
Mechanical Power Presses
Mechanical Power Presses
You might also like
- Very Advanced Maternal Age, TOG-2021Document10 pagesVery Advanced Maternal Age, TOG-2021saeed hasan saeedNo ratings yet
- Gymnastic Bodies Fundamentals GuideDocument17 pagesGymnastic Bodies Fundamentals GuideGianniNo ratings yet
- Press Machine InspectionDocument5 pagesPress Machine InspectionMichael MiotkNo ratings yet
- Factory Audit ReportDocument33 pagesFactory Audit ReportMudit Kothari100% (1)
- Mechanical Power PressDocument150 pagesMechanical Power Presshsehanoi100% (3)
- Basics of Hydraulic and Mechanical Press MachineDocument19 pagesBasics of Hydraulic and Mechanical Press MachineVishal Koul75% (4)
- Forklift Safety Global EHS023Document18 pagesForklift Safety Global EHS023Global EHSNo ratings yet
- Emco Brake ManualDocument37 pagesEmco Brake ManualMamta RaybageNo ratings yet
- Aida Tech Vol 1 Off Center LoadingDocument6 pagesAida Tech Vol 1 Off Center Loadingvatan99No ratings yet
- Bearing Housing Assembly Procedure EXTERNALDocument10 pagesBearing Housing Assembly Procedure EXTERNALAlejandroZegarra100% (1)
- Instruction Hacksaw ManualDocument6 pagesInstruction Hacksaw ManualAmiel MTNo ratings yet
- Mechanical Press Types and NomenclatureDocument28 pagesMechanical Press Types and NomenclatureRafael Ramirez Villarreal100% (1)
- Operating Instruction Handbook Hand Pallet TruckDocument16 pagesOperating Instruction Handbook Hand Pallet Truckahmad farezNo ratings yet
- Hydraulic Press Brake MachineDocument7 pagesHydraulic Press Brake MachineWahyu SiwastanaNo ratings yet
- Molding Parameter Record RevDocument26 pagesMolding Parameter Record Revapi-37326090% (1)
- Design and Analysis of A Lift Assist WalkerDocument124 pagesDesign and Analysis of A Lift Assist WalkerxavicojmNo ratings yet
- Bosch Guide To Flow Wrapping enDocument30 pagesBosch Guide To Flow Wrapping engherla_bogdanNo ratings yet
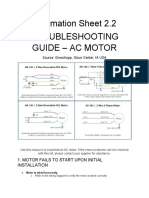
- Information Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USADocument4 pagesInformation Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USAthereseNo ratings yet
- Blechumformung Progressive Die Broschuere Mechanical Presses S Series UsDocument12 pagesBlechumformung Progressive Die Broschuere Mechanical Presses S Series UsSurjeet KumarNo ratings yet
- Skyjack User ManualDocument16 pagesSkyjack User ManualVasske VasovićNo ratings yet
- Introduction To Press Tools and Power PressDocument60 pagesIntroduction To Press Tools and Power PressThulasi RamNo ratings yet
- SG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneDocument19 pagesSG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneAbhishek GadatiaNo ratings yet
- Maintenance Systems and DocumentationDocument4 pagesMaintenance Systems and Documentationabingceles100% (2)
- The Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoDocument17 pagesThe Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoZoran BulavaNo ratings yet
- Stretch Wrapping Machine Operators GuideDocument21 pagesStretch Wrapping Machine Operators GuideBhavesh ShiyaniNo ratings yet
- Machine Setup SheetDocument6 pagesMachine Setup SheetHaris SetiawanNo ratings yet
- Protem Catalogue EDocument112 pagesProtem Catalogue EemadnaguibNo ratings yet
