Download as ppt, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Passat 2006 Electrical SystemDocument19 pagesThe Passat 2006 Electrical SystemAlexandru Stefan Andries100% (4)
- 5657 Data Sheet E06R-HMN1R+EEXW4-MSEQ1Document1 page5657 Data Sheet E06R-HMN1R+EEXW4-MSEQ1Afraz ShaikhNo ratings yet
- b13 Forced Commutation Using ArduinoDocument62 pagesb13 Forced Commutation Using ArduinoAlexandru Stefan AndriesNo ratings yet
- Rapid-Prototyping OperationsDocument18 pagesRapid-Prototyping OperationsAlexandru Stefan AndriesNo ratings yet
- Ştiinţa Şi Ingineria Materialelor Vol1Document324 pagesŞtiinţa Şi Ingineria Materialelor Vol1Alexandru Stefan AndriesNo ratings yet
- Ştiinţa Şi Ingineria MaterialelorDocument130 pagesŞtiinţa Şi Ingineria MaterialelorAlexandru Stefan AndriesNo ratings yet
- Audi VW 1.9 Tdi Pumpe Duse EngineDocument60 pagesAudi VW 1.9 Tdi Pumpe Duse EngineGabriel Latis100% (3)
- VLSI GTU Question Bank 2014Document4 pagesVLSI GTU Question Bank 2014Amish TankariyaNo ratings yet
- Beta Pipes SWV Price List 11.5.2018Document1 pageBeta Pipes SWV Price List 11.5.2018Imran AzizNo ratings yet
- D31ex - PX - 22 Sales Brochures (2009)Document12 pagesD31ex - PX - 22 Sales Brochures (2009)Benjamin Arnold CFNo ratings yet
- DB68 04138A 00 - EN SamsungDocument53 pagesDB68 04138A 00 - EN SamsungCarlos CrisostomoNo ratings yet
- Walker DuctDocument12 pagesWalker DucttwobruinsNo ratings yet
- GSM (SMS) Controlled DC MotorDocument6 pagesGSM (SMS) Controlled DC Motortalk2neel12No ratings yet
- Types of CouplingsDocument2 pagesTypes of CouplingsJagan Mohan KotturuNo ratings yet
- Aft-Catalog s3 SecDocument10 pagesAft-Catalog s3 SecwemersonsrNo ratings yet
- 27II 28II ManualDocument64 pages27II 28II Manualjefferson gutamaNo ratings yet
- Serbatoi 5Document1 pageSerbatoi 5temporaneoNo ratings yet
- Lab5 Lcs 30032023 091635amDocument15 pagesLab5 Lcs 30032023 091635amMaryam anjumNo ratings yet
- Proportional Pressure-Reducing Valve For Hydraulics: V1300.4982 FunctionDocument6 pagesProportional Pressure-Reducing Valve For Hydraulics: V1300.4982 FunctionezeizabarrenaNo ratings yet
- Strainer Air Eliminator EC 31-EC 32 - EC 39: Description - Installation ServicingDocument10 pagesStrainer Air Eliminator EC 31-EC 32 - EC 39: Description - Installation ServicingFredwash RichardNo ratings yet
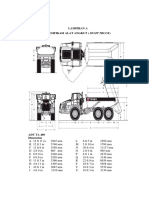
- Lampiran A Spesifikasi Alat Angkut (Dump Truck)Document5 pagesLampiran A Spesifikasi Alat Angkut (Dump Truck)VirdiansyahNo ratings yet
- ANT AQU4518R4 1355 DatasheetDocument2 pagesANT AQU4518R4 1355 DatasheetJawad83% (6)
- Pec QuestionsDocument152 pagesPec QuestionsAbegailCatindigNo ratings yet
- TrialDocument12 pagesTrialJhon Walter Ortega CondeNo ratings yet
- Question Paper Set-1: R 001 R 001 W 17 W 17 M 11 M 11 R M WDocument3 pagesQuestion Paper Set-1: R 001 R 001 W 17 W 17 M 11 M 11 R M WHades LifeNo ratings yet
- P&ID - Rev 1 - 20 July 2020Document1 pageP&ID - Rev 1 - 20 July 2020manoj mannaiNo ratings yet
- SAB163 MK4 SparesDocument7 pagesSAB163 MK4 SparesYutt WattNo ratings yet
- Testing Electronics PDFDocument10 pagesTesting Electronics PDFAnonymous Jcr1ES8QYuNo ratings yet
- Socity OrderDocument2 pagesSocity OrderSanjeevMehraNo ratings yet
- INA139 INA169: Features DescriptionDocument15 pagesINA139 INA169: Features DescriptionLeo RodriguesNo ratings yet
- Evo Operation & Maintenance v4.0 DRAFTDocument40 pagesEvo Operation & Maintenance v4.0 DRAFTAbhyuday GhoshNo ratings yet
- Photometric Standard Compliance: SEGS48P20K - 15, SEGS23P20K - 15Document1 pagePhotometric Standard Compliance: SEGS48P20K - 15, SEGS23P20K - 15emreNo ratings yet
- Hy Elec Survey FinalDocument74 pagesHy Elec Survey FinalOSCARDELTANo ratings yet
- Technical Datasheet DSE201 MDocument4 pagesTechnical Datasheet DSE201 Mramesh204No ratings yet
- R011 - The Initial and Periodic ExaminationDocument13 pagesR011 - The Initial and Periodic Examinationgabriel2No ratings yet
- B7R Spec PDFDocument2 pagesB7R Spec PDFinterventores brtNo ratings yet