Download as ppt, pdf, or txt
You might also like
- Eco7 Launching A New Motor Oil SpreadsheetDocument12 pagesEco7 Launching A New Motor Oil SpreadsheetHarsh Vivek0% (3)
- Personal Statement SOPDocument2 pagesPersonal Statement SOPDieu Linh NguyenNo ratings yet
- Lean CaseDocument12 pagesLean CaseMultahadi QismanNo ratings yet
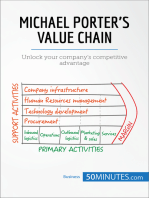
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Answer To Questions: Strategic Cost Management - Solutions ManualDocument8 pagesAnswer To Questions: Strategic Cost Management - Solutions ManualKyla Roxas67% (6)
- Space Age Furniture Company Case StudyDocument11 pagesSpace Age Furniture Company Case StudySimonNo ratings yet
- Chap013 Target Costing Cost MNGTDocument49 pagesChap013 Target Costing Cost MNGTramaNo ratings yet
- Chap013 Target Costing Cost MNGTDocument49 pagesChap013 Target Costing Cost MNGTSyifaNo ratings yet
- Chapter 10 Cost Planning For The ProductDocument44 pagesChapter 10 Cost Planning For The ProductMuhamad SyofrinaldiNo ratings yet
- Cost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingDocument44 pagesCost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingMuhamad SyofrinaldiNo ratings yet
- Target Costing PDFDocument44 pagesTarget Costing PDFAnonymous dPkadxxNo ratings yet
- CHAPTER 2 (Strategic Management Accounting)Document61 pagesCHAPTER 2 (Strategic Management Accounting)MuhdTaQiuNo ratings yet
- Chapter One: Cost Management and Strategy: An OverviewDocument30 pagesChapter One: Cost Management and Strategy: An OverviewTran Pham0% (1)
- Developing A Competitive StrategyDocument23 pagesDeveloping A Competitive Strategy21-51749No ratings yet
- Management Accounting Tools and Techniques For Reduce CostDocument8 pagesManagement Accounting Tools and Techniques For Reduce CostFYAJ ROHANNo ratings yet
- Chapter One: Cost Management and Strategy: An OverviewDocument23 pagesChapter One: Cost Management and Strategy: An OverviewIvankaNo ratings yet
- P1Document23 pagesP1Nischal UpretiNo ratings yet
- Strategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsDocument12 pagesStrategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsNune SabanalNo ratings yet
- STRAT Finals ReviewerDocument7 pagesSTRAT Finals ReviewerBrigit MartinezNo ratings yet
- Dmba 201 - Production and Operations ManagementDocument12 pagesDmba 201 - Production and Operations ManagementPriya PriyaNo ratings yet
- Life Cycle CostingDocument2 pagesLife Cycle CostingElla Angel BriguezNo ratings yet
- Operation StrategyDocument13 pagesOperation StrategyGOVINDASAMY PNo ratings yet
- Cost Management: Muhammad Dzakiy Fauzan Wahyudi A031191055 Faculty of Economics and Business Universitas Hasanuddin 2020Document4 pagesCost Management: Muhammad Dzakiy Fauzan Wahyudi A031191055 Faculty of Economics and Business Universitas Hasanuddin 2020Ferial FerniawanNo ratings yet
- Operations Strategy: Defining How Firms Compete: F O U R T H E D I T I O NDocument29 pagesOperations Strategy: Defining How Firms Compete: F O U R T H E D I T I O NSonia V SabdaNo ratings yet
- AE 27 Lesson 2Document37 pagesAE 27 Lesson 2MARC BENNETH BERIÑANo ratings yet
- Module - Chapter 8Document21 pagesModule - Chapter 8Clarissa A. FababairNo ratings yet
- Milestone 2 BUS-415Document3 pagesMilestone 2 BUS-415mabdullah4830No ratings yet
- Value Engineering - Prof. Emad ShublaqDocument52 pagesValue Engineering - Prof. Emad Shublaqmalikasal100% (1)
- Chapter 2 ManACDocument7 pagesChapter 2 ManACRizza Mae RaferNo ratings yet
- Chapter Three: Basic Cost-Management ConceptsDocument19 pagesChapter Three: Basic Cost-Management ConceptsVebianti dewiNo ratings yet
- 04 Cost Drivers FinalDocument17 pages04 Cost Drivers FinalJerom EmmnualNo ratings yet
- Activity 2Document12 pagesActivity 2Cha Eun WooNo ratings yet
- Ch13 000Document44 pagesCh13 000cirujeffNo ratings yet
- Inventory and Production ManagementDocument23 pagesInventory and Production ManagementWatiq KhanNo ratings yet
- Productions and Operations ManagementDocument34 pagesProductions and Operations ManagementmartamckeenNo ratings yet
- Sol10 4eDocument44 pagesSol10 4eCalvin NguyễnNo ratings yet
- Chapter 4-Building Competitive Advantage Through Functional Level StrategyDocument25 pagesChapter 4-Building Competitive Advantage Through Functional Level Strategymjr0% (1)
- Chapter-III Product and Service DesignDocument14 pagesChapter-III Product and Service DesignGebrekiros ArayaNo ratings yet
- 2 DesignofServices&GoodsDocument32 pages2 DesignofServices&GoodsPrateek HosamaniNo ratings yet
- Strategic CostDocument12 pagesStrategic CostTessie Mae Onongen PagtamaNo ratings yet
- Chapter 8 SummaryDocument4 pagesChapter 8 SummaryluistrosamaralaineNo ratings yet
- Target Costing: Kenneth Crow DRM AssociatesDocument6 pagesTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNo ratings yet
- Chapter 4 Developing A Competitive Strategy Contemporary Cost Management TechniquesDocument29 pagesChapter 4 Developing A Competitive Strategy Contemporary Cost Management TechniquesR OrdonezNo ratings yet
- Cost Reduction Techniques in Press Part ProductionDocument7 pagesCost Reduction Techniques in Press Part Productionramanamurtytv7176No ratings yet
- 1.1 StrategyDocument20 pages1.1 StrategyVarikela GouthamNo ratings yet
- ManagementDocument71 pagesManagementmartamckeenNo ratings yet
- Bab 5 - Design of GoodsDocument20 pagesBab 5 - Design of GoodsYohanis RantelinoNo ratings yet
- 6 Cost ManagementDocument9 pages6 Cost ManagementZenCamandangNo ratings yet
- CHAPTER 8D Target Costing and Life Cycle Costing NotesDocument14 pagesCHAPTER 8D Target Costing and Life Cycle Costing NotesMegala KrishnanNo ratings yet
- Six Sigma Approach in DesignDocument5 pagesSix Sigma Approach in DesignAnand BabuNo ratings yet
- OM TQM Lesson-5Document8 pagesOM TQM Lesson-5Jae Ashlie BernabeNo ratings yet
- Operational Performance Improvement in Industrial CompaniesDocument20 pagesOperational Performance Improvement in Industrial Companieskrishna100% (1)
- Process Design and SelectionDocument37 pagesProcess Design and SelectiondacquelzyrelleNo ratings yet
- Chapter 8Document30 pagesChapter 8Allen DimaculanganNo ratings yet
- Lesson 2: Designing & Installation of Management Accounting: Enhancing The Value of Managementaccounting SystemsDocument4 pagesLesson 2: Designing & Installation of Management Accounting: Enhancing The Value of Managementaccounting Systemskyle GNo ratings yet
- Life Cycle Costing (LLC) in Value EngineeringDocument37 pagesLife Cycle Costing (LLC) in Value EngineeringanantarajkhanalNo ratings yet
- MAS D Strategic Cost ManagementDocument6 pagesMAS D Strategic Cost ManagementMingNo ratings yet
- PPT2-Design of Goods and ServicesDocument51 pagesPPT2-Design of Goods and ServicesIka FitriNo ratings yet
- AF6010 Lecture 4 Alternative Costing SystemsDocument46 pagesAF6010 Lecture 4 Alternative Costing SystemsehsanNo ratings yet
- Session 5 (October 11 2021)Document67 pagesSession 5 (October 11 2021)FeNo ratings yet
