Download as ppt, pdf, or txt
You might also like
- RMO - KFUI UnderstandingDocument30 pagesRMO - KFUI Understandingmustaf100% (2)
- Raw Mix Design SoftwareDocument6 pagesRaw Mix Design SoftwareIrfan Ahmed100% (1)
- Kfui (K F U I) : Chapter II - A Iln Eed Niformity NdexDocument25 pagesKfui (K F U I) : Chapter II - A Iln Eed Niformity NdexFranciscoCorreaJara100% (2)
- Heat Consumption Mastery Standard: CementDocument16 pagesHeat Consumption Mastery Standard: CementJunaid Mazhar100% (3)
- Kfui (K F U I) : Chapter II - A Iln Eed Niformity NdexDocument25 pagesKfui (K F U I) : Chapter II - A Iln Eed Niformity NdexFranciscoCorreaJara100% (2)
- Fan Handbook PDFDocument379 pagesFan Handbook PDFFranciscoCorreaJaraNo ratings yet
- ORMUS 2 of 3. How To Make It From The ForumDocument6 pagesORMUS 2 of 3. How To Make It From The ForumStellaEstelNo ratings yet
- KilnOpBasics - Raw Mix Control - KFUIDocument12 pagesKilnOpBasics - Raw Mix Control - KFUImustaf100% (2)
- CTEO Chapter XB Raw Mix AuditDocument21 pagesCTEO Chapter XB Raw Mix AuditFranciscoCorreaJara100% (1)
- By Pass Mass-BalanceDocument10 pagesBy Pass Mass-BalancejagrutNo ratings yet
- Calculation For CO2 Released During CalcinationDocument4 pagesCalculation For CO2 Released During CalcinationD N SHARMANo ratings yet
- Cement BookDocument21 pagesCement BookKeshav NandaNo ratings yet
- VRM C SimulatorDocument19 pagesVRM C SimulatorIrshad HussainNo ratings yet
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDocument16 pagesTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- SO3 Build Up and ControlDocument6 pagesSO3 Build Up and ControlM. Ali Parvez100% (1)
- Difference Between Alk Sulphate Ratio and MSO3Document2 pagesDifference Between Alk Sulphate Ratio and MSO3avisgop100% (2)
- ACC Thane - Clinker FactorDocument17 pagesACC Thane - Clinker FactorSaji KumarNo ratings yet
- Ring Formation in KilnDocument12 pagesRing Formation in KilnAbul Qasim100% (2)
- Days 1+2 - Learning Objectives: at The End of The 2 Days The Trainee Shall Be Able ToDocument24 pagesDays 1+2 - Learning Objectives: at The End of The 2 Days The Trainee Shall Be Able Toeeekkkggg100% (1)
- 04 - Combustion and 10 Golden RulesDocument30 pages04 - Combustion and 10 Golden RulesAfqan B-vNo ratings yet
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- Brown ClinkerDocument21 pagesBrown ClinkerTamer Fathy0% (1)
- How To Control The Hot MealDocument4 pagesHow To Control The Hot MealGiequat100% (2)
- Cement Process ChemistryDocument72 pagesCement Process ChemistryGiequat100% (2)
- Hasler Process Performance Engineer at HolcimDocument10 pagesHasler Process Performance Engineer at Holcimvikubhardwaj9224No ratings yet
- Determination of Feo Content in ClinkeDocument17 pagesDetermination of Feo Content in Clinkemahendra sen100% (1)
- Pillard Burners and FlamesDocument21 pagesPillard Burners and FlamesIrshad HussainNo ratings yet
- Quality and Formulae 2Document2 pagesQuality and Formulae 2zane truesdaleNo ratings yet
- Raw Meal Grinding Aids: Improving BurnabilityDocument3 pagesRaw Meal Grinding Aids: Improving BurnabilityfaheemqcNo ratings yet
- Cement Technology Cement ChemistryDocument22 pagesCement Technology Cement Chemistryshani5573No ratings yet
- Kiln Control and OperationDocument56 pagesKiln Control and OperationLe Hoang100% (1)
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- 7-Mineral Phases of Portland CementDocument28 pages7-Mineral Phases of Portland CementzamriseramikNo ratings yet