- CNC Vertical Milling Machine-JOB PROCEDUREDocument3 pagesCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119No ratings yet
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Hydraulic System MaintenanceDocument4 pagesHydraulic System MaintenanceMohamed IbrahimNo ratings yet
- Technical Data Press MaintenanceDocument6 pagesTechnical Data Press MaintenanceKaran VirbhadreNo ratings yet
- TPMDocument41 pagesTPMArun Narayanan100% (1)
- Mav - Variable Geometry Press-RollDocument8 pagesMav - Variable Geometry Press-Rollبازرگانی راهیان کار و دانشNo ratings yet
- Hydraulic Powerpack 2Document58 pagesHydraulic Powerpack 2Kushana Saikirann100% (2)
- Safety at Injection Moulding MachinesDocument4 pagesSafety at Injection Moulding Machinesasparagas2013No ratings yet
- Datasheet VT Modular enDocument52 pagesDatasheet VT Modular enTimon2005No ratings yet
- FastenerDocument96 pagesFastenerEdi BambangNo ratings yet
- Short Operating Manual ALLROUNDER 221 KDocument92 pagesShort Operating Manual ALLROUNDER 221 Km asifNo ratings yet
- Drill BS5040ADocument64 pagesDrill BS5040ANebojša Obradović0% (1)
- VMC & HMC PDFDocument103 pagesVMC & HMC PDFNARENDER SINGHNo ratings yet
- Unit 3 Press and Press Tools: StructureDocument14 pagesUnit 3 Press and Press Tools: StructurePranav SharmaNo ratings yet
- Injection Molding Machine OperationDocument11 pagesInjection Molding Machine OperationLongfvn100% (1)
- Kito Electric Hoist CatalogueDocument36 pagesKito Electric Hoist CatalogueADITYA_PATHAKNo ratings yet
- Milling Machine VerticalDocument7 pagesMilling Machine VerticalyendikesumaNo ratings yet
- Basic Pneumatic - IntroductionDocument11 pagesBasic Pneumatic - Introductionmanoj tyagi100% (1)
- Safety in Maintenance of EOT CranesDocument31 pagesSafety in Maintenance of EOT CranesSwapnil pupulwadNo ratings yet
- Shop Crane ManualDocument16 pagesShop Crane ManualRagu RamsinghNo ratings yet
- Excel Format - OPLDocument2 pagesExcel Format - OPLBinod KafleNo ratings yet
- Manual CONDOR 2A - InglêsDocument35 pagesManual CONDOR 2A - InglêsPetrus Josue ValcanaiaNo ratings yet
- Spot Weld Parameters HLSDocument10 pagesSpot Weld Parameters HLSHemantNo ratings yet
- New Check Sheet Press LineDocument6 pagesNew Check Sheet Press LineKuldeep SinghNo ratings yet
- Power Wave455m 10942 10957Document165 pagesPower Wave455m 10942 10957Jaime Arreola100% (1)
- Industrial HydraulicsDocument177 pagesIndustrial Hydraulicspaulo josé sá patacho100% (2)
- En Bag Filling Systems PDFDocument12 pagesEn Bag Filling Systems PDFYhane Hermann BackNo ratings yet
- Belt Failure AnalysisDocument8 pagesBelt Failure AnalysisDavid ChandlerNo ratings yet
- Design and Analysis of Safe ForkliftsDocument125 pagesDesign and Analysis of Safe ForkliftsTom Johnson33% (3)
- Pocket Guide To GrindingDocument48 pagesPocket Guide To GrindingLuis Cerrada100% (1)
- Bearing Seals GasketDocument7 pagesBearing Seals GasketajayNo ratings yet
- 4P10 TimingDocument15 pages4P10 TimingCrispus Karuri MwangiNo ratings yet
- LTM 1100 4.2Document12 pagesLTM 1100 4.2Aung Ba LaNo ratings yet
- Specification: Sec. 35.1 - Pg. 1/21Document23 pagesSpecification: Sec. 35.1 - Pg. 1/21Petre LacatusuNo ratings yet
