Download as ppt, pdf, or txt
You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Wall Street Efficiency MeasureDocument7 pagesWall Street Efficiency MeasureMuhammad HaikalNo ratings yet
- DellDocument7 pagesDellJune SueNo ratings yet
- Sample Question Paper Level 5 Effective Financial ManagementDocument4 pagesSample Question Paper Level 5 Effective Financial ManagementTheocryte SergeotNo ratings yet
- Summary The Coming of The New OrganizationDocument2 pagesSummary The Coming of The New OrganizationJc GereigeNo ratings yet
- Unit Iii Meaning and Significance of Statistical Process Control (SPC)Document7 pagesUnit Iii Meaning and Significance of Statistical Process Control (SPC)prasannabalajiNo ratings yet
- CarltonDocument5 pagesCarltonRaph AcuñaNo ratings yet
- What Is Capacity Planning?Document4 pagesWhat Is Capacity Planning?Christine LealNo ratings yet
- Assignment 5 TQM Mesuring and Controlling QualityDocument3 pagesAssignment 5 TQM Mesuring and Controlling QualityMaha jaanNo ratings yet
- Case Study Presented by Aartiben Bhatt Nisha Sathian Rohit Saini Umang Gandhi Madyane Chabane Parshv JainDocument8 pagesCase Study Presented by Aartiben Bhatt Nisha Sathian Rohit Saini Umang Gandhi Madyane Chabane Parshv JainRohit SainiNo ratings yet
- MRP SolutionsDocument44 pagesMRP SolutionsJasmyn PernitoNo ratings yet
- CRISC Premium File 649qDocument284 pagesCRISC Premium File 649qmb_jobsNo ratings yet
- BOM (Bill of Material)Document21 pagesBOM (Bill of Material)Uni TretanNo ratings yet
- Managing Bull Whip - SCM Case StudyDocument11 pagesManaging Bull Whip - SCM Case StudyKumara Raja100% (1)
- Solution Manual For OM 4 4th Edition by CollierDocument15 pagesSolution Manual For OM 4 4th Edition by CollierNonoyArendainNo ratings yet
- Capacity Planning Powerpoint PresentationDocument14 pagesCapacity Planning Powerpoint PresentationJee-Zald VillafloresNo ratings yet
- Focussed FactoryDocument13 pagesFocussed FactoryjcspaiNo ratings yet
- Case of Managing Demand & Controlling CapacityDocument9 pagesCase of Managing Demand & Controlling CapacityRaj PatelNo ratings yet
- Operations StrategyDocument26 pagesOperations Strategysulabhagarwal1985No ratings yet
- Capacity PlanningDocument35 pagesCapacity Planningsor_68mNo ratings yet
- 5 Aggregate PlanningDocument26 pages5 Aggregate PlanningTejas Bhavsar100% (1)
- Inventory Management: Chapter 13 (Stevenson)Document51 pagesInventory Management: Chapter 13 (Stevenson)Farhad HussainNo ratings yet
- Case Study QuestionsDocument1 pageCase Study QuestionsFrancisco SalgueroNo ratings yet
- Importance of Capacity PlanningDocument3 pagesImportance of Capacity PlanningSyed MinhalNo ratings yet
- Case Description of Dovernet Case StudyDocument8 pagesCase Description of Dovernet Case StudyAnjali GoelNo ratings yet
- Operations Management IMTDocument32 pagesOperations Management IMTrishabhproptigerNo ratings yet
- Operations & Productivity-Practice ProblemsDocument3 pagesOperations & Productivity-Practice ProblemsRezaul Karim Tutul50% (2)
- Operations Strategy - The Two PerspectivesDocument6 pagesOperations Strategy - The Two PerspectivesNandkumar KhachaneNo ratings yet
- Specialty Toys Case StudyDocument2 pagesSpecialty Toys Case StudyKuldeep Kumar33% (3)
- Facility Layout NotesDocument6 pagesFacility Layout NotesOckouri BarnesNo ratings yet
- Case Study:CEMEX: Innovation in Housing For The PoorDocument17 pagesCase Study:CEMEX: Innovation in Housing For The Poorarpitbansal07100% (1)
- Bond With Pidilite - Submission TemplateDocument9 pagesBond With Pidilite - Submission TemplateRamnik WaliaNo ratings yet
- TransportationDocument4 pagesTransportationsanjeev0533% (3)
- Case Study WalmartDocument31 pagesCase Study WalmartHamza KhalidNo ratings yet
- Junk Van 1Document8 pagesJunk Van 1Priya PriyaNo ratings yet
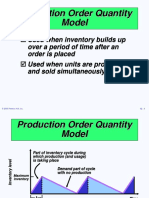
- Production Order Quantity Model: Used When Inventory Builds UpDocument7 pagesProduction Order Quantity Model: Used When Inventory Builds UpANKITA LUTHRA EPGDIB 2018-20No ratings yet
- QM QuestionsDocument16 pagesQM QuestionsPriyanshu KumarNo ratings yet
- Total Quality Management Toyota: Presented byDocument25 pagesTotal Quality Management Toyota: Presented bybugsbugsNo ratings yet
- Balance ScorecardDocument21 pagesBalance Scorecardfixs2002100% (1)
- What Is Operations SchedulingDocument8 pagesWhat Is Operations SchedulingBishnu Ram GhimireNo ratings yet
- A Case Study On Process Costing System of Uniliver (BD) Limited-Chap-1-13Document30 pagesA Case Study On Process Costing System of Uniliver (BD) Limited-Chap-1-13Jehan MahmudNo ratings yet
- Ivory Research's Essay Assignment Dissertation Place Your Order Guarantee Writer With A UK Degree Plagiarism FreeDocument16 pagesIvory Research's Essay Assignment Dissertation Place Your Order Guarantee Writer With A UK Degree Plagiarism FreeJitu SehgalNo ratings yet
- Final Strategy Implementation - 8 LeversDocument19 pagesFinal Strategy Implementation - 8 LeversVikas AdlakhaNo ratings yet
- Money Cash Flow Inc.: HR Analytics Applied To Employee Retention and Well-Being IssuesDocument9 pagesMoney Cash Flow Inc.: HR Analytics Applied To Employee Retention and Well-Being IssuesPrabhat DubeyNo ratings yet
- Pepsico CaseDocument8 pagesPepsico CaseAkshay tyagiNo ratings yet
- Case Incident 1 Levitating IqsDocument6 pagesCase Incident 1 Levitating IqsannieNo ratings yet
- Thomas Green L05 Case StudyDocument6 pagesThomas Green L05 Case StudyGreggi RizkyNo ratings yet
- A Study of Lean Methodology by 5S Application With Reference To TCS Chennai - V2 PDFDocument58 pagesA Study of Lean Methodology by 5S Application With Reference To TCS Chennai - V2 PDFradhasat3568No ratings yet
- Case of Managing Demand & Controlling CapacityDocument10 pagesCase of Managing Demand & Controlling CapacityRaj PatelNo ratings yet
- Operation Management Quiz 1Document3 pagesOperation Management Quiz 1WafaFarrukhNo ratings yet
- Sheet 4 FPDocument7 pagesSheet 4 FPyehya100% (1)
- CH - 11 (Internal Analysis)Document21 pagesCH - 11 (Internal Analysis)Pankaj SinghNo ratings yet
- Operations Management BTT..315: Term PaperDocument5 pagesOperations Management BTT..315: Term PaperDouglas Kipkurui Chumba80% (5)
- Presentation On ZomatoDocument26 pagesPresentation On ZomatoAjitNo ratings yet
- Notes For OMDocument77 pagesNotes For OMmukesh jatNo ratings yet
- XeroxDocument6 pagesXeroxirinaestefania100% (1)
- Operations Management Crocs Shoes Case StudyDocument19 pagesOperations Management Crocs Shoes Case StudyTHIMMAIAH B CNo ratings yet
- Project Quality ManagementDocument10 pagesProject Quality ManagementkakkarsunilNo ratings yet
- Ch09 Layout StrategyDocument71 pagesCh09 Layout Strategygreatguy_07No ratings yet
- Value Chain Management Capability A Complete Guide - 2020 EditionFrom EverandValue Chain Management Capability A Complete Guide - 2020 EditionNo ratings yet
- MKT 301planning CapacityDocument33 pagesMKT 301planning CapacitySameer KhanNo ratings yet
- CH 05 - Planning Capacity - 20231016 2Document29 pagesCH 05 - Planning Capacity - 20231016 2hsin ling wangNo ratings yet
- Business Ethics & CSRDocument49 pagesBusiness Ethics & CSR11bharat8998100% (1)
- Instant Download Ebook PDF Forensic Accounting and Fraud Examination 2nd Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Forensic Accounting and Fraud Examination 2nd Edition PDF Scribdmichael.cahill319100% (45)
- Exxon Mobil Antitrust PolicyDocument21 pagesExxon Mobil Antitrust PolicyBernard ChungNo ratings yet
- Project Crashing, Updating, Resource AllocationDocument31 pagesProject Crashing, Updating, Resource AllocationDivye Sharma100% (1)
- Relation Between Joget Workflow and ERP SystemsDocument4 pagesRelation Between Joget Workflow and ERP SystemsKrisdaryadiHadisubrotoNo ratings yet
- Chapter - 03 Final Accounts With AdjustmentsDocument114 pagesChapter - 03 Final Accounts With AdjustmentsAuthor Jyoti Prakash rath100% (1)
- NPVDocument5 pagesNPVMian UmarNo ratings yet
- Writing - Marketing Case StudyDocument2 pagesWriting - Marketing Case StudyHills NaomiNo ratings yet
- Chiefdissertation 161006221902 PDFDocument59 pagesChiefdissertation 161006221902 PDFManoj Kumar100% (1)
- AP 5901q She Shareholders EquituDocument6 pagesAP 5901q She Shareholders EquituAccounting FilesNo ratings yet
- Iimc JD DeshawDocument3 pagesIimc JD DeshawVaishnaviRaviNo ratings yet
- JD Template - Ra Role/ Executive: Be/ Btech: InternalDocument3 pagesJD Template - Ra Role/ Executive: Be/ Btech: InternalRajib BasuNo ratings yet
- The Relationship Between Innovation and GlobalizationDocument23 pagesThe Relationship Between Innovation and GlobalizationTamara BbukuNo ratings yet
- The Secrets of Audit Project Management For Government AuditorsDocument92 pagesThe Secrets of Audit Project Management For Government Auditorsخالد الصباغNo ratings yet
- Mba Thesis Proposal PDFDocument10 pagesMba Thesis Proposal PDFBellaNo ratings yet
- FORM 6 Fixed Overhead Variances and ReconciliationsDocument18 pagesFORM 6 Fixed Overhead Variances and ReconciliationsTAFARA MUKARAKATENo ratings yet
- Loading Master Certification For Oil, Gas and Petrochemical TerminalsDocument5 pagesLoading Master Certification For Oil, Gas and Petrochemical TerminalsAnonymous UCveMQNo ratings yet
- Hospital Management SystemDocument6 pagesHospital Management SystemKancharla PrasannaNo ratings yet
- 2019 - ACA Exam Dates and Deadlines - WebDocument2 pages2019 - ACA Exam Dates and Deadlines - WebSree Mathi SuntheriNo ratings yet
- 6 - Financial Management Self-Assessment Questionnaire (FMAQ)Document3 pages6 - Financial Management Self-Assessment Questionnaire (FMAQ)Jsj JdjdNo ratings yet
- OM Lesson 4Document32 pagesOM Lesson 4Icy PallananNo ratings yet
- Business PlanDocument2 pagesBusiness PlanPrincess CarlenNo ratings yet
- Falcon Training PMI ACP Day1 Presentation WebsiteDocument88 pagesFalcon Training PMI ACP Day1 Presentation Websitemhamrawy100% (1)
- Corporate ProposalDocument4 pagesCorporate ProposalPerry C MwabaNo ratings yet
- Douglas Mcgregor Theory X and yDocument5 pagesDouglas Mcgregor Theory X and yAnonymous CwJeBCAXp100% (2)
- Memorandum of Understanding: BetweenDocument3 pagesMemorandum of Understanding: BetweenAnonymous 58LGc3No ratings yet
- Real Estate Principles Real Estate: An Introduction To The ProfessionDocument12 pagesReal Estate Principles Real Estate: An Introduction To The Professiondenden007No ratings yet
- Op Transaction History 29!03!2018Document2 pagesOp Transaction History 29!03!2018Avinash GuptaNo ratings yet