Download as ppt, pdf, or txt
You might also like
- Adssc Appr Vend ListDocument272 pagesAdssc Appr Vend ListFun TonNo ratings yet
- En 1090 IngDocument17 pagesEn 1090 IngAkademi NDTNo ratings yet
- PD 1096 Reviewer-NewDocument18 pagesPD 1096 Reviewer-Newyourgame 075100% (3)
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- Versatility of Cored Wire Process For Producing Ductile IronDocument10 pagesVersatility of Cored Wire Process For Producing Ductile IronDNo ratings yet
- Pin HolesDocument4 pagesPin HolesEr WidodoNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- ME1107-Casting - All PDFDocument24 pagesME1107-Casting - All PDFRizuanul Arefin EmonNo ratings yet
- AFS Thermal Analysis of CupsDocument10 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Effect of Melting Techniques On Ductile Iron Castings PropertiesDocument4 pagesEffect of Melting Techniques On Ductile Iron Castings PropertiesHimanshu RanjanNo ratings yet
- 3 Inoculant Alloy CompositionDocument2 pages3 Inoculant Alloy CompositionAdams GodoyNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Inorganic Foundry Sand BindersDocument18 pagesInorganic Foundry Sand BinderssonuNo ratings yet
- Investment Casting of Ductile IronsDocument5 pagesInvestment Casting of Ductile IronsSteve GreenNo ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Elkem - Overview Brochure Foundry TabletDocument6 pagesElkem - Overview Brochure Foundry TabletHassan Ahmed100% (1)
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312No ratings yet
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- 227-04 The Ecolotec ProcessDocument2 pages227-04 The Ecolotec ProcessHugo WizenbergNo ratings yet
- Effect of Bismuth in Ductile IronDocument4 pagesEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Technical Info About Die CastingDocument5 pagesTechnical Info About Die CastingSanoj KumarNo ratings yet
- Late Metal Stream InoculationDocument2 pagesLate Metal Stream Inoculationarnaldorcr8646No ratings yet
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 pagesCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleNo ratings yet
- Dross em NodularDocument2 pagesDross em NodularLucas CunhaNo ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Casting Slides 103-130Document28 pagesCasting Slides 103-130Swaraj PrakashNo ratings yet
- 14 Chandan Deep SinghDocument8 pages14 Chandan Deep SinghVinod ChandranNo ratings yet
- Solid CastDocument55 pagesSolid Castcesar_abddNo ratings yet
- Microsoft PowerPoint - LECTURE3Document36 pagesMicrosoft PowerPoint - LECTURE3Bassel AlshamiNo ratings yet
- Nitrogen Fissures Defects in Iron Castings: Back ToDocument2 pagesNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNo ratings yet
- AFS Casting DefectDocument4 pagesAFS Casting Defectdarwin_huaNo ratings yet
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Treatment of A Liquid AluminumDocument55 pagesTreatment of A Liquid AluminumLilian Jefferson Malavazi100% (1)
- Die Casting Mold Design For Aluminum Alloy Shell oDocument4 pagesDie Casting Mold Design For Aluminum Alloy Shell ometmlzmuhNo ratings yet
- Ductile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronDocument3 pagesDuctile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronRajesh N Priya GopinathanNo ratings yet
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocument2 pagesPartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646No ratings yet
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- 4 Draft or Taper AllowanceDocument5 pages4 Draft or Taper AllowanceAde PuspitaNo ratings yet
- Riser Casting ReportDocument47 pagesRiser Casting Reportganesh0% (1)
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Carbidic Austempered Ductile Iron - ADIDocument8 pagesCarbidic Austempered Ductile Iron - ADITayfun TezanlarNo ratings yet
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- PoDFA Flyer and Spec SheetDocument6 pagesPoDFA Flyer and Spec SheetAmmarNo ratings yet
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNo ratings yet