- GR 500 1 00211 - Us 22Document11 pagesGR 500 1 00211 - Us 22jevan3147No ratings yet
- PethaDocument4 pagesPethaJeet RajNo ratings yet
- 7921 Dress Making Business PlanDocument35 pages7921 Dress Making Business PlanMAYENDE ALBERTNo ratings yet
- Annex VI - Final Narrative ReportDocument4 pagesAnnex VI - Final Narrative ReporttijanagruNo ratings yet
- Dinagat HVADocument55 pagesDinagat HVARolly Balagon CaballeroNo ratings yet
- Nkrumah NeocolonialismDocument205 pagesNkrumah Neocolonialismabdelrehman.almNo ratings yet
- Jescspsu 08Document11 pagesJescspsu 08Alok RanjanNo ratings yet
- Bowthorpe News May 2017Document36 pagesBowthorpe News May 2017Anonymous AySEIwycNo ratings yet
- REPLY in Opposition To Barry MargolisDocument9 pagesREPLY in Opposition To Barry MargolisSLAVEFATHERNo ratings yet
- Aire - 1 ReinigenDocument25 pagesAire - 1 Reinigengino aldo palomino ludeñaNo ratings yet
- The Eternal VeritiesDocument81 pagesThe Eternal VeritiesDr Jacquelyn PY SooNo ratings yet
- Hasil To SBMPTN Gratis 7Document129 pagesHasil To SBMPTN Gratis 7MauzNo ratings yet
- Weavers, Iron Smelters and Factory OwnersDocument16 pagesWeavers, Iron Smelters and Factory OwnersDipankar KumarNo ratings yet
- Major Item Wise Export 2020Document1 pageMajor Item Wise Export 2020RoshniNo ratings yet
- Ecosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full ChapterDocument67 pagesEcosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full Chapterharold.eychaner940100% (14)
- μου κάνειDocument43 pagesμου κάνειΚατερίνα ΠαπαδάκηNo ratings yet
- Katy Perry Lyrics: Play "Trust in Me"Document3 pagesKaty Perry Lyrics: Play "Trust in Me"Alex MunteanNo ratings yet
- Template TM1Document104 pagesTemplate TM1Flexi BuboyNo ratings yet
- HW On Receivables CDocument5 pagesHW On Receivables CAmjad Rian MangondatoNo ratings yet
- Palanca vs. CADocument16 pagesPalanca vs. CASherwin Anoba CabutijaNo ratings yet
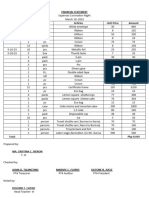
- Financial Statement Coronation NightDocument8 pagesFinancial Statement Coronation NightRuel Gapuz ManzanoNo ratings yet
- FRANKL, CROSSLEY, 2000, Gothic Architecture IDocument264 pagesFRANKL, CROSSLEY, 2000, Gothic Architecture IGurunadham MuvvaNo ratings yet
- Zxdaw 3Document56 pagesZxdaw 3kingNo ratings yet
- Equinix Inc. 2022 Sustainability Report HighlightsDocument25 pagesEquinix Inc. 2022 Sustainability Report HighlightsDaniel ChuaNo ratings yet
- Strategies For Weak & Crisis Ridden BusinessesDocument13 pagesStrategies For Weak & Crisis Ridden BusinessesApoorwa100% (1)
- Experimental and CFD Resistance Calculation of A Small Fast CatamaranDocument7 pagesExperimental and CFD Resistance Calculation of A Small Fast CatamaranChandra SibaraniNo ratings yet
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDocument2 pagesNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comNo ratings yet
- Global Guidelines For The Prevention of Surgical Site Infection: An IntroductionDocument8 pagesGlobal Guidelines For The Prevention of Surgical Site Infection: An IntroductionJNUHospital NABHNo ratings yet
- Awanda Ray ZumaraDocument4 pagesAwanda Ray ZumaraTaz ManiaNo ratings yet
























































































