostKhaled GamalNo ratings yet
- Smit Singapore Pte LTD: Peter Zhang 1 of 1Document8 pagesSmit Singapore Pte LTD: Peter Zhang 1 of 1Myatmyat SwewinNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzNo ratings yet
- UL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Document1 pageUL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Nicolás Fernández CanepaNo ratings yet
- Erix Tool Catalog English Metric Print-2Document32 pagesErix Tool Catalog English Metric Print-2RupertNo ratings yet
- Silver Steel: Aisi - O1Document1 pageSilver Steel: Aisi - O1Dermot BrennanNo ratings yet
- Gate Class 125 Cast Iron: CODE # 73 (125FCLS)Document1 pageGate Class 125 Cast Iron: CODE # 73 (125FCLS)thilina lakhithaNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4farshid KarpasandNo ratings yet
- Product Data Sheet - OK Tigrod 13.09 PDFDocument2 pagesProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- NIC Components NFI SeriesDocument5 pagesNIC Components NFI SeriesNICCompNo ratings yet
- Carbonite - A New Carbon Based Energy FuelDocument18 pagesCarbonite - A New Carbon Based Energy FuelJorge MadiasNo ratings yet
- 4th World DRI & Pellet CongressDocument7 pages4th World DRI & Pellet CongressJorge MadiasNo ratings yet
- Prevention Methods Against Hydrogen Degradation of SteelDocument9 pagesPrevention Methods Against Hydrogen Degradation of SteelJorge MadiasNo ratings yet
- 2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftDocument22 pages2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftJorge Madias100% (1)
- A UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteDocument11 pagesA UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteJorge MadiasNo ratings yet
- A Review On Recycling of Refractories For The Iron and Steel Industry PDFDocument9 pagesA Review On Recycling of Refractories For The Iron and Steel Industry PDFJorge MadiasNo ratings yet
- Direct Alloying of Steel - A Review of Studies at Lab and Industrial ScaleDocument28 pagesDirect Alloying of Steel - A Review of Studies at Lab and Industrial ScaleJorge MadiasNo ratings yet
- Brazilian Green Pig Iron IndustryDocument18 pagesBrazilian Green Pig Iron IndustryJorge MadiasNo ratings yet
- Water Models: Work Group: Jorge Madias Sebastian Sylvestre Begnis Wadi Paul ChiapparoliDocument18 pagesWater Models: Work Group: Jorge Madias Sebastian Sylvestre Begnis Wadi Paul ChiapparoliJorge MadiasNo ratings yet
- Advantages of Fused Silica - Comparison of Fused Silica To Other Shell Materials in Investment CastingDocument23 pagesAdvantages of Fused Silica - Comparison of Fused Silica To Other Shell Materials in Investment CastingJorge MadiasNo ratings yet
- Billet Defects: Off Corner Cracks Formation, Prevention and EvolutionDocument3 pagesBillet Defects: Off Corner Cracks Formation, Prevention and EvolutionJorge MadiasNo ratings yet
- Productive Recycling of BOF Sludge in Integrated PlantDocument5 pagesProductive Recycling of BOF Sludge in Integrated PlantJorge MadiasNo ratings yet
- Coke Oven Life Prolongation - A Multidisciplinary ApproachDocument31 pagesCoke Oven Life Prolongation - A Multidisciplinary ApproachJorge MadiasNo ratings yet
- A Review of The Production of Ferromanganese in Blast FurnaceDocument28 pagesA Review of The Production of Ferromanganese in Blast FurnaceJorge MadiasNo ratings yet
- Alternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceDocument27 pagesAlternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceJorge Madias100% (1)
- A Review On Stamped Charging of CoalsDocument31 pagesA Review On Stamped Charging of CoalsJorge MadiasNo ratings yet
- TABLE OF CONTENTS - Iii-ViDocument3 pagesTABLE OF CONTENTS - Iii-ViMoe Thant OoNo ratings yet
- Risers Introduction: Charles A. MillerDocument11 pagesRisers Introduction: Charles A. MillerSayan Manna100% (1)
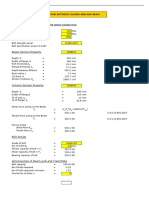
- Column Web and Beam Web BoltedDocument5 pagesColumn Web and Beam Web BoltedGURUPRASAD SHETTY100% (1)
- Strength of Three New Types of Composite Beams: Althoughcompositeconstructionisnotnew, HavingDocument10 pagesStrength of Three New Types of Composite Beams: Althoughcompositeconstructionisnotnew, HavingcmkohNo ratings yet
- 03 Preparation of Compressed AirDocument3 pages03 Preparation of Compressed AirNatsuko KayamaNo ratings yet
- Composite - Design ProjectDocument6 pagesComposite - Design ProjectSomen DasNo ratings yet
- Natural Convection Lab ManualDocument12 pagesNatural Convection Lab Manualjohn paul.jaisonNo ratings yet
- The History of The Atom The Periodic Table and RadioactivityDocument108 pagesThe History of The Atom The Periodic Table and RadioactivityValiNo ratings yet
- Jonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDocument51 pagesJonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDiego Villalobos S.No ratings yet
- Kaplan Turbine RunnerDocument10 pagesKaplan Turbine Runnerloganathanm179No ratings yet
- P-T Chart For R-134aDocument1 pageP-T Chart For R-134aBvitalize100% (2)
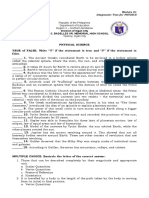
- Module 01 PHYSICAL SCIENCEDocument5 pagesModule 01 PHYSICAL SCIENCEJM Robles RemoladoNo ratings yet
- Introduction To Mechanism and KinematicsDocument17 pagesIntroduction To Mechanism and Kinematicsfieramina83% (6)
- Chiller Everin Mitra PerkasaDocument8 pagesChiller Everin Mitra PerkasaIwan SetiawanNo ratings yet
- RA 110 Radiographic Techniques Packet Test 1Document20 pagesRA 110 Radiographic Techniques Packet Test 1sabba_420No ratings yet
- States of Matter Phet Colorado Ws - Doc 3Document4 pagesStates of Matter Phet Colorado Ws - Doc 3aarianaNo ratings yet
- Plate Heat Exchanger: Applications Standard DesignDocument2 pagesPlate Heat Exchanger: Applications Standard DesignjuguenriNo ratings yet
- Sample Sci Lab CalendarDocument1 pageSample Sci Lab CalendarclayivanNo ratings yet
- Dillidur Technical InformationDocument56 pagesDillidur Technical InformationoakleysteelNo ratings yet
- Wa0000.Document12 pagesWa0000.karapakulabhavanaNo ratings yet
- Flow Through Circular PipesDocument105 pagesFlow Through Circular PipesArchangel VenantNo ratings yet
- Radiographic Terminology BSEN 1330-3 PDFDocument45 pagesRadiographic Terminology BSEN 1330-3 PDFThe Normal HeartNo ratings yet
- Margin of Overpull in DrillstringDocument2 pagesMargin of Overpull in Drillstringnicessg@gmail.com100% (1)
- Impedance of Bucket FoundationsDocument19 pagesImpedance of Bucket FoundationsSalam FaithNo ratings yet
- Background of The StudyDocument22 pagesBackground of The StudyMaynard BaralNo ratings yet
- Ice 5Document9 pagesIce 5Gabriel CortesNo ratings yet
- Falling Weight Deflectometer Guide Report Transit New ZealandDocument42 pagesFalling Weight Deflectometer Guide Report Transit New Zealandsadik268100% (1)
- Wood Thermal PropertiesDocument6 pagesWood Thermal PropertiesKevonSingh1No ratings yet




































































































Download as pptx, pdf, or txt
You might also like
- Rectangular Tank Design - RoarksDocument3 pagesRectangular Tank Design - RoarksSakthi Vel100% (2)
- Science First and Second Quarter For Grade 7Document138 pagesScience First and Second Quarter For Grade 7Rodante P Hernandez Jr.85% (61)
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
- Siemens Gas Turbine For Mechanical Drive SGT-400Document4 pagesSiemens Gas Turbine For Mechanical Drive SGT-400arm1346No ratings yet
- European Steel and Alloy Grades: About Us EN 10248-1Document2 pagesEuropean Steel and Alloy Grades: About Us EN 10248-1farshid KarpasandNo ratings yet
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocument44 pagesWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNo ratings yet
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDocument33 pagesBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- NIC Component Series NTIDocument4 pagesNIC Component Series NTINICCompNo ratings yet
- A.S.T.M. B584-09a: WWW - Okendo.mxDocument4 pagesA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document3 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801No ratings yet
- Raffmetal: UNI EN 1676 and 1706Document1 pageRaffmetal: UNI EN 1676 and 1706swaroop NalamNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10225Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10225farshid KarpasandNo ratings yet
- Welding ConsumablesDocument79 pagesWelding Consumablesazam RazzaqNo ratings yet
- Insert Designation ChartDocument7 pagesInsert Designation ChartShobhith.DevadigaNo ratings yet
- BS 970 070 M46Document2 pagesBS 970 070 M46Dinesh GaikwadNo ratings yet
- Condensate Tank - For 250Document3 pagesCondensate Tank - For 250Sakthi VelNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2farshid KarpasandNo ratings yet
- Alloy Steels Annealed Quenched TemperedDocument12 pagesAlloy Steels Annealed Quenched TemperedMarkoNo ratings yet
- Cyano Inters ReceiverDocument1 pageCyano Inters Receiversushant_jhawerNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087farshid KarpasandNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Sachin JawaleNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Shandong XSY Bearing Co., Ltd. Products AlbumDocument105 pagesShandong XSY Bearing Co., Ltd. Products AlbumRahul KatariyaNo ratings yet
- Input ValuesDocument38 pagesInput ValuesArjunNo ratings yet
- (Carbon) C: - 0-2746-5148, 08-1565-5678 1 5Document5 pages(Carbon) C: - 0-2746-5148, 08-1565-5678 1 5Suriyachai NiamsornNo ratings yet
- En 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingDocument1 pageEn 1706 Aluminum and Aluminum Alloys Castings en 1676 Aluminum Alloyed Ingots For RemeltingBahar ÇolakNo ratings yet
- Magmaweld - E7018 Data SheetDocument3 pagesMagmaweld - E7018 Data Sheetnenozx.zedanNo ratings yet
- 6 Interference FitsDocument42 pages6 Interference FitsMadhu Mitha50% (2)
- Zinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Document2 pagesZinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Hari Tej AvvaruNo ratings yet
- Valv. Comp. Ansi 150 Crane Fig. 47xuDocument2 pagesValv. Comp. Ansi 150 Crane Fig. 47xujulio sanchez camonesNo ratings yet
- Din 17200 C45Document1 pageDin 17200 C45Afriza NurdiansyahNo ratings yet
- Special Steels A320 L43: American Standards AstmDocument1 pageSpecial Steels A320 L43: American Standards Astmsamirfun2006No ratings yet
- NIC Components NTL SeriesDocument4 pagesNIC Components NTL SeriesNICCompNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Fundamentals of Fabrication WeldingDocument22 pagesFundamentals of Fabrication WeldingKevinNo ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- Swing Check Valve Full Bore NCI-BRZ PN16 109 950Document1 pageSwing Check Valve Full Bore NCI-BRZ PN16 109 950Yadhira UriarteNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- European Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)Document2 pagesEuropean Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)farshid KarpasandNo ratings yet
- Investigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostDocument11 pagesInvestigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostamitNo ratings yet
- Product Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Ok Aristorod 12.50: G 'Gas-Shielded Metal-Arc Welding'João GuilhermeNo ratings yet
- J 403-Aisi 1060Document1 pageJ 403-Aisi 1060Cho thuê chung cư Cầu GiấyNo ratings yet
- Standards and TablesDocument7 pagesStandards and TablesDEIVASIHAMANI PERUMALNo ratings yet
- Autrod 1264Document2 pagesAutrod 1264Anonymous yL7oldKNo ratings yet
- Din 17200 C60Document2 pagesDin 17200 C60artanNo ratings yet
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- Standards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostDocument3 pagesStandards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostKhaled GamalNo ratings yet
- Smit Singapore Pte LTD: Peter Zhang 1 of 1Document8 pagesSmit Singapore Pte LTD: Peter Zhang 1 of 1Myatmyat SwewinNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Jonathan Getial CruzNo ratings yet
- UL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Document1 pageUL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Nicolás Fernández CanepaNo ratings yet
- Erix Tool Catalog English Metric Print-2Document32 pagesErix Tool Catalog English Metric Print-2RupertNo ratings yet
- Silver Steel: Aisi - O1Document1 pageSilver Steel: Aisi - O1Dermot BrennanNo ratings yet
- Gate Class 125 Cast Iron: CODE # 73 (125FCLS)Document1 pageGate Class 125 Cast Iron: CODE # 73 (125FCLS)thilina lakhithaNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4farshid KarpasandNo ratings yet
- Product Data Sheet - OK Tigrod 13.09 PDFDocument2 pagesProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- NIC Components NFI SeriesDocument5 pagesNIC Components NFI SeriesNICCompNo ratings yet
- Carbonite - A New Carbon Based Energy FuelDocument18 pagesCarbonite - A New Carbon Based Energy FuelJorge MadiasNo ratings yet
- 4th World DRI & Pellet CongressDocument7 pages4th World DRI & Pellet CongressJorge MadiasNo ratings yet
- Prevention Methods Against Hydrogen Degradation of SteelDocument9 pagesPrevention Methods Against Hydrogen Degradation of SteelJorge MadiasNo ratings yet
- 2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftDocument22 pages2017 Scrap Supplements & Alt Ironmaking 7 - HiC DRI DraftJorge Madias100% (1)
- A UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteDocument11 pagesA UK-wide Solution For The Recovery of Zinc From Electric Steelmaking WasteJorge MadiasNo ratings yet
- A Review On Recycling of Refractories For The Iron and Steel Industry PDFDocument9 pagesA Review On Recycling of Refractories For The Iron and Steel Industry PDFJorge MadiasNo ratings yet
- Direct Alloying of Steel - A Review of Studies at Lab and Industrial ScaleDocument28 pagesDirect Alloying of Steel - A Review of Studies at Lab and Industrial ScaleJorge MadiasNo ratings yet
- Brazilian Green Pig Iron IndustryDocument18 pagesBrazilian Green Pig Iron IndustryJorge MadiasNo ratings yet
- Water Models: Work Group: Jorge Madias Sebastian Sylvestre Begnis Wadi Paul ChiapparoliDocument18 pagesWater Models: Work Group: Jorge Madias Sebastian Sylvestre Begnis Wadi Paul ChiapparoliJorge MadiasNo ratings yet
- Advantages of Fused Silica - Comparison of Fused Silica To Other Shell Materials in Investment CastingDocument23 pagesAdvantages of Fused Silica - Comparison of Fused Silica To Other Shell Materials in Investment CastingJorge MadiasNo ratings yet
- Billet Defects: Off Corner Cracks Formation, Prevention and EvolutionDocument3 pagesBillet Defects: Off Corner Cracks Formation, Prevention and EvolutionJorge MadiasNo ratings yet
- Productive Recycling of BOF Sludge in Integrated PlantDocument5 pagesProductive Recycling of BOF Sludge in Integrated PlantJorge MadiasNo ratings yet
- Coke Oven Life Prolongation - A Multidisciplinary ApproachDocument31 pagesCoke Oven Life Prolongation - A Multidisciplinary ApproachJorge MadiasNo ratings yet
- A Review of The Production of Ferromanganese in Blast FurnaceDocument28 pagesA Review of The Production of Ferromanganese in Blast FurnaceJorge MadiasNo ratings yet
- Alternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceDocument27 pagesAlternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceJorge Madias100% (1)
- A Review On Stamped Charging of CoalsDocument31 pagesA Review On Stamped Charging of CoalsJorge MadiasNo ratings yet
- TABLE OF CONTENTS - Iii-ViDocument3 pagesTABLE OF CONTENTS - Iii-ViMoe Thant OoNo ratings yet
- Risers Introduction: Charles A. MillerDocument11 pagesRisers Introduction: Charles A. MillerSayan Manna100% (1)
- Column Web and Beam Web BoltedDocument5 pagesColumn Web and Beam Web BoltedGURUPRASAD SHETTY100% (1)
- Strength of Three New Types of Composite Beams: Althoughcompositeconstructionisnotnew, HavingDocument10 pagesStrength of Three New Types of Composite Beams: Althoughcompositeconstructionisnotnew, HavingcmkohNo ratings yet
- 03 Preparation of Compressed AirDocument3 pages03 Preparation of Compressed AirNatsuko KayamaNo ratings yet
- Composite - Design ProjectDocument6 pagesComposite - Design ProjectSomen DasNo ratings yet
- Natural Convection Lab ManualDocument12 pagesNatural Convection Lab Manualjohn paul.jaisonNo ratings yet
- The History of The Atom The Periodic Table and RadioactivityDocument108 pagesThe History of The Atom The Periodic Table and RadioactivityValiNo ratings yet
- Jonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDocument51 pagesJonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDiego Villalobos S.No ratings yet
- Kaplan Turbine RunnerDocument10 pagesKaplan Turbine Runnerloganathanm179No ratings yet
- P-T Chart For R-134aDocument1 pageP-T Chart For R-134aBvitalize100% (2)
- Module 01 PHYSICAL SCIENCEDocument5 pagesModule 01 PHYSICAL SCIENCEJM Robles RemoladoNo ratings yet
- Introduction To Mechanism and KinematicsDocument17 pagesIntroduction To Mechanism and Kinematicsfieramina83% (6)
- Chiller Everin Mitra PerkasaDocument8 pagesChiller Everin Mitra PerkasaIwan SetiawanNo ratings yet
- RA 110 Radiographic Techniques Packet Test 1Document20 pagesRA 110 Radiographic Techniques Packet Test 1sabba_420No ratings yet
- States of Matter Phet Colorado Ws - Doc 3Document4 pagesStates of Matter Phet Colorado Ws - Doc 3aarianaNo ratings yet
- Plate Heat Exchanger: Applications Standard DesignDocument2 pagesPlate Heat Exchanger: Applications Standard DesignjuguenriNo ratings yet
- Sample Sci Lab CalendarDocument1 pageSample Sci Lab CalendarclayivanNo ratings yet
- Dillidur Technical InformationDocument56 pagesDillidur Technical InformationoakleysteelNo ratings yet
- Wa0000.Document12 pagesWa0000.karapakulabhavanaNo ratings yet
- Flow Through Circular PipesDocument105 pagesFlow Through Circular PipesArchangel VenantNo ratings yet
- Radiographic Terminology BSEN 1330-3 PDFDocument45 pagesRadiographic Terminology BSEN 1330-3 PDFThe Normal HeartNo ratings yet
- Margin of Overpull in DrillstringDocument2 pagesMargin of Overpull in Drillstringnicessg@gmail.com100% (1)
- Impedance of Bucket FoundationsDocument19 pagesImpedance of Bucket FoundationsSalam FaithNo ratings yet
- Background of The StudyDocument22 pagesBackground of The StudyMaynard BaralNo ratings yet
- Ice 5Document9 pagesIce 5Gabriel CortesNo ratings yet
- Falling Weight Deflectometer Guide Report Transit New ZealandDocument42 pagesFalling Weight Deflectometer Guide Report Transit New Zealandsadik268100% (1)
- Wood Thermal PropertiesDocument6 pagesWood Thermal PropertiesKevonSingh1No ratings yet