- Spencer Electroplating ServiceDocument24 pagesSpencer Electroplating Servicespencer electroplatingNo ratings yet
- Iron Making PPT Notes 2Document49 pagesIron Making PPT Notes 2SHUBHAM VERMANo ratings yet
- Fmi Aug09Document13 pagesFmi Aug09murali036No ratings yet
- High-Temperature Corrosion of Water-Wall in Supercritical Boiler, Guangyuan MaDocument5 pagesHigh-Temperature Corrosion of Water-Wall in Supercritical Boiler, Guangyuan MaBahim BahimanNo ratings yet
- Cacat PinholeDocument12 pagesCacat PinholeMaya Ida SilviaNo ratings yet
- Dispersed Porosity in Ductile Iron CastingDocument24 pagesDispersed Porosity in Ductile Iron CastingLuis Arturo Ramirez100% (1)
- Gas and Shrinkage (Cavity or Hole) Defects in CastingsDocument117 pagesGas and Shrinkage (Cavity or Hole) Defects in CastingsLuis Arturo Ramirez100% (1)
- Lecture 4 Scab Formation On Castings SurfacesDocument57 pagesLecture 4 Scab Formation On Castings SurfacesLuis Arturo RamirezNo ratings yet
- Lecture 3 Casting Surface DefectsDocument72 pagesLecture 3 Casting Surface DefectsLuis Arturo RamirezNo ratings yet
- CA44 and CA44S Carbon Steel Air and Gas Traps Flanged DN15 To DN25Document5 pagesCA44 and CA44S Carbon Steel Air and Gas Traps Flanged DN15 To DN25nnaemeka omekeNo ratings yet
- CE152P-2 E01 Experiment4 Module2Document4 pagesCE152P-2 E01 Experiment4 Module2FINN BagaforoNo ratings yet
- Kennedy Valves 2Document2 pagesKennedy Valves 2Anonymous S9qBDVky100% (1)
- Preheater Installation Check List: PlantDocument11 pagesPreheater Installation Check List: PlantJCSNo ratings yet
- General Purpose Renders: Product DatasheetDocument1 pageGeneral Purpose Renders: Product DatasheetHka IsmailNo ratings yet
- Bit DesignDocument42 pagesBit DesignAli AbukhzamNo ratings yet
- 2 (1) .Cecilia BartokDocument6 pages2 (1) .Cecilia Bartokcosty_mcvNo ratings yet
- Guide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Document13 pagesGuide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Tomas Santiago Hanccoccallo PauccaraNo ratings yet
- Plastic Part and Mold Design Guide PlastDocument58 pagesPlastic Part and Mold Design Guide PlastTornadoAbdoNo ratings yet
- Analysis & Design of Multi Storeyed Buildings V.M.RAJAN, M.E. (Struct), FIE, Former CE/Civil/TANGEDCODocument25 pagesAnalysis & Design of Multi Storeyed Buildings V.M.RAJAN, M.E. (Struct), FIE, Former CE/Civil/TANGEDCOV.m. RajanNo ratings yet
- Materials 15 03481 v2Document15 pagesMaterials 15 03481 v2Ramesh PawarNo ratings yet
- Accepted Manuscript: Composites: Part ADocument17 pagesAccepted Manuscript: Composites: Part AMarko PopovićNo ratings yet
- 2007 DCNA Precious Metals in DentistryDocument11 pages2007 DCNA Precious Metals in DentistryAnonymous bfkfnp9WNZNo ratings yet
- 25 PDFDocument10 pages25 PDFwylie01No ratings yet
- Space Frames 2Document30 pagesSpace Frames 2Rutvik S R100% (2)
- POSTER Characteristics Clay Brick Masonry Malang Indonesia 2009Document1 pagePOSTER Characteristics Clay Brick Masonry Malang Indonesia 2009Murti WisnuNo ratings yet
- Sheet-Metal Forming Processes: Haipan SalamDocument86 pagesSheet-Metal Forming Processes: Haipan Salamprasetyokolik-1No ratings yet
- BUILTECHDocument8 pagesBUILTECHMd. Wahidur Rahman Limon100% (1)
- BHA AD 68 NOT# 200000708382 RepDocument13 pagesBHA AD 68 NOT# 200000708382 RepArun SidharthNo ratings yet
- DBL 5404 - 2014Document38 pagesDBL 5404 - 2014Mateo BanzanNo ratings yet
- Bend TestDocument7 pagesBend TestAman NigamNo ratings yet
- Electrical Permit: Permit No. Application NoDocument7 pagesElectrical Permit: Permit No. Application NozaccNo ratings yet
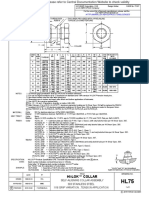
- Hi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyDocument1 pageHi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyRenato WatanabeNo ratings yet
- HMTDocument4 pagesHMTSuthan RNo ratings yet
- Void FractionDocument4 pagesVoid Fractionauro auroNo ratings yet
- Kurukshetra University KurukshetraDocument9 pagesKurukshetra University KurukshetraGourav RanaNo ratings yet
- Shear Connection - Is 800-ModifiedDocument159 pagesShear Connection - Is 800-ModifiedDarshan Panchal100% (1)