Download as ppt, pdf, or txt
You might also like
- Very Advanced Maternal Age, TOG-2021Document10 pagesVery Advanced Maternal Age, TOG-2021saeed hasan saeedNo ratings yet
- Gymnastic Bodies Fundamentals GuideDocument17 pagesGymnastic Bodies Fundamentals GuideGianniNo ratings yet
- Press Machine InspectionDocument5 pagesPress Machine InspectionMichael MiotkNo ratings yet
- Factory Audit ReportDocument33 pagesFactory Audit ReportMudit Kothari100% (1)
- Mechanical Power PressDocument150 pagesMechanical Power Presshsehanoi100% (3)
- Basics of Hydraulic and Mechanical Press MachineDocument19 pagesBasics of Hydraulic and Mechanical Press MachineVishal Koul75% (4)
- Forklift Safety Global EHS023Document18 pagesForklift Safety Global EHS023Global EHSNo ratings yet
- Emco Brake ManualDocument37 pagesEmco Brake ManualMamta RaybageNo ratings yet
- Aida Tech Vol 1 Off Center LoadingDocument6 pagesAida Tech Vol 1 Off Center Loadingvatan99No ratings yet
- Bearing Housing Assembly Procedure EXTERNALDocument10 pagesBearing Housing Assembly Procedure EXTERNALAlejandroZegarra100% (1)
- Instruction Hacksaw ManualDocument6 pagesInstruction Hacksaw ManualAmiel MTNo ratings yet
- Mechanical Press Types and NomenclatureDocument28 pagesMechanical Press Types and NomenclatureRafael Ramirez Villarreal100% (1)
- Operating Instruction Handbook Hand Pallet TruckDocument16 pagesOperating Instruction Handbook Hand Pallet Truckahmad farezNo ratings yet
- Hydraulic Press Brake MachineDocument7 pagesHydraulic Press Brake MachineWahyu SiwastanaNo ratings yet
- Molding Parameter Record RevDocument26 pagesMolding Parameter Record Revapi-37326090% (1)
- Design and Analysis of A Lift Assist WalkerDocument124 pagesDesign and Analysis of A Lift Assist WalkerxavicojmNo ratings yet
- Bosch Guide To Flow Wrapping enDocument30 pagesBosch Guide To Flow Wrapping engherla_bogdanNo ratings yet
- Information Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USADocument4 pagesInformation Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USAthereseNo ratings yet
- Blechumformung Progressive Die Broschuere Mechanical Presses S Series UsDocument12 pagesBlechumformung Progressive Die Broschuere Mechanical Presses S Series UsSurjeet KumarNo ratings yet
- Skyjack User ManualDocument16 pagesSkyjack User ManualVasske VasovićNo ratings yet
- Introduction To Press Tools and Power PressDocument60 pagesIntroduction To Press Tools and Power PressThulasi RamNo ratings yet
- SG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneDocument19 pagesSG-14 Safety Guideline For Work On Electric Overhead Travelling (EOT) CraneAbhishek GadatiaNo ratings yet
- Maintenance Systems and DocumentationDocument4 pagesMaintenance Systems and Documentationabingceles100% (2)
- The Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoDocument17 pagesThe Complete CNC Solution Providers.: Online Support Even After Completion The Training Program. Sundays AlsoZoran BulavaNo ratings yet
- Stretch Wrapping Machine Operators GuideDocument21 pagesStretch Wrapping Machine Operators GuideBhavesh ShiyaniNo ratings yet
- Machine Setup SheetDocument6 pagesMachine Setup SheetHaris SetiawanNo ratings yet
