Download as ppt, pdf, or txt
You might also like
- A322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDocument4 pagesA322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDiego Egoávil Méndez100% (1)
- Welding Technology FundamentalsDocument20 pagesWelding Technology FundamentalsAli BurguluNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANNo ratings yet
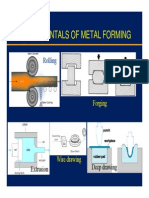
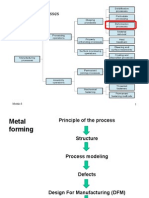
- 1 Fundamentals of Metal FormingDocument43 pages1 Fundamentals of Metal Formingdawitdafe4No ratings yet
- Lec 7Document38 pagesLec 7Romany AdelNo ratings yet
- Metal Forming - FundamentalDocument35 pagesMetal Forming - FundamentalR ChannelNo ratings yet
- ManufProc 4 BulkFormingDocument96 pagesManufProc 4 BulkFormingHannan yusuf KhanNo ratings yet
- Proses Manufaktur - Fundamental of Metal FormingDocument35 pagesProses Manufaktur - Fundamental of Metal FormingAnatolium IrgrandeNo ratings yet
- Chapter 18-Fundamentals Metal FormingDocument32 pagesChapter 18-Fundamentals Metal FormingZaka UllahNo ratings yet
- Fundamental of Metal FormingDocument31 pagesFundamental of Metal FormingHusain AliNo ratings yet
- Fundamental of Metal FormingDocument38 pagesFundamental of Metal Formingkuba DefaruNo ratings yet
- Chapter 18-Fundamentals Metal FormingDocument33 pagesChapter 18-Fundamentals Metal Formingdrbasit93No ratings yet
- Metal Forming Basics and RollingDocument93 pagesMetal Forming Basics and RollingUjjwal GuptaNo ratings yet
- Plastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesDocument102 pagesPlastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesEbrahim AliNo ratings yet
- Lec1 - Fundamentals of Metal FormingDocument40 pagesLec1 - Fundamentals of Metal Formingthisidisforfun03No ratings yet
- Metal Forming Lect 2Document41 pagesMetal Forming Lect 2e22mecu0009No ratings yet
- Tutorial 3Document18 pagesTutorial 3omar salahNo ratings yet
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingAd Man GeTigNo ratings yet
- Amr Shehata FayedDocument29 pagesAmr Shehata FayeddpksobsNo ratings yet
- Metals FormingDocument34 pagesMetals FormingBilisuma SeyoumNo ratings yet
- Chapter 18-Fundamentals of Metal FormingDocument33 pagesChapter 18-Fundamentals of Metal FormingMuhammad Qasim QureshiNo ratings yet
- Metal Forming ProcessDocument5 pagesMetal Forming ProcesstadeleNo ratings yet
- Metal Forming Lect 4Document36 pagesMetal Forming Lect 4e22mecu0009No ratings yet
- Fundamentals of Metal Forming Processes: Amr Shehata FayedDocument29 pagesFundamentals of Metal Forming Processes: Amr Shehata FayedErick Maza MartinezNo ratings yet
- Chapter 3 MFG IIDocument145 pagesChapter 3 MFG IITiliksew Wudie Assabe100% (1)
- ManufacTechLecture 2aDocument83 pagesManufacTechLecture 2aNawaz KhanNo ratings yet
- 2.1 Overview of Metal FormingDocument8 pages2.1 Overview of Metal FormingWillykateKairuNo ratings yet
- Metal Forming Processes Unit-IDocument9 pagesMetal Forming Processes Unit-IDimas Mahendra P BozerNo ratings yet
- Fundamentals of Metal Forming: RollingDocument26 pagesFundamentals of Metal Forming: RollingamitNo ratings yet
- Ch3. Stress and StrainsDocument49 pagesCh3. Stress and StrainsAbimael wendimuNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarKarun PeriyasamyNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarCepi Sindang KamulanNo ratings yet
- Manufacturing FormulaDocument11 pagesManufacturing Formuladilip aryaNo ratings yet
- Further Analysis and Extrusion Defects: 1.1 Strain Rate in Hot ExtrusionDocument7 pagesFurther Analysis and Extrusion Defects: 1.1 Strain Rate in Hot ExtrusionMark SternNo ratings yet
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingriyannnNo ratings yet
- Fundamentals of Metal Forming: RollingDocument26 pagesFundamentals of Metal Forming: RollingAyush BhadauriaNo ratings yet
- RJ - METAL FORMING PROCESS - NotesDocument16 pagesRJ - METAL FORMING PROCESS - NotesAnshul YadavNo ratings yet
- Materials ManufacturingDocument48 pagesMaterials ManufacturingAlberto IcazattiNo ratings yet
- Handout-8a-Metal Forming BasicDocument23 pagesHandout-8a-Metal Forming BasicAmardhianaNo ratings yet
- Class 12Document31 pagesClass 12Ayush BhadauriaNo ratings yet
- Solutions Ch18 Spring08Document2 pagesSolutions Ch18 Spring08hzeem50% (2)
- 2021 S5 ME MFG Sc-Metal Forming Intro 2Document21 pages2021 S5 ME MFG Sc-Metal Forming Intro 2akhilNo ratings yet
- Chapter 4Document113 pagesChapter 4girma workuNo ratings yet
- UntitledDocument7 pagesUntitledKondwani NguletiNo ratings yet
- Rolling, Forging, Extrusion & DrawingDocument13 pagesRolling, Forging, Extrusion & DrawingMuhammad Ali AbroNo ratings yet
- Metal FormingDocument80 pagesMetal Formingashok PradhanNo ratings yet
- Chapter 3-Fundamentals of Metal FormingDocument6 pagesChapter 3-Fundamentals of Metal FormingG. Dancer GhNo ratings yet
- Flow Stress or True StressDocument7 pagesFlow Stress or True StressRajshekar NagarajNo ratings yet
- Fundamentals of Metal FormingDocument22 pagesFundamentals of Metal Formingelmar waruwuNo ratings yet
- Unit - Iii: Metal Forming ProcessesDocument63 pagesUnit - Iii: Metal Forming ProcessesRohith RoNo ratings yet
- Bài Tập Nhóm Môn Kỹ Thuật Chế TạoDocument8 pagesBài Tập Nhóm Môn Kỹ Thuật Chế TạotranngNo ratings yet
- Metal Forming Lect 1Document31 pagesMetal Forming Lect 1e22mecu0009No ratings yet
- Metal Forming-RollingDocument50 pagesMetal Forming-RollingMuhammad Alsi AdharyNo ratings yet
- Metal FormingDocument80 pagesMetal FormingIbrahim Mehkri100% (1)
- Metal Forming ProcessesDocument52 pagesMetal Forming ProcessesJoaNo ratings yet
- FormingDocument10 pagesFormingYashwanth D RNo ratings yet
- 10 - Fundamentals of Metal Forming (Chapter 14)Document37 pages10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNo ratings yet
- Wrought Alloy Processing: ReferencesDocument30 pagesWrought Alloy Processing: ReferencesDirajen PMNo ratings yet
- RRB Mechanical Engineer Model Question Paper With Answer Key 14Document43 pagesRRB Mechanical Engineer Model Question Paper With Answer Key 14Y Babu0% (1)
- 2007 Russian Aluminum Alloys For Ultra Deep Water EngDocument8 pages2007 Russian Aluminum Alloys For Ultra Deep Water EngDiegoNo ratings yet
- Wire Drawing: Profile No.: 115 NIC Code: 24108Document10 pagesWire Drawing: Profile No.: 115 NIC Code: 24108Sabhaya ChiragNo ratings yet
- Arcelor en 10028-3Document5 pagesArcelor en 10028-3bugrauzgNo ratings yet
- Assignment-SKMM 2613 Silver & AlloysDocument19 pagesAssignment-SKMM 2613 Silver & Alloysjun005No ratings yet
- Aluminum and Its AlloyDocument18 pagesAluminum and Its AlloyJackylyn SagadalNo ratings yet
- Jurnal DezincficationDocument10 pagesJurnal DezincficationImam BukhoriNo ratings yet
- Data Sheet VDM Alloy 800 HDocument14 pagesData Sheet VDM Alloy 800 HpinkNo ratings yet
- Datasheet-Sanmac-4571-En-V2019-12-06 08 - 23 Version 1Document10 pagesDatasheet-Sanmac-4571-En-V2019-12-06 08 - 23 Version 1edrNo ratings yet
- Sample Heat Treatment ProcedureDocument13 pagesSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Copper and The Copper-Base AlloysDocument32 pagesCopper and The Copper-Base AlloysVIVEK UPADHYAYNo ratings yet
- Metals Codes - Aluminum CodesDocument2 pagesMetals Codes - Aluminum Codesfirenze1990No ratings yet
- Procedimiento de Reparación TurbinaDocument4 pagesProcedimiento de Reparación Turbinajaime huertasNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Pipe & Fitting-Example PDFDocument24 pagesPipe & Fitting-Example PDFSaravoot MetahNo ratings yet
- Working With Stainless SteelDocument145 pagesWorking With Stainless SteelDanem HalasNo ratings yet
- Suhm Spring Works-Spring Materials Issue 9a en US v1Document37 pagesSuhm Spring Works-Spring Materials Issue 9a en US v1DizzixxNo ratings yet
- Copper Design GuideDocument28 pagesCopper Design GuidevthiseasNo ratings yet
- 1.4742 enDocument2 pages1.4742 enGoran ErakovicNo ratings yet
- Corporate Presentation Ambica Steels LimitedDocument27 pagesCorporate Presentation Ambica Steels Limitedkuldeep SinghNo ratings yet
- X45NiCrMo4 - 1.2767Document34 pagesX45NiCrMo4 - 1.2767patiltushar79No ratings yet
- 2016 SIOMM Brochure - CompressedDocument27 pages2016 SIOMM Brochure - CompressedDaisy HeNo ratings yet
- Aerospace Aerospace Material Material Specification SpecificationDocument14 pagesAerospace Aerospace Material Material Specification SpecificationAjeeth KumarNo ratings yet
- A 320 Â " A 320M Â " 01 - QTMYMC0WMQDocument7 pagesA 320 Â " A 320M Â " 01 - QTMYMC0WMQhNo ratings yet
- Index 1Document100 pagesIndex 1honghieutr100% (1)
- Titanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsDocument12 pagesTitanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsANIGANI SUDARSHAN REDDY100% (1)
- P91 Welding and PWHT ProcedureDocument4 pagesP91 Welding and PWHT ProcedureHatem Ragab100% (2)