
Plastic Processing: Extrusion Compression Moulding
Plastic Processing: Extrusion Compression Moulding
You might also like
- Bear - Little OwletDocument13 pagesBear - Little OwletJorge Omar Diaz Martinez100% (3)
- Machine Maintenance Manual 250R1 350R2 350R4Document3 pagesMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- John Goff - Moulding MasterclassDocument100 pagesJohn Goff - Moulding MasterclassStarchyLittleOleMe100% (3)
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3cipan karungNo ratings yet
- Soil Works For Road ConstructionDocument40 pagesSoil Works For Road ConstructionYaseen YousafNo ratings yet
- Manufacturing Processes: International Islamic University IslamabadDocument44 pagesManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidNo ratings yet
- Processing of PolymersDocument36 pagesProcessing of Polymerssaadahmedkalidaas100% (1)
- 70D Manual BookDocument43 pages70D Manual BookgeorgioNo ratings yet
- Frank Fischer - Injection MoldingDocument12 pagesFrank Fischer - Injection MoldingStarchyLittleOleMeNo ratings yet
- Moulding ProblemDocument52 pagesMoulding ProblemSree RajNo ratings yet
- Setting Process ConditionsDocument10 pagesSetting Process ConditionszaldsonNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- MouldDocument16 pagesMouldetamil87No ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- How To Solve Blow Molding ProblemsDocument12 pagesHow To Solve Blow Molding ProblemsOmar EstradaNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Plastic Injection Molding TERMS and GLOSSARYDocument9 pagesPlastic Injection Molding TERMS and GLOSSARYDanny Martinez100% (1)
- Troubleshooting: A Guide For Injection MoldersDocument145 pagesTroubleshooting: A Guide For Injection Molderssam54mxNo ratings yet
- Setting Process Conditions - Injection MoldingDocument44 pagesSetting Process Conditions - Injection MoldingRaja PandiNo ratings yet
- Trouble Shooting in The Injection MoldingDocument41 pagesTrouble Shooting in The Injection MoldingHicham AhmamsiNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- All About Plastic Injection MoldingDocument33 pagesAll About Plastic Injection Moldingsomu.cpNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Injection Blow Molding (IBM) :: Is Used ForDocument2 pagesInjection Blow Molding (IBM) :: Is Used ForErickNo ratings yet
- Mde Injection Molding Troubleshooting GuideDocument11 pagesMde Injection Molding Troubleshooting GuideNader ElenanyNo ratings yet
- Injection Molding:: The Art of Making Plastic PartsDocument22 pagesInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)
- Celanex, Vandar, Impet and Riteflex: Thermoplastic PolyestersDocument51 pagesCelanex, Vandar, Impet and Riteflex: Thermoplastic PolyestersAnselmo_De_Oli_1266No ratings yet
- CV Cipet Production NewDocument4 pagesCV Cipet Production NewKamlesh KumarNo ratings yet
- Plastic InjectionDocument21 pagesPlastic InjectionSimon RisteskiNo ratings yet
- Injection Molding Machine SnopsisDocument6 pagesInjection Molding Machine Snopsisrajinder kutaalNo ratings yet
- Plastic Extrusion ProcessDocument8 pagesPlastic Extrusion ProcessAmir NawazNo ratings yet
- Types of Plastic ExtrudersDocument7 pagesTypes of Plastic ExtrudershvadnalaNo ratings yet
- Mould Theory 2 NoteDocument19 pagesMould Theory 2 Note75Ujwal TDNo ratings yet
- 1 BlowMolding Documentation(英文)倍福Document31 pages1 BlowMolding Documentation(英文)倍福Aymane QariohNo ratings yet
- Injection MouldingDocument12 pagesInjection MouldingFranzMigNo ratings yet
- Molding TroubleshootingDocument18 pagesMolding TroubleshootingFocouNo ratings yet
- What Is The Injection Moulding?Document12 pagesWhat Is The Injection Moulding?Muhammad Usama KhokharNo ratings yet
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Trouble Shooting For Injection Molding ProcessDocument11 pagesTrouble Shooting For Injection Molding ProcessFoolchand Alain WesleyNo ratings yet
- Defects in Injection MouldingDocument14 pagesDefects in Injection Mouldinghajarpaiman100% (1)
- MOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)Document63 pagesMOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)arfu~No ratings yet
- Plastic Moulding ProcessDocument28 pagesPlastic Moulding ProcessQUAZI ADYAN AHMAD 160419736049No ratings yet
- PLASTIC MOLDING - PPT 12Document50 pagesPLASTIC MOLDING - PPT 12Rahul100% (1)
- Transfer MoldingDocument2 pagesTransfer MoldingAnuj ReddyNo ratings yet
- Injection Molding SimulationDocument25 pagesInjection Molding SimulationRajesh KumarNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Molding Machine & MoldingDocument24 pagesMolding Machine & MoldingJyoti KaleNo ratings yet
- Injection Molding SchematicDocument15 pagesInjection Molding SchematicSourav DipNo ratings yet
- Romold Plastic Injection Mold Manufacturing GlossaryDocument8 pagesRomold Plastic Injection Mold Manufacturing Glossarytriya20100% (1)
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Blow Molding Machine ProcessDocument4 pagesBlow Molding Machine Processuocmogiandi_a100% (1)
- Seminar-3 Rubber Transfer MoldingDocument10 pagesSeminar-3 Rubber Transfer MoldingSwapnil AhireNo ratings yet
- Polyflow Extrusion WS04 3D ExtrusionDocument28 pagesPolyflow Extrusion WS04 3D Extrusionwoongs73No ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- 8 Optimizing The Molding ParametersDocument54 pages8 Optimizing The Molding ParametersEdith Chavez LindosNo ratings yet
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 pagesDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNo ratings yet
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- Plastics: Surface and FinishFrom EverandPlastics: Surface and FinishS. H. PinnerNo ratings yet
- Sme CONDITION MONITORINGDocument29 pagesSme CONDITION MONITORINGBhushan Shankar KambleNo ratings yet
- Plant Maintenance and Safety EngineeringDocument3 pagesPlant Maintenance and Safety EngineeringBhushan Shankar KambleNo ratings yet
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelBhushan Shankar KambleNo ratings yet
- Chapter 2.5 Temperature Measurement & ControlDocument15 pagesChapter 2.5 Temperature Measurement & ControlBhushan Shankar KambleNo ratings yet
- Quenching Chapter - 2 : (Total Sheets - 9 Excluding This)Document10 pagesQuenching Chapter - 2 : (Total Sheets - 9 Excluding This)Bhushan Shankar KambleNo ratings yet
- Moodle IntroductionDocument14 pagesMoodle IntroductionBhushan Shankar KambleNo ratings yet
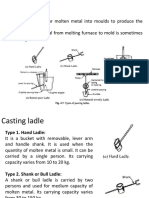
- LadlesDocument5 pagesLadlesBhushan Shankar KambleNo ratings yet
- Gravity Die Casting-Casting Process Data Sheet PDFDocument3 pagesGravity Die Casting-Casting Process Data Sheet PDFBhushan Shankar KambleNo ratings yet
- Centrifugal CastingDocument18 pagesCentrifugal CastingBhushan Shankar KambleNo ratings yet
- TATREN HM5046 - Tds - enDocument4 pagesTATREN HM5046 - Tds - enCarol JacksonNo ratings yet
- Construction SchedDocument3 pagesConstruction SchedJasmer Lloyd Diaz EspadaNo ratings yet
- Week 07 Assignment 07 SolnDocument3 pagesWeek 07 Assignment 07 SolnsuneethaNo ratings yet
- Sikabond® at Metal: Product Data SheetDocument3 pagesSikabond® at Metal: Product Data SheetHarjasa AdhiNo ratings yet
- K - W/ (M.K) Temperature - 25 125 225: Thermal ConductivityDocument16 pagesK - W/ (M.K) Temperature - 25 125 225: Thermal ConductivityJosNo ratings yet
- Analysis of Simple Salt - (Copper Nitrate) : Dry TestsDocument3 pagesAnalysis of Simple Salt - (Copper Nitrate) : Dry TestsSarvan SankaranNo ratings yet
- Catalogo Rotulas KML - SOLO ROTULASDocument47 pagesCatalogo Rotulas KML - SOLO ROTULASAlejandro MejíasNo ratings yet
- Steel Weld MicrostructuresDocument81 pagesSteel Weld MicrostructuresVishal BhapkarNo ratings yet
- P-Block Elements: Boron Family (Group 13 Elements)Document19 pagesP-Block Elements: Boron Family (Group 13 Elements)Indonesia HarshNo ratings yet
- Cinta EnterradaDocument4 pagesCinta EnterradaDaniel Garces DavilaNo ratings yet
- Pva Water Soluble Film Machine 600Document4 pagesPva Water Soluble Film Machine 600Moises DiazNo ratings yet