- Protem Catalogue EDocument112 pagesProtem Catalogue EemadnaguibNo ratings yet
- CNC Vertical Milling Machine-JOB PROCEDUREDocument3 pagesCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119No ratings yet
- Selection of Presses and Its SettingDocument21 pagesSelection of Presses and Its SettingVipul MetaNo ratings yet
- Hydraulic System MaintenanceDocument4 pagesHydraulic System MaintenanceMohamed IbrahimNo ratings yet
- Technical Data Press MaintenanceDocument6 pagesTechnical Data Press MaintenanceKaran VirbhadreNo ratings yet
- TPMDocument41 pagesTPMArun Narayanan100% (1)
- Mav - Variable Geometry Press-RollDocument8 pagesMav - Variable Geometry Press-Rollبازرگانی راهیان کار و دانشNo ratings yet
- Hydraulic Powerpack 2Document58 pagesHydraulic Powerpack 2Kushana Saikirann100% (2)
- Safety at Injection Moulding MachinesDocument4 pagesSafety at Injection Moulding Machinesasparagas2013No ratings yet
- Datasheet VT Modular enDocument52 pagesDatasheet VT Modular enTimon2005No ratings yet
- FastenerDocument96 pagesFastenerEdi BambangNo ratings yet
- Short Operating Manual ALLROUNDER 221 KDocument92 pagesShort Operating Manual ALLROUNDER 221 Km asifNo ratings yet
- Drill BS5040ADocument64 pagesDrill BS5040ANebojša Obradović0% (1)
- VMC & HMC PDFDocument103 pagesVMC & HMC PDFNARENDER SINGHNo ratings yet
- Unit 3 Press and Press Tools: StructureDocument14 pagesUnit 3 Press and Press Tools: StructurePranav SharmaNo ratings yet
- Injection Molding Machine OperationDocument11 pagesInjection Molding Machine OperationLongfvn100% (1)
- Kito Electric Hoist CatalogueDocument36 pagesKito Electric Hoist CatalogueADITYA_PATHAKNo ratings yet
- Milling Machine VerticalDocument7 pagesMilling Machine VerticalyendikesumaNo ratings yet
- Basic Pneumatic - IntroductionDocument11 pagesBasic Pneumatic - Introductionmanoj tyagi100% (1)
- Safety in Maintenance of EOT CranesDocument31 pagesSafety in Maintenance of EOT CranesSwapnil pupulwadNo ratings yet
- Shop Crane ManualDocument16 pagesShop Crane ManualRagu RamsinghNo ratings yet
- Excel Format - OPLDocument2 pagesExcel Format - OPLBinod KafleNo ratings yet
- Manual CONDOR 2A - InglêsDocument35 pagesManual CONDOR 2A - InglêsPetrus Josue ValcanaiaNo ratings yet
- Spot Weld Parameters HLSDocument10 pagesSpot Weld Parameters HLSHemantNo ratings yet
- New Check Sheet Press LineDocument6 pagesNew Check Sheet Press LineKuldeep SinghNo ratings yet
- Power Wave455m 10942 10957Document165 pagesPower Wave455m 10942 10957Jaime Arreola100% (1)
- Industrial HydraulicsDocument177 pagesIndustrial Hydraulicspaulo josé sá patacho100% (2)
- En Bag Filling Systems PDFDocument12 pagesEn Bag Filling Systems PDFYhane Hermann BackNo ratings yet
- Belt Failure AnalysisDocument8 pagesBelt Failure AnalysisDavid ChandlerNo ratings yet
- Design and Analysis of Safe ForkliftsDocument125 pagesDesign and Analysis of Safe ForkliftsTom Johnson33% (3)
- Pocket Guide To GrindingDocument48 pagesPocket Guide To GrindingLuis Cerrada100% (1)
- Bearing Seals GasketDocument7 pagesBearing Seals GasketajayNo ratings yet
- 4P10 TimingDocument15 pages4P10 TimingCrispus Karuri MwangiNo ratings yet
- LTM 1100 4.2Document12 pagesLTM 1100 4.2Aung Ba LaNo ratings yet
- Specification: Sec. 35.1 - Pg. 1/21Document23 pagesSpecification: Sec. 35.1 - Pg. 1/21Petre LacatusuNo ratings yet
- GR 500 1 00211 - Us 22Document11 pagesGR 500 1 00211 - Us 22jevan3147No ratings yet
- PethaDocument4 pagesPethaJeet RajNo ratings yet
- 7921 Dress Making Business PlanDocument35 pages7921 Dress Making Business PlanMAYENDE ALBERTNo ratings yet
- Annex VI - Final Narrative ReportDocument4 pagesAnnex VI - Final Narrative ReporttijanagruNo ratings yet
- Dinagat HVADocument55 pagesDinagat HVARolly Balagon CaballeroNo ratings yet
- Nkrumah NeocolonialismDocument205 pagesNkrumah Neocolonialismabdelrehman.almNo ratings yet
- Jescspsu 08Document11 pagesJescspsu 08Alok RanjanNo ratings yet
- Bowthorpe News May 2017Document36 pagesBowthorpe News May 2017Anonymous AySEIwycNo ratings yet
- REPLY in Opposition To Barry MargolisDocument9 pagesREPLY in Opposition To Barry MargolisSLAVEFATHERNo ratings yet
- Aire - 1 ReinigenDocument25 pagesAire - 1 Reinigengino aldo palomino ludeñaNo ratings yet
- The Eternal VeritiesDocument81 pagesThe Eternal VeritiesDr Jacquelyn PY SooNo ratings yet
- Hasil To SBMPTN Gratis 7Document129 pagesHasil To SBMPTN Gratis 7MauzNo ratings yet
- Weavers, Iron Smelters and Factory OwnersDocument16 pagesWeavers, Iron Smelters and Factory OwnersDipankar KumarNo ratings yet
- Major Item Wise Export 2020Document1 pageMajor Item Wise Export 2020RoshniNo ratings yet
- Ecosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full ChapterDocument67 pagesEcosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full Chapterharold.eychaner940100% (14)
- μου κάνειDocument43 pagesμου κάνειΚατερίνα ΠαπαδάκηNo ratings yet
- Katy Perry Lyrics: Play "Trust in Me"Document3 pagesKaty Perry Lyrics: Play "Trust in Me"Alex MunteanNo ratings yet
- Template TM1Document104 pagesTemplate TM1Flexi BuboyNo ratings yet
- HW On Receivables CDocument5 pagesHW On Receivables CAmjad Rian MangondatoNo ratings yet
- Palanca vs. CADocument16 pagesPalanca vs. CASherwin Anoba CabutijaNo ratings yet
- Financial Statement Coronation NightDocument8 pagesFinancial Statement Coronation NightRuel Gapuz ManzanoNo ratings yet
- FRANKL, CROSSLEY, 2000, Gothic Architecture IDocument264 pagesFRANKL, CROSSLEY, 2000, Gothic Architecture IGurunadham MuvvaNo ratings yet
- Zxdaw 3Document56 pagesZxdaw 3kingNo ratings yet
- Equinix Inc. 2022 Sustainability Report HighlightsDocument25 pagesEquinix Inc. 2022 Sustainability Report HighlightsDaniel ChuaNo ratings yet
- Strategies For Weak & Crisis Ridden BusinessesDocument13 pagesStrategies For Weak & Crisis Ridden BusinessesApoorwa100% (1)
- Experimental and CFD Resistance Calculation of A Small Fast CatamaranDocument7 pagesExperimental and CFD Resistance Calculation of A Small Fast CatamaranChandra SibaraniNo ratings yet
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDocument2 pagesNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comNo ratings yet
- Global Guidelines For The Prevention of Surgical Site Infection: An IntroductionDocument8 pagesGlobal Guidelines For The Prevention of Surgical Site Infection: An IntroductionJNUHospital NABHNo ratings yet
- Awanda Ray ZumaraDocument4 pagesAwanda Ray ZumaraTaz ManiaNo ratings yet