- Chapter 3 Product DesignDocument41 pagesChapter 3 Product DesignmelesemenberNo ratings yet
- Target CostingDocument2 pagesTarget CostingSwati GoelNo ratings yet
- Chapter-2-1 Product SelectionDocument10 pagesChapter-2-1 Product SelectionAddisuNo ratings yet
- Cib2011 EPPMSDocument10 pagesCib2011 EPPMSMizna MariyamNo ratings yet
- Supply ChainDocument7 pagesSupply ChainArsal Azhar AliNo ratings yet
- Akash Singh Report On Buying Behaviour of Consumer at Big BazaarDocument117 pagesAkash Singh Report On Buying Behaviour of Consumer at Big BazaarAkash SinghNo ratings yet
- Assignments Jan June2013Document13 pagesAssignments Jan June2013Dharmesh MistryNo ratings yet
- Cost I Ch. 3Document57 pagesCost I Ch. 3Magarsaa AmaanNo ratings yet
- Personal Computers - LOGISTICSDocument10 pagesPersonal Computers - LOGISTICSKAPIL MEHRA100% (1)
- Iriz Active: Item Pcs/pack Polybox Code Available Polybox Required PolyboxDocument4 pagesIriz Active: Item Pcs/pack Polybox Code Available Polybox Required PolyboxkamarulizharNo ratings yet
- Casonreacitvonquimico 4564c98a5ed622dDocument8 pagesCasonreacitvonquimico 4564c98a5ed622dSirley Dayana Ochoa SánchezNo ratings yet
- 1 Murphy - CL12 - PPT - 12Document42 pages1 Murphy - CL12 - PPT - 12assignmentsbysinghNo ratings yet
- ECO162 - Chapter 5 Production and Cost TheoryDocument31 pagesECO162 - Chapter 5 Production and Cost TheoryKhai VeChainNo ratings yet
- Data SalesDocument45 pagesData SalesChacaNo ratings yet
- Kanban SystemDocument3 pagesKanban SystemsentaprilepNo ratings yet
- (2005) Titus and Brochner - Managing Information Flow in Construction Supply ChainsDocument13 pages(2005) Titus and Brochner - Managing Information Flow in Construction Supply ChainsBintang Andika 19.1043No ratings yet
- Reporte - de - Cobranza - 2023-08-08 02.03.24Document12 pagesReporte - de - Cobranza - 2023-08-08 02.03.24Aneksamanun MachucaNo ratings yet
- The Value of Systems Analysis and Design: Mcgraw-Hill/IrwinDocument48 pagesThe Value of Systems Analysis and Design: Mcgraw-Hill/IrwinAhmad Halif MardianNo ratings yet
- Cust ConsingmentDocument28 pagesCust Consingmentganeshthangam.e3324No ratings yet
- MCQ 206 OSCM Supply Chain ManagementDocument53 pagesMCQ 206 OSCM Supply Chain ManagementmoniNo ratings yet
- 1) ICPO-THMC-A&H GLOBAL - (Chicken Paws)Document8 pages1) ICPO-THMC-A&H GLOBAL - (Chicken Paws)Seara FerminoNo ratings yet
- Modern Materials Handling - 2016-06 PDFDocument68 pagesModern Materials Handling - 2016-06 PDFzio_nanoNo ratings yet
- Module in Management Accounting: Batangas State UniversityDocument2 pagesModule in Management Accounting: Batangas State Universityjustine reine cornicoNo ratings yet
- Te 2004Document498 pagesTe 2004rahulsaini855No ratings yet
- Degree of Centralization in Warehousing Centralized or Decentralized Approaches Based On NeedDocument3 pagesDegree of Centralization in Warehousing Centralized or Decentralized Approaches Based On NeedDarko ĐurićNo ratings yet
- New Choice Importadora e Exportadora 5 Hawb As Agreed 9 ViasDocument9 pagesNew Choice Importadora e Exportadora 5 Hawb As Agreed 9 ViasAndrea CevallosNo ratings yet
- Warehouse Location and Factors Affecting ItDocument10 pagesWarehouse Location and Factors Affecting ItSagar SankheNo ratings yet
- Unit 3 Logistics and Supply Chain Management - Inter RelationshipDocument10 pagesUnit 3 Logistics and Supply Chain Management - Inter RelationshipSafwan PandikashalaNo ratings yet
- Principles of Marketing - Chapter 08Document65 pagesPrinciples of Marketing - Chapter 08Lucky Shankar VankwaniNo ratings yet