Download as ppt, pdf, or txt
You might also like
- Mindray SAL 6000Document12 pagesMindray SAL 6000Alberth Haiayel Castillo ValenciaNo ratings yet
- CAP PT Survey Master Activity List - 2019Document144 pagesCAP PT Survey Master Activity List - 2019Shahid HussainNo ratings yet
- LGC Standards Proficiency Testing - General ProtocolDocument16 pagesLGC Standards Proficiency Testing - General ProtocolAlexandru Schengen DorinNo ratings yet
- Escalation Process For Proficiency Testing Failures CLIA Regulated AnalytesDocument1 pageEscalation Process For Proficiency Testing Failures CLIA Regulated AnalytesShahid HussainNo ratings yet
- B Blab 7 Panel Spring 2012Document16 pagesB Blab 7 Panel Spring 2012pzaballero7063No ratings yet
- CLIA Waived Codes ListDocument41 pagesCLIA Waived Codes ListKarunanidhi PalaniveluNo ratings yet
- Session 2 - Case Study Perception111Document2 pagesSession 2 - Case Study Perception111PALLAVI BHISENo ratings yet
- EN - TOTAL PROTEIN - BAOSR6x32 - USDocument3 pagesEN - TOTAL PROTEIN - BAOSR6x32 - USDharmesh PatelNo ratings yet
- Sigma Metric QMS in Medical Lab - Palembang IndonesiaDocument76 pagesSigma Metric QMS in Medical Lab - Palembang Indonesiabudi darmantaNo ratings yet
- Piccolo Panels Health ScreeningDocument2 pagesPiccolo Panels Health ScreeningMalcolm M. LeeNo ratings yet
- I STAT Software Download InstructionsDocument11 pagesI STAT Software Download Instructions12fadhilkNo ratings yet
- RX Imola: A Fully Automated Clinical Chemistry AnalyserDocument22 pagesRX Imola: A Fully Automated Clinical Chemistry AnalyserRaj BnNo ratings yet
- KKHL c6 SP 03 Sop For Iqc and Eqa Final 1Document23 pagesKKHL c6 SP 03 Sop For Iqc and Eqa Final 1GABULA MIKENo ratings yet
- Piccolo Xpress Chemistry Analyser SOPDocument16 pagesPiccolo Xpress Chemistry Analyser SOPBahamas Wellness Diagnostic ServicesNo ratings yet
- Lab Math Lec (Prelims)Document7 pagesLab Math Lec (Prelims)Merra VenzuelaNo ratings yet
- 3-1 HbA1c Clase 1Document26 pages3-1 HbA1c Clase 1Marcelo RemacheNo ratings yet
- Abbot Istat 1241.2 - CartridgeMenu - Poc - Abbott PDFDocument1 pageAbbot Istat 1241.2 - CartridgeMenu - Poc - Abbott PDFmiteshshahcollegeNo ratings yet
- Wasserlab Brochure Autwomatic Plus 1+2Document10 pagesWasserlab Brochure Autwomatic Plus 1+2Lloid LauretaNo ratings yet
- Clinical Laboratories: Standard Operating ProceduresDocument71 pagesClinical Laboratories: Standard Operating ProceduresKirt AnonuevoNo ratings yet
- RX Imola 122317Document9 pagesRX Imola 122317Miguel fuentesNo ratings yet
- BC-5000 VetDocument2 pagesBC-5000 VetlijianaNo ratings yet
- EQASDocument23 pagesEQASSobha MatthewNo ratings yet
- Summary Report August 2012 Edited - V2 - 2Document26 pagesSummary Report August 2012 Edited - V2 - 2CARLOSNo ratings yet
- XYZ Laboratory: Iso/Iec 17025 Quality ManualDocument13 pagesXYZ Laboratory: Iso/Iec 17025 Quality ManualvictorNo ratings yet
- Quality Control in Blood BankDocument46 pagesQuality Control in Blood BankTanyaNo ratings yet
- Quality Control in Low Budget LaboratoriesDocument42 pagesQuality Control in Low Budget Laboratorieszahraa aliNo ratings yet
- RBCDocument66 pagesRBCFarah mansourNo ratings yet
- Critical Value in HematologyDocument8 pagesCritical Value in HematologySTARK DIAGNOSTICSNo ratings yet
- Merged PDFDocument117 pagesMerged PDFsyafiq_82No ratings yet
- IH Hospital Wide QI Master Spreadsheet 2023Document115 pagesIH Hospital Wide QI Master Spreadsheet 2023Uranchimeg MyagmarchimedNo ratings yet
- Lab ManualDocument47 pagesLab ManualShyam SunderNo ratings yet
- Validation and Evaluation of Eight Commercially Available Point of Care CRP MethodsDocument7 pagesValidation and Evaluation of Eight Commercially Available Point of Care CRP MethodsAle AraujoNo ratings yet
- Mindray DigiEye 280Document4 pagesMindray DigiEye 280irwin kurniadiNo ratings yet
- Quality Assurance in Hematology Group 11Document51 pagesQuality Assurance in Hematology Group 11Mandy A. DelfinNo ratings yet