- Mechanical Properties of MaterialsDocument4 pagesMechanical Properties of MaterialsJomarie SojorNo ratings yet
- Title: Preparation of Nanocatalyst in Petrochemical IndistriesDocument5 pagesTitle: Preparation of Nanocatalyst in Petrochemical IndistriesChris AngNo ratings yet
- Box Culvert DesignDocument34 pagesBox Culvert DesignMuscadin MakensonNo ratings yet
- Pharmaceutical Chemistry Chapter 2 P. AnalysisDocument22 pagesPharmaceutical Chemistry Chapter 2 P. AnalysisAaQib Ali RaZaNo ratings yet
- University of Cambridge International Examinations General Certificate of Education Ordinary LevelDocument24 pagesUniversity of Cambridge International Examinations General Certificate of Education Ordinary LevelDennis MuzilaNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2013/0123442 A1Document10 pagesPatent Application Publication (10) Pub. No.: US 2013/0123442 A1Immanuel GelbertNo ratings yet
- Class X Chem Practical 6 To 10Document6 pagesClass X Chem Practical 6 To 10AnanyaNo ratings yet
- Theory of Oxy-Fuel Gas Cutting PDFDocument1 pageTheory of Oxy-Fuel Gas Cutting PDFManjunath EaswaranNo ratings yet
- Bill of Quantities For MPHDocument10 pagesBill of Quantities For MPHMark VargasNo ratings yet
- TR 046 Foam Adhesives Etics January2014Document14 pagesTR 046 Foam Adhesives Etics January2014coolkaisyNo ratings yet
- Air Release VacuumDocument7 pagesAir Release VacuumsudjonoNo ratings yet
- Aac LayoutDocument1 pageAac Layoutveem riveraNo ratings yet
- ShettDocument4 pagesShettsivasankarangs1979No ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofAshish SontakkeNo ratings yet
- The Benchmark in Plastics ProcessingDocument8 pagesThe Benchmark in Plastics ProcessingvenkithankamNo ratings yet
- Chemical Technology (CHE1004) : An Overview of CTDocument21 pagesChemical Technology (CHE1004) : An Overview of CTkenziye esmael fetoNo ratings yet
- AlloyDocument100 pagesAlloywahyuNo ratings yet

































































































Download as ppt, pdf, or txt
You might also like
- Bear - Little OwletDocument13 pagesBear - Little OwletJorge Omar Diaz Martinez100% (3)
- Machine Maintenance Manual 250R1 350R2 350R4Document3 pagesMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- John Goff - Moulding MasterclassDocument100 pagesJohn Goff - Moulding MasterclassStarchyLittleOleMe100% (3)
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3cipan karungNo ratings yet
- Soil Works For Road ConstructionDocument40 pagesSoil Works For Road ConstructionYaseen YousafNo ratings yet
- Manufacturing Processes: International Islamic University IslamabadDocument44 pagesManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidNo ratings yet
- Processing of PolymersDocument36 pagesProcessing of Polymerssaadahmedkalidaas100% (1)
- 70D Manual BookDocument43 pages70D Manual BookgeorgioNo ratings yet
- Frank Fischer - Injection MoldingDocument12 pagesFrank Fischer - Injection MoldingStarchyLittleOleMeNo ratings yet
- Moulding ProblemDocument52 pagesMoulding ProblemSree RajNo ratings yet
- Setting Process ConditionsDocument10 pagesSetting Process ConditionszaldsonNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- MouldDocument16 pagesMouldetamil87No ratings yet
- Plastics Processing TechniquesDocument59 pagesPlastics Processing TechniquesSusmit NimjeNo ratings yet
- How To Solve Blow Molding ProblemsDocument12 pagesHow To Solve Blow Molding ProblemsOmar EstradaNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- Plastic Injection Molding TERMS and GLOSSARYDocument9 pagesPlastic Injection Molding TERMS and GLOSSARYDanny Martinez100% (1)
- Troubleshooting: A Guide For Injection MoldersDocument145 pagesTroubleshooting: A Guide For Injection Molderssam54mxNo ratings yet
- Setting Process Conditions - Injection MoldingDocument44 pagesSetting Process Conditions - Injection MoldingRaja PandiNo ratings yet
- Trouble Shooting in The Injection MoldingDocument41 pagesTrouble Shooting in The Injection MoldingHicham AhmamsiNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- All About Plastic Injection MoldingDocument33 pagesAll About Plastic Injection Moldingsomu.cpNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Injection Blow Molding (IBM) :: Is Used ForDocument2 pagesInjection Blow Molding (IBM) :: Is Used ForErickNo ratings yet
- Mde Injection Molding Troubleshooting GuideDocument11 pagesMde Injection Molding Troubleshooting GuideNader ElenanyNo ratings yet
- Injection Molding:: The Art of Making Plastic PartsDocument22 pagesInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)
- Celanex, Vandar, Impet and Riteflex: Thermoplastic PolyestersDocument51 pagesCelanex, Vandar, Impet and Riteflex: Thermoplastic PolyestersAnselmo_De_Oli_1266No ratings yet
- CV Cipet Production NewDocument4 pagesCV Cipet Production NewKamlesh KumarNo ratings yet
- Plastic InjectionDocument21 pagesPlastic InjectionSimon RisteskiNo ratings yet
- Injection Molding Machine SnopsisDocument6 pagesInjection Molding Machine Snopsisrajinder kutaalNo ratings yet
- Plastic Extrusion ProcessDocument8 pagesPlastic Extrusion ProcessAmir NawazNo ratings yet
- Types of Plastic ExtrudersDocument7 pagesTypes of Plastic ExtrudershvadnalaNo ratings yet
- Mould Theory 2 NoteDocument19 pagesMould Theory 2 Note75Ujwal TDNo ratings yet
- 1 BlowMolding Documentation(英文)倍福Document31 pages1 BlowMolding Documentation(英文)倍福Aymane QariohNo ratings yet
- Injection MouldingDocument12 pagesInjection MouldingFranzMigNo ratings yet
- Molding TroubleshootingDocument18 pagesMolding TroubleshootingFocouNo ratings yet
- What Is The Injection Moulding?Document12 pagesWhat Is The Injection Moulding?Muhammad Usama KhokharNo ratings yet
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Trouble Shooting For Injection Molding ProcessDocument11 pagesTrouble Shooting For Injection Molding ProcessFoolchand Alain WesleyNo ratings yet
- Defects in Injection MouldingDocument14 pagesDefects in Injection Mouldinghajarpaiman100% (1)
- MOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)Document63 pagesMOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)arfu~No ratings yet
- Plastic Moulding ProcessDocument28 pagesPlastic Moulding ProcessQUAZI ADYAN AHMAD 160419736049No ratings yet
- PLASTIC MOLDING - PPT 12Document50 pagesPLASTIC MOLDING - PPT 12Rahul100% (1)
- Transfer MoldingDocument2 pagesTransfer MoldingAnuj ReddyNo ratings yet
- Injection Molding SimulationDocument25 pagesInjection Molding SimulationRajesh KumarNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Molding Machine & MoldingDocument24 pagesMolding Machine & MoldingJyoti KaleNo ratings yet
- Injection Molding SchematicDocument15 pagesInjection Molding SchematicSourav DipNo ratings yet
- Romold Plastic Injection Mold Manufacturing GlossaryDocument8 pagesRomold Plastic Injection Mold Manufacturing Glossarytriya20100% (1)
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Blow Molding Machine ProcessDocument4 pagesBlow Molding Machine Processuocmogiandi_a100% (1)
- Seminar-3 Rubber Transfer MoldingDocument10 pagesSeminar-3 Rubber Transfer MoldingSwapnil AhireNo ratings yet
- Polyflow Extrusion WS04 3D ExtrusionDocument28 pagesPolyflow Extrusion WS04 3D Extrusionwoongs73No ratings yet
- How Are Bottles MadeDocument3 pagesHow Are Bottles MadelumineurNo ratings yet
- 8 Optimizing The Molding ParametersDocument54 pages8 Optimizing The Molding ParametersEdith Chavez LindosNo ratings yet
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 pagesDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNo ratings yet
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- Plastics: Surface and FinishFrom EverandPlastics: Surface and FinishS. H. PinnerNo ratings yet
- Sme CONDITION MONITORINGDocument29 pagesSme CONDITION MONITORINGBhushan Shankar KambleNo ratings yet
- Plant Maintenance and Safety EngineeringDocument3 pagesPlant Maintenance and Safety EngineeringBhushan Shankar KambleNo ratings yet
- Day 14: Heat Treatments of SteelDocument20 pagesDay 14: Heat Treatments of SteelBhushan Shankar KambleNo ratings yet
- Chapter 2.5 Temperature Measurement & ControlDocument15 pagesChapter 2.5 Temperature Measurement & ControlBhushan Shankar KambleNo ratings yet
- Quenching Chapter - 2 : (Total Sheets - 9 Excluding This)Document10 pagesQuenching Chapter - 2 : (Total Sheets - 9 Excluding This)Bhushan Shankar KambleNo ratings yet
- Moodle IntroductionDocument14 pagesMoodle IntroductionBhushan Shankar KambleNo ratings yet
- LadlesDocument5 pagesLadlesBhushan Shankar KambleNo ratings yet
- Gravity Die Casting-Casting Process Data Sheet PDFDocument3 pagesGravity Die Casting-Casting Process Data Sheet PDFBhushan Shankar KambleNo ratings yet
- Centrifugal CastingDocument18 pagesCentrifugal CastingBhushan Shankar KambleNo ratings yet
- TATREN HM5046 - Tds - enDocument4 pagesTATREN HM5046 - Tds - enCarol JacksonNo ratings yet
- Construction SchedDocument3 pagesConstruction SchedJasmer Lloyd Diaz EspadaNo ratings yet
- Week 07 Assignment 07 SolnDocument3 pagesWeek 07 Assignment 07 SolnsuneethaNo ratings yet
- Sikabond® at Metal: Product Data SheetDocument3 pagesSikabond® at Metal: Product Data SheetHarjasa AdhiNo ratings yet
- K - W/ (M.K) Temperature - 25 125 225: Thermal ConductivityDocument16 pagesK - W/ (M.K) Temperature - 25 125 225: Thermal ConductivityJosNo ratings yet
- Analysis of Simple Salt - (Copper Nitrate) : Dry TestsDocument3 pagesAnalysis of Simple Salt - (Copper Nitrate) : Dry TestsSarvan SankaranNo ratings yet
- Catalogo Rotulas KML - SOLO ROTULASDocument47 pagesCatalogo Rotulas KML - SOLO ROTULASAlejandro MejíasNo ratings yet
- Steel Weld MicrostructuresDocument81 pagesSteel Weld MicrostructuresVishal BhapkarNo ratings yet
- P-Block Elements: Boron Family (Group 13 Elements)Document19 pagesP-Block Elements: Boron Family (Group 13 Elements)Indonesia HarshNo ratings yet
- Cinta EnterradaDocument4 pagesCinta EnterradaDaniel Garces DavilaNo ratings yet
- Pva Water Soluble Film Machine 600Document4 pagesPva Water Soluble Film Machine 600Moises DiazNo ratings yet
- Mechanical Properties of MaterialsDocument4 pagesMechanical Properties of MaterialsJomarie SojorNo ratings yet
- Title: Preparation of Nanocatalyst in Petrochemical IndistriesDocument5 pagesTitle: Preparation of Nanocatalyst in Petrochemical IndistriesChris AngNo ratings yet
- Box Culvert DesignDocument34 pagesBox Culvert DesignMuscadin MakensonNo ratings yet
- Pharmaceutical Chemistry Chapter 2 P. AnalysisDocument22 pagesPharmaceutical Chemistry Chapter 2 P. AnalysisAaQib Ali RaZaNo ratings yet
- University of Cambridge International Examinations General Certificate of Education Ordinary LevelDocument24 pagesUniversity of Cambridge International Examinations General Certificate of Education Ordinary LevelDennis MuzilaNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2013/0123442 A1Document10 pagesPatent Application Publication (10) Pub. No.: US 2013/0123442 A1Immanuel GelbertNo ratings yet
- Class X Chem Practical 6 To 10Document6 pagesClass X Chem Practical 6 To 10AnanyaNo ratings yet
- Theory of Oxy-Fuel Gas Cutting PDFDocument1 pageTheory of Oxy-Fuel Gas Cutting PDFManjunath EaswaranNo ratings yet
- Bill of Quantities For MPHDocument10 pagesBill of Quantities For MPHMark VargasNo ratings yet
- TR 046 Foam Adhesives Etics January2014Document14 pagesTR 046 Foam Adhesives Etics January2014coolkaisyNo ratings yet
- Air Release VacuumDocument7 pagesAir Release VacuumsudjonoNo ratings yet
- Aac LayoutDocument1 pageAac Layoutveem riveraNo ratings yet
- ShettDocument4 pagesShettsivasankarangs1979No ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofAshish SontakkeNo ratings yet
- The Benchmark in Plastics ProcessingDocument8 pagesThe Benchmark in Plastics ProcessingvenkithankamNo ratings yet
- Chemical Technology (CHE1004) : An Overview of CTDocument21 pagesChemical Technology (CHE1004) : An Overview of CTkenziye esmael fetoNo ratings yet
- AlloyDocument100 pagesAlloywahyuNo ratings yet