- Heat Balance For Kiln: Jasveer SinghDocument4 pagesHeat Balance For Kiln: Jasveer SinghAlok RanjanNo ratings yet
- Cooling Cement Clinker Exercise2.3.4Document2 pagesCooling Cement Clinker Exercise2.3.4Mohammed AbdoNo ratings yet
- 04 - Combustion and 10 Golden RulesDocument30 pages04 - Combustion and 10 Golden RulesAfqan B-vNo ratings yet
- Reactions of Clinker BurningDocument1 pageReactions of Clinker BurningVijay BhanNo ratings yet
- Influences of Silica ModulusDocument20 pagesInfluences of Silica ModulusHazem Diab100% (6)
- Odudimu Certification ScenerioDocument50 pagesOdudimu Certification Scenerioabosede2012No ratings yet
- K Precalciners1 PDFDocument30 pagesK Precalciners1 PDFKEERTHI INDUSTRIES100% (2)
- The Role of Gypsum in CementDocument30 pagesThe Role of Gypsum in Cementsafwat hassan100% (1)
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Microscopy Data Sheet For Process Aspects: /DAVG/K3/02012022Document10 pagesMicroscopy Data Sheet For Process Aspects: /DAVG/K3/02012022Nihar Ranjan TripathyNo ratings yet
- Coating, Rings and BallsDocument8 pagesCoating, Rings and BallsHazem Diab100% (1)
- Documents - MX Cement Kiln Performance CalculationsDocument13 pagesDocuments - MX Cement Kiln Performance CalculationsBùi Hắc HảiNo ratings yet
- Presentasi Build UpDocument13 pagesPresentasi Build UpJoko Dewoto100% (1)
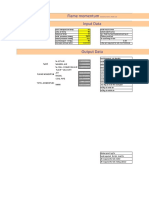
- Flame Momentum CalculationDocument7 pagesFlame Momentum CalculationMohamed ZayedNo ratings yet
- Raw Meal To Clinker RatioDocument3 pagesRaw Meal To Clinker RatiohamedNo ratings yet
- PR PYR P06-17 v1 How To Improve Fan EfficiencyDocument8 pagesPR PYR P06-17 v1 How To Improve Fan EfficiencyTamer FathyNo ratings yet
- Raw Meal & Clinker Quality ControlDocument139 pagesRaw Meal & Clinker Quality ControlserkalemtayeNo ratings yet
- Process GuidlinesDocument20 pagesProcess GuidlinesMKPashaPasha100% (4)
- Raw Mix DesignDocument53 pagesRaw Mix DesignDilnesa Ejigu100% (1)
- Dinesh Agrawal: Dry-ProcessDocument19 pagesDinesh Agrawal: Dry-ProcessSantanu PachhalNo ratings yet
- Ritschard Case Study Combustion EngineeringDocument6 pagesRitschard Case Study Combustion Engineeringvikubhardwaj9224No ratings yet
- How To Conduct A Ball Mill AuditDocument7 pagesHow To Conduct A Ball Mill Auditsafwat hassan100% (1)
- A To ZDocument126 pagesA To ZMohamed Osama RagaaNo ratings yet
- Slag Fundamentals & Phase DiagramsDocument38 pagesSlag Fundamentals & Phase DiagramsNicole Altamirano Catalán100% (1)
- Unit IDocument4 pagesUnit ISRPC CIVILNo ratings yet
- 1-Con TechDocument37 pages1-Con TechZELALEM100% (1)
- Raw MixDocument22 pagesRaw Mixmahendra sen100% (1)
- Carlos Woca Geopolymers 1Document21 pagesCarlos Woca Geopolymers 1N SHYAMANANDA SINGHNo ratings yet
- CTEO Chapter XB Raw Mix AuditDocument21 pagesCTEO Chapter XB Raw Mix AuditFranciscoCorreaJara100% (1)
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- Calidad Del CementoDocument2 pagesCalidad Del CementoFranciscoCorreaJaraNo ratings yet
- Comminution Manual PDFDocument32 pagesComminution Manual PDFFranciscoCorreaJaraNo ratings yet
- Calidad Del CementoDocument2 pagesCalidad Del CementoFranciscoCorreaJaraNo ratings yet
- 8 Quarry MasterDocument35 pages8 Quarry MasterFranciscoCorreaJaraNo ratings yet
- Analysis Clinker Phases ARL 9900Document4 pagesAnalysis Clinker Phases ARL 9900FranciscoCorreaJara100% (1)
- Arpita Adhikari@Document7 pagesArpita Adhikari@Joydip SenguptaNo ratings yet
- Salicylic Acid InformationDocument3 pagesSalicylic Acid Informationapi-343582965No ratings yet
- A Primer For Duplex Stainless SteelsDocument11 pagesA Primer For Duplex Stainless Steelsmp87_ingNo ratings yet
- Arrangement of Elements in The Periodic TableDocument3 pagesArrangement of Elements in The Periodic TableBerna TenioNo ratings yet
- Titanium Alloys For Dental Implants: A Review: John W. NicholsonDocument17 pagesTitanium Alloys For Dental Implants: A Review: John W. NicholsonMariska JuanitaNo ratings yet
- Ujian 1 Form 5 2016Document15 pagesUjian 1 Form 5 2016SueNo ratings yet
- Science 9 2nd QuarterDocument34 pagesScience 9 2nd QuarterWerty Gigz Durendez100% (2)
- Titanium Book From Org PDFDocument45 pagesTitanium Book From Org PDFSuthirak SumranNo ratings yet
- Determination of Tin in Canned Fruit JuicesDocument4 pagesDetermination of Tin in Canned Fruit JuicesGerges SamirNo ratings yet
- Lesson 6 - Synthesis of Artificial ElementsDocument18 pagesLesson 6 - Synthesis of Artificial ElementsEji AlcorezaNo ratings yet
- StainTrode DDocument2 pagesStainTrode DGyanaranjan2011No ratings yet
- OXIdation and REDuction CompleteDocument81 pagesOXIdation and REDuction CompleteMateen AliNo ratings yet
- Ca141 Cone 5 6 Glazes 2 SampleDocument21 pagesCa141 Cone 5 6 Glazes 2 SampleАндрей СNo ratings yet
- Dupont Regenerant Quality IEX - 45-D01105-EnDocument5 pagesDupont Regenerant Quality IEX - 45-D01105-EnDFMNo ratings yet
- 21st - Chemistry - 05. Redox Reactions, Chemical Cells and ElectrolysisDocument6 pages21st - Chemistry - 05. Redox Reactions, Chemical Cells and ElectrolysisReg ChooNo ratings yet
- Repair and MaintenanceDocument4 pagesRepair and MaintenanceElMacheteDelHuesoNo ratings yet
- Bonding Basics - Ionic BondsDocument4 pagesBonding Basics - Ionic Bondsapi-244705156No ratings yet
- Defence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianDocument9 pagesDefence Technology: Ayushi Thakur, Swaroop Gharde, Balasubramanian KandasubramanianvianaufgNo ratings yet
- N-Levels: 2014 Chemistry Notes For Secondary School Combined ChemistryDocument44 pagesN-Levels: 2014 Chemistry Notes For Secondary School Combined ChemistryAnnie Tan100% (1)
- Topic 4: Classification, Properties and Applications of S.G. and C.G.Iron S.G.IRONDocument11 pagesTopic 4: Classification, Properties and Applications of S.G. and C.G.Iron S.G.IRONsandeep kumarNo ratings yet
- 2015 Catalog-CPA InorgDocument116 pages2015 Catalog-CPA InorgPhuc DVNo ratings yet
- What Scrap Metal Is This? A Guide To Identifying Metals: The Magnet TestDocument2 pagesWhat Scrap Metal Is This? A Guide To Identifying Metals: The Magnet TestRakesh Ranjan MishraNo ratings yet
- Emissivity of MaterialsDocument11 pagesEmissivity of MaterialsGeeleegoatNo ratings yet
- Sceince Workbook 9Document191 pagesSceince Workbook 9kkz2nfwhsyNo ratings yet
- X Chemistry WorksheetDocument2 pagesX Chemistry WorksheetMOHIT KUMAR WISDOMNo ratings yet
- D and F Block ElementsDocument6 pagesD and F Block ElementsDipti MukherjeeNo ratings yet
- EdExcel A Level Chemistry Unit 1 Paper 1 Jun 2005Document12 pagesEdExcel A Level Chemistry Unit 1 Paper 1 Jun 2005ProdhanNo ratings yet
- Chapter 4 Periodic Table of ElementsDocument3 pagesChapter 4 Periodic Table of ElementsSpike Chingyen100% (1)
- Guide To Types of Welding PDFDocument24 pagesGuide To Types of Welding PDFbhaskarjalanNo ratings yet