Download as ppt, pdf, or txt
You might also like
- Astm A-615Document8 pagesAstm A-615bill_lee_24267% (6)
- Sheet Metal FormingDocument34 pagesSheet Metal FormingAamir RafiqNo ratings yet
- IE 337: Materials & Manufacturing Processes: Metal Forming Operations 2Document31 pagesIE 337: Materials & Manufacturing Processes: Metal Forming Operations 2silverknights007No ratings yet
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Document50 pagesEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88No ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- SHEARINGDocument6 pagesSHEARINGanmol6237No ratings yet
- Module 5 PDFDocument93 pagesModule 5 PDFVishal Shanmuga SundramNo ratings yet
- Metal Forming LabDocument57 pagesMetal Forming LabRohitGuptaNo ratings yet
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument26 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingkiransideasNo ratings yet
- CH03. Sheet Metal ProcessesDocument74 pagesCH03. Sheet Metal ProcessesIcookiesNo ratings yet
- BS en 10215-1995 (1999)Document16 pagesBS en 10215-1995 (1999)Federico De Martini0% (1)
- Formability of Stamping Magnesium-Alloy AZ31 SheetsDocument5 pagesFormability of Stamping Magnesium-Alloy AZ31 SheetsVarthini RajaNo ratings yet
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDocument7 pages2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNo ratings yet
- Unit-III - Theory On The Metal Cutting OperationDocument217 pagesUnit-III - Theory On The Metal Cutting OperationKansath KamalNo ratings yet
- Metal Cutting Theory - ProblemDocument12 pagesMetal Cutting Theory - ProblemZohaib RafiqNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- 1 Socket Spigot Cotter JointDocument37 pages1 Socket Spigot Cotter JointGautam GunjanNo ratings yet
- BS en Iso 16808-2014Document36 pagesBS en Iso 16808-2014Luca CoralloNo ratings yet
- MM223 Assignment 1 PDFDocument3 pagesMM223 Assignment 1 PDFMartinNo ratings yet
- Döküm Ödevi: Fundamentals of Metal CastingDocument6 pagesDöküm Ödevi: Fundamentals of Metal CastingHân NguyễnNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- ANCA - Part 1 - Making Rotary Instruments For SurgeonsDocument6 pagesANCA - Part 1 - Making Rotary Instruments For Surgeonsclivas83No ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Metal FormingDocument1,204 pagesMetal FormingĐỗ Nhật Minh100% (1)
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byDocument39 pagesTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitNo ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Mercant CircleDocument7 pagesMercant CircleKavi ArasuNo ratings yet
- Tonnage Calculation General Formula For Press Tonnage RequiredDocument1 pageTonnage Calculation General Formula For Press Tonnage RequireddineshNo ratings yet
- The Art of Sheet Metal DesignDocument3 pagesThe Art of Sheet Metal Designsssf-dobojNo ratings yet
- Hot Working Processes Rolling Drawing Forging Extruding Piercing SpinningDocument26 pagesHot Working Processes Rolling Drawing Forging Extruding Piercing SpinningSarojKumarSinghNo ratings yet
- Sheet-Forming Processes: Prepared By: NIRAV SINDHA M.Tech ProductionDocument49 pagesSheet-Forming Processes: Prepared By: NIRAV SINDHA M.Tech ProductionNirav SindhaNo ratings yet
- Form Tool Design ManualDocument63 pagesForm Tool Design Manual허보영No ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Die Design ParametersDocument3 pagesDie Design ParameterspunkhunkNo ratings yet
- Long Series Power Collet ChuckDocument1 pageLong Series Power Collet ChuckSchneider S TamilNo ratings yet
- Metal Cutting: Machining & Machining Tools Unit-1Document90 pagesMetal Cutting: Machining & Machining Tools Unit-1Joao PedroNo ratings yet
- Warm Forming PatentDocument27 pagesWarm Forming PatentAndy HuffNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- Yanagimoto2007 PDFDocument4 pagesYanagimoto2007 PDFkhudhayer1970No ratings yet
- Tut Sheet Mcm01Document3 pagesTut Sheet Mcm01Dhruvay JainNo ratings yet
- 6 Orthogonal and Oblique CuttingDocument12 pages6 Orthogonal and Oblique CuttingPRASAD326100% (6)
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcNo ratings yet
- PressWorking SDocument49 pagesPressWorking SRafiqueNo ratings yet
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- Inserts PDFDocument6 pagesInserts PDFvigneshwarannNo ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- Metal Cutting OperationsDocument6 pagesMetal Cutting OperationsNikhil SinghNo ratings yet
- Computing Die Thickness and MarginsDocument3 pagesComputing Die Thickness and MarginsAnand PrajapatiNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- BroachingDocument35 pagesBroachingAbdulaziz FarhanNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- TM1A - T05b - Deformacao - Aspectos Tecnologicos Chapa PDFDocument67 pagesTM1A - T05b - Deformacao - Aspectos Tecnologicos Chapa PDFMiguel BentoNo ratings yet
- L6 - Ta201p (12.07.2021)Document50 pagesL6 - Ta201p (12.07.2021)quick winnerNo ratings yet
- Sheet Metal Operations - VRKommaDocument94 pagesSheet Metal Operations - VRKommaUjjwal GuptaNo ratings yet
- L19 Sheet MetalDocument36 pagesL19 Sheet Metalharrywilson.harish77No ratings yet
- 12 - Sheet Metalworking (Chapter 16)Document51 pages12 - Sheet Metalworking (Chapter 16)Taher al suhamiNo ratings yet
- Unit 4 MSTDocument113 pagesUnit 4 MSTvarshabachchas1302No ratings yet
- Ch#20 SHEET METAL WORKINGDocument119 pagesCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Week 8 Sheet Metal FormingDocument69 pagesWeek 8 Sheet Metal FormingashkansoheylNo ratings yet
- Rocket Sled 3Document93 pagesRocket Sled 3Hannan yusuf KhanNo ratings yet
- Oai Journals Pan PL 115409 - Full Text - AME - 2009 - 132106Document14 pagesOai Journals Pan PL 115409 - Full Text - AME - 2009 - 132106Hannan yusuf KhanNo ratings yet
- Bilinear and Trilinear Interpolation-Lecture With AudioDocument18 pagesBilinear and Trilinear Interpolation-Lecture With AudioHannan yusuf KhanNo ratings yet
- Impact of Surface Roughness On Energy Harvesting: Comparative Study of Smooth and Rough CylindersDocument28 pagesImpact of Surface Roughness On Energy Harvesting: Comparative Study of Smooth and Rough CylindersHannan yusuf KhanNo ratings yet
- Belt Conveyor SