Download as ppt, pdf, or txt
You might also like
- The Welding Journal 1958 5Document150 pagesThe Welding Journal 1958 5Alexey100% (1)
- Mill Test Certificate En10204-3.1: Carbon Steel Astm A105 Forged Fittings B16.11Document1 pageMill Test Certificate En10204-3.1: Carbon Steel Astm A105 Forged Fittings B16.11Jesus Condori100% (1)
- Welding and CuttingDocument64 pagesWelding and CuttingScott TrainorNo ratings yet
- Welding Procedure: Dura-Tuff Grouser ProductsDocument4 pagesWelding Procedure: Dura-Tuff Grouser ProductsEhab Attia SelimNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Gas Flux WeldingDocument78 pagesGas Flux WeldingyendikesumaNo ratings yet
- Murex Mma Poster 2008 PDFDocument1 pageMurex Mma Poster 2008 PDFPCNo ratings yet
- Hardfacing PDFDocument56 pagesHardfacing PDFIrshad HussainNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Welding Training Program Evaluation TestDocument2 pagesWelding Training Program Evaluation TestSatish KeskarNo ratings yet
- Welding Journal 1960 6Document159 pagesWelding Journal 1960 6AlexeyNo ratings yet
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Document2 pagesProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNo ratings yet
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITNo ratings yet
- A5-8 Tig WeldingDocument104 pagesA5-8 Tig Weldinghema_avraoNo ratings yet
- Welding MachineDocument19 pagesWelding Machineashish sahaNo ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Cast OlinDocument24 pagesCast OlinAnonymous CZHJN2EU0U100% (1)
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- The Welding Journal 1958 4Document226 pagesThe Welding Journal 1958 4Alexey100% (2)
- Aws WJDocument138 pagesAws WJsubash sivalingamNo ratings yet
- Arc Welding LabDocument28 pagesArc Welding LabFarman AliNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- ESAB Welding Review RepairsDocument28 pagesESAB Welding Review RepairsElias KapaNo ratings yet
- Advanced WeldingDocument10 pagesAdvanced WeldingGanesanGovindarjNo ratings yet
- AWS Welding Journal (Dec 2011)Document138 pagesAWS Welding Journal (Dec 2011)Patrick DominguezNo ratings yet
- AWS-Welding Journal-March 2014Document155 pagesAWS-Welding Journal-March 2014ran.ben.arieNo ratings yet
- WJ 2013 05Document128 pagesWJ 2013 05Matija BušićNo ratings yet
- Gmaw FcawDocument80 pagesGmaw FcawmarboledtNo ratings yet
- How To Weld 316 Stainless SteelDocument3 pagesHow To Weld 316 Stainless Steel10161016No ratings yet
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocument20 pagesBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument35 pagesLesson 1 - Basics of Arc WeldingBBGNo ratings yet
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocument5 pagesFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- AWS Welding Journal January 2014Document139 pagesAWS Welding Journal January 2014ferrero68No ratings yet
- 304L WeldingDocument6 pages304L Weldingeedbdmdud100% (1)
- Drawing Design: EngineeringDocument25 pagesDrawing Design: Engineeringsukarlan98No ratings yet
- Welcome YOU: Science & Technology of WeldingDocument74 pagesWelcome YOU: Science & Technology of WeldingShrikant MojeNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- The Arc Welding MachineDocument4 pagesThe Arc Welding MachineMamyNo ratings yet
- Welding and Cutting SampleDocument64 pagesWelding and Cutting SampleCalberttNo ratings yet
- Welding Gauge EquipmentsDocument11 pagesWelding Gauge EquipmentsNICOLAS SALAZAR PARRANo ratings yet
- UTP MaintenanceDocument28 pagesUTP MaintenanceAnonymous PkAjjOZBNo ratings yet
- Aws CatalogDocument43 pagesAws CatalogDesmond Chin100% (1)
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDocument50 pagesGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNo ratings yet
- Welding Journal Sep2010Document132 pagesWelding Journal Sep2010insolution100% (1)
- Ceramic Weld Backing EvaluationDocument106 pagesCeramic Weld Backing EvaluationcanakyuzNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Gas Tungsten Arc WeldingDocument13 pagesGas Tungsten Arc WeldingEmad A.AhmadNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- A1010 WeldingDocument20 pagesA1010 WeldingCurious RajNo ratings yet
- The Welding Journal 1958 6Document161 pagesThe Welding Journal 1958 6Alexey100% (1)
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- FEA Crash AnalysisDocument100 pagesFEA Crash AnalysisAnonymous cgcKzFtXNo ratings yet
- Diversity of Welding ProcessesDocument24 pagesDiversity of Welding ProcessesAnonymous cgcKzFtXNo ratings yet
- Ballistic Performance of Multi-Layered Metallic PLDocument20 pagesBallistic Performance of Multi-Layered Metallic PLAnonymous cgcKzFtXNo ratings yet
- Euro Ncap Assessment Protocol Cop v73 PDFDocument24 pagesEuro Ncap Assessment Protocol Cop v73 PDFAnonymous cgcKzFtXNo ratings yet
- Numerical Study of Selected Military Vehicle Chassis Subjected To Blast Loading in Terms of Tire Strength ImprovingDocument12 pagesNumerical Study of Selected Military Vehicle Chassis Subjected To Blast Loading in Terms of Tire Strength ImprovingAnonymous cgcKzFtXNo ratings yet
- RM04 - 8 GTAW and Power SourcesDocument18 pagesRM04 - 8 GTAW and Power SourcesAnonymous cgcKzFtXNo ratings yet
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADocument10 pagesResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNo ratings yet
- Hybrid Circuits TechnologyDocument25 pagesHybrid Circuits TechnologyAnonymous cgcKzFtXNo ratings yet
- ME 251 Laboratory Exercises: Mechanical Engineering, Indian Institute of Technology Kanpur Anupam SaxenaDocument17 pagesME 251 Laboratory Exercises: Mechanical Engineering, Indian Institute of Technology Kanpur Anupam SaxenaAnonymous cgcKzFtXNo ratings yet
- High Frequency Resistance WeldingDocument23 pagesHigh Frequency Resistance WeldingAnonymous cgcKzFtXNo ratings yet
- RM01 SawDocument15 pagesRM01 SawAnonymous cgcKzFtXNo ratings yet
- RM01 FRWDocument66 pagesRM01 FRWAnonymous cgcKzFtXNo ratings yet
- RM01 TIG-WeldingDocument39 pagesRM01 TIG-WeldingAnonymous cgcKzFtXNo ratings yet
- RM01 - Arc Weld ProcessesDocument53 pagesRM01 - Arc Weld ProcessesAnonymous cgcKzFtXNo ratings yet
- Case Study On High Frequency Induction WeldingDocument16 pagesCase Study On High Frequency Induction WeldingAnonymous cgcKzFtXNo ratings yet
- RM01 - 25 Design of Weld JointDocument23 pagesRM01 - 25 Design of Weld JointAnonymous cgcKzFtXNo ratings yet
- RM01 - 27 Laser WeldingDocument23 pagesRM01 - 27 Laser WeldingAnonymous cgcKzFtXNo ratings yet
- RM01 - 20 21 Case Study Activated Flux TIG Welding ProcessDocument9 pagesRM01 - 20 21 Case Study Activated Flux TIG Welding ProcessAnonymous cgcKzFtXNo ratings yet
- RM01 - 23 Case Study Friction Stir WeldingDocument49 pagesRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNo ratings yet
- RM01 - 19 Case Study Welding of Stainless SteelDocument11 pagesRM01 - 19 Case Study Welding of Stainless SteelAnonymous cgcKzFtXNo ratings yet
- RM01 - 17 18 Case Study Welding of Aluminium AlloyDocument12 pagesRM01 - 17 18 Case Study Welding of Aluminium AlloyAnonymous cgcKzFtXNo ratings yet
- RM01 - 16 Case Study MIG WeldingDocument39 pagesRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- Welding Engineering: Classification of Fusion Welding ProcessesDocument10 pagesWelding Engineering: Classification of Fusion Welding ProcessesAnonymous cgcKzFtXNo ratings yet
- RM01 - 10 Arc RectificationDocument16 pagesRM01 - 10 Arc RectificationAnonymous cgcKzFtXNo ratings yet
- RM01 - 7 Welding ArcDocument31 pagesRM01 - 7 Welding ArcAnonymous cgcKzFtXNo ratings yet
- Gas Metal Arc Welding: (Gmaw / Mig)Document16 pagesGas Metal Arc Welding: (Gmaw / Mig)Anonymous cgcKzFtXNo ratings yet
- Shielded Metal Arc Welding: PrinciplesDocument18 pagesShielded Metal Arc Welding: PrinciplesAnonymous cgcKzFtXNo ratings yet
- Deformation and Failure Modelling of High Strength Adhesives For Crash SimulationDocument18 pagesDeformation and Failure Modelling of High Strength Adhesives For Crash SimulationAnonymous cgcKzFtXNo ratings yet
- Collapse of Hotel New World - SingaporeDocument71 pagesCollapse of Hotel New World - SingaporePriyam AndhariaNo ratings yet
- Aw 78-24-27 2015Document57 pagesAw 78-24-27 2015Jade Geronimo100% (3)
- Performance of Epoxy Resin As Self-Healing AgentDocument15 pagesPerformance of Epoxy Resin As Self-Healing AgentsusmithaNo ratings yet
- Stainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetDocument1 pageStainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetWattsNo ratings yet
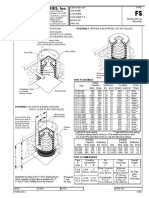
- Mason Industries, Inc.: Position 1 (Floor in Poured Position) Position 2 (Spring & Neoprene Cup Installed)Document1 pageMason Industries, Inc.: Position 1 (Floor in Poured Position) Position 2 (Spring & Neoprene Cup Installed)Mai Tuan AnhNo ratings yet
- Random Rubble Masonry in Cement Mortar 1:5 in SuperstructureDocument6 pagesRandom Rubble Masonry in Cement Mortar 1:5 in Superstructuredimuthu lasinthaNo ratings yet
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyNo ratings yet
- Industrial Structures Brochure 041609Document8 pagesIndustrial Structures Brochure 041609Brad BobichNo ratings yet
- Rotary Kiln Application Data3Document3 pagesRotary Kiln Application Data3Mohammed Abdo100% (1)
- Table of ContentsDocument4 pagesTable of Contentsbella gurlzNo ratings yet
- Is 1626 Part 3Document14 pagesIs 1626 Part 3Sheetal JindalNo ratings yet
- Bhunga - 3Document19 pagesBhunga - 3MARY ALEX STUDENT - ARCHNo ratings yet
- 2019 CIGRE-IEC 2019 ConferenceDocument10 pages2019 CIGRE-IEC 2019 ConferencetdropulicNo ratings yet
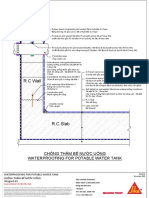
- DWG Potable Water Tank Sikagard-62Document1 pageDWG Potable Water Tank Sikagard-62Nguyen NhoNo ratings yet
- Suncor: Technical Standard No - FB-L-521 3Document11 pagesSuncor: Technical Standard No - FB-L-521 3rezzdezzNo ratings yet
- Concrete Curing Method of StatementDocument3 pagesConcrete Curing Method of Statement张亮No ratings yet
- 5in 15lb - FT l80-13cr Api-Drift 4.283in. Vam-Htf-Nr Standard-Thread-CompoundDocument1 page5in 15lb - FT l80-13cr Api-Drift 4.283in. Vam-Htf-Nr Standard-Thread-CompoundSameer SayedNo ratings yet
- Chapter 1Document61 pagesChapter 1ቀዳሚሃ ለጥበብ ፈሪሃ እግዚያብሔርNo ratings yet
- DR Fix It Micro ConcreteDocument3 pagesDR Fix It Micro ConcreteAjaykumar MistryNo ratings yet
- Astm D3299Document16 pagesAstm D3299josevil79No ratings yet
- Ampco Mold Design GuidelinesDocument39 pagesAmpco Mold Design GuidelinesNaukowyDrpNo ratings yet
- Manning's N ValuesDocument5 pagesManning's N Valuesthedevilsdue9420100% (1)
- Itemwise Detailed Technical SpecificationDocument3 pagesItemwise Detailed Technical Specificationanku4frenzNo ratings yet
- ASME IX Interpretation Part11 PDFDocument40 pagesASME IX Interpretation Part11 PDFrichadNo ratings yet
- BUILDING ESTIMATION - LLA HOUSING AND PROPERTIES - PROJECT-19. - Copy-1Document3 pagesBUILDING ESTIMATION - LLA HOUSING AND PROPERTIES - PROJECT-19. - Copy-1problems with solutionsNo ratings yet
- Design For CHBDocument20 pagesDesign For CHBmeoNo ratings yet
- 2010 SEAOC Convention ProceedingsDocument9 pages2010 SEAOC Convention ProceedingsPE EngNo ratings yet
- Cement Stabilization Overview - PCADocument48 pagesCement Stabilization Overview - PCAAlcides Rubén MerilesNo ratings yet
- Datasheet SD Ferralium 255 SD50 BarDocument4 pagesDatasheet SD Ferralium 255 SD50 Barpranav kariaNo ratings yet