- Quality Tools Medical LaboratoryDocument32 pagesQuality Tools Medical LaboratorySergio Cabrera CalzadillaNo ratings yet
- 5BBK Lec5 - Other Blood Groups MQA 2019-09-26 08-14-44Document37 pages5BBK Lec5 - Other Blood Groups MQA 2019-09-26 08-14-44gothai sivapragasamNo ratings yet
- Tosoh Bio Science - G8 ChromatogramsDocument1 pageTosoh Bio Science - G8 ChromatogramsimrecoNo ratings yet
- Flow Cytometry Basic PDFDocument7 pagesFlow Cytometry Basic PDFBojan PavlovićNo ratings yet
- CSF and Synovial FluidDocument12 pagesCSF and Synovial Fluidquerokeropi100% (1)
- Competitive Evaluation of The GEM Premier 3000 With PDFDocument8 pagesCompetitive Evaluation of The GEM Premier 3000 With PDFEllya Latifah IlyasNo ratings yet
- Manual For Procurement of Diagnostics-001-June2013Document34 pagesManual For Procurement of Diagnostics-001-June2013Jose MirandaNo ratings yet
- Point-Of-Care Analyzers, Blood Gas - PH - Chemistry - Electrolyte - 050315065814Document3 pagesPoint-Of-Care Analyzers, Blood Gas - PH - Chemistry - Electrolyte - 050315065814Carlos Ferro100% (1)
- Hem Lab Manual DiffDocument9 pagesHem Lab Manual DiffFatima Mae LusanNo ratings yet
- 2.5 Antibody ScreeningDocument5 pages2.5 Antibody ScreeningBALAJINo ratings yet
- Strategies For Improving Operational Effectiveness in The Clinical Laboratoryat King Fahd Armed Forces Hospital (Kfafh)Document7 pagesStrategies For Improving Operational Effectiveness in The Clinical Laboratoryat King Fahd Armed Forces Hospital (Kfafh)IJAR JOURNALNo ratings yet
- F D A O R A: ORA Laboratory Manual Volume IDocument3 pagesF D A O R A: ORA Laboratory Manual Volume IvictorNo ratings yet
- 300-5208 B BFM Clsi SopDocument23 pages300-5208 B BFM Clsi SopnjujjnjnjjnnjNo ratings yet
- MLS Orientation DocumentDocument28 pagesMLS Orientation DocumentTk LegendNo ratings yet
- Fuji Dri-Chem Slide: Tcho-PiiiDocument1 pageFuji Dri-Chem Slide: Tcho-Piiisusey tepaNo ratings yet
- CAP Presentation On StatisticDocument88 pagesCAP Presentation On StatisticAmirul Ariff100% (1)
- Clinical1 Quality Control - 10Document36 pagesClinical1 Quality Control - 10Khansa Qureshi100% (1)
- Flow Cell Wash Kit Exp wsh004 WFC - 9120 - v1 - Revb - 08dec2020 MinionDocument9 pagesFlow Cell Wash Kit Exp wsh004 WFC - 9120 - v1 - Revb - 08dec2020 MinionErikk DangNo ratings yet
- Iso 15189Document10 pagesIso 15189Ainun JariahNo ratings yet
- Manual Lab Techniques PDFDocument231 pagesManual Lab Techniques PDFKervie ManuelNo ratings yet
- Reference Intervals - Direct Priori MethodDocument5 pagesReference Intervals - Direct Priori MethodMWNo ratings yet
- Content: Standard Operating Procedure (SOP) Use and Maintenance of A CentrifugeDocument9 pagesContent: Standard Operating Procedure (SOP) Use and Maintenance of A CentrifugenazmiNo ratings yet
- Use of Fresh Blood For Quality Control: Erythrocyte Sedimentation RateDocument6 pagesUse of Fresh Blood For Quality Control: Erythrocyte Sedimentation RateTriana AmaliaNo ratings yet
- Laboratory Testing Turn-Around Times PolicyDocument5 pagesLaboratory Testing Turn-Around Times PolicyGHL AdaroNo ratings yet
- Tests Affected by Haemolysed, Icteric and Lipemic Samples, W5-SOP-1-1-1Document2 pagesTests Affected by Haemolysed, Icteric and Lipemic Samples, W5-SOP-1-1-1Dejan BodetićNo ratings yet
- IQCPDocument1 pageIQCPPrabhu Selvaraj100% (1)
- Laboratory Quality Control A Complete Guide - 2020 EditionFrom EverandLaboratory Quality Control A Complete Guide - 2020 EditionNo ratings yet
- Understanding Yourself (Disc)Document2 pagesUnderstanding Yourself (Disc)PALLAVI BHISENo ratings yet
- Improving Class Contribution: Annie'S Low ScoreDocument3 pagesImproving Class Contribution: Annie'S Low ScorePALLAVI BHISENo ratings yet
- 2 Operations Strategy & CompetitivenessDocument30 pages2 Operations Strategy & CompetitivenessPALLAVI BHISENo ratings yet
- 3 Process Selection and DesignDocument29 pages3 Process Selection and DesignPALLAVI BHISENo ratings yet
- Case - Kanak JaggeryDocument1 pageCase - Kanak JaggeryPALLAVI BHISENo ratings yet
- Avinash Mathematics Project-1 (Edited)Document20 pagesAvinash Mathematics Project-1 (Edited)Harsh SharmaNo ratings yet
- YC450 Traveling Block Instruction ManualDocument9 pagesYC450 Traveling Block Instruction ManualMohamed el attarNo ratings yet
- 1mbit SPI Serial SRAM With SDI and SQI Interface: Device Selection TableDocument33 pages1mbit SPI Serial SRAM With SDI and SQI Interface: Device Selection TableMohamed SuhailNo ratings yet
- Perfume & Makeup Sale 15.7Document15 pagesPerfume & Makeup Sale 15.7Shane PentonyNo ratings yet
- The Vernier and Micrometer Calipers Physics Formal ReportDocument4 pagesThe Vernier and Micrometer Calipers Physics Formal ReportJim Asenci100% (1)
- Uasa Year 1Document10 pagesUasa Year 1vatsalkrishnasamyNo ratings yet
- CHALLENGES IN IMPLEMENTING A NEW SIGNALLING SYSTEM TO REPLACE AN EXISTING SIGNALLING SYSTEM WHILE MAINTAINING NORMAL TRAIN SERVICE-good ReferenceDocument47 pagesCHALLENGES IN IMPLEMENTING A NEW SIGNALLING SYSTEM TO REPLACE AN EXISTING SIGNALLING SYSTEM WHILE MAINTAINING NORMAL TRAIN SERVICE-good ReferencePulin ChaudhariNo ratings yet
- Catchillar - Environmental LawsDocument10 pagesCatchillar - Environmental LawsPam SyNo ratings yet
- Photosynthesis Lesson PlanDocument5 pagesPhotosynthesis Lesson Planapi-210291577100% (2)
- Year 10 Higher End of Year Exam 2021Document25 pagesYear 10 Higher End of Year Exam 2021Esa FarhanNo ratings yet
- Gyoza RecipeDocument10 pagesGyoza Recipemaylisa anggrainiNo ratings yet
- Mock Test 1 (Q.e.)Document3 pagesMock Test 1 (Q.e.)Mehul PatilNo ratings yet
- Mosaic TRD2 Tests U7 1Document3 pagesMosaic TRD2 Tests U7 1Patricia Alfaro GarijoNo ratings yet
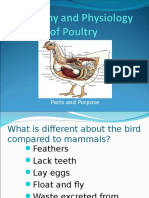
- Poultry Anatomy and PhysiologyDocument40 pagesPoultry Anatomy and PhysiologyMamtaNo ratings yet
- Dairy Farm Project Report - Buffalo (Large Scale)Document2 pagesDairy Farm Project Report - Buffalo (Large Scale)VIJAYJKNo ratings yet
- SLG Chem2 LG 4.9 BuffersDocument6 pagesSLG Chem2 LG 4.9 BuffersIman SontousidadNo ratings yet
- Kong Long Huat Borax Decahydrate, BI GHSDocument14 pagesKong Long Huat Borax Decahydrate, BI GHSOsh 0717No ratings yet
- DPP 20220411175616686155Document52 pagesDPP 20220411175616686155Ronit NigamNo ratings yet
- Love Your Problems - WilcoxDocument11 pagesLove Your Problems - Wilcoxamarinder singhNo ratings yet
- Swahili LanguageDocument14 pagesSwahili LanguagenedNo ratings yet
- Margo Lanagan - Sea Hearts (Extract)Document7 pagesMargo Lanagan - Sea Hearts (Extract)Allen & UnwinNo ratings yet
- Physics 326 - Optics and Laser Physics 2017Document123 pagesPhysics 326 - Optics and Laser Physics 2017Parthasarathi JoarderNo ratings yet
- Cat C32 ACERT Spec Sheet - Pleasure CraftDocument8 pagesCat C32 ACERT Spec Sheet - Pleasure CraftSteven Wong100% (1)
- Best Practice & Research Clinical RheumatologyDocument15 pagesBest Practice & Research Clinical RheumatologyTatiana GonzalezNo ratings yet
- Abruptio PlacentaDocument20 pagesAbruptio PlacentaHizkia Mangaraja Hasiholan LimNo ratings yet
- The Advantages and Disadvantage of Opt in in Smart GridDocument3 pagesThe Advantages and Disadvantage of Opt in in Smart GridFathur RoesliNo ratings yet
- Carcino EngDocument1 pageCarcino Engmaryono triNo ratings yet
- Wind Load Calculation + Design CriteriaDocument7 pagesWind Load Calculation + Design CriteriaAnonymous 2Dz4Kq9M7No ratings yet
- Maintenance Manual: Thermo King Corp., Minneapolis, MN, U.S.ADocument52 pagesMaintenance Manual: Thermo King Corp., Minneapolis, MN, U.S.AING. RUBENSNo ratings yet
- Sieve Designation Nominal Sieve Opening: Standard Mesh Inches MM MicronsDocument3 pagesSieve Designation Nominal Sieve Opening: Standard Mesh Inches MM MicronsmusaveerNo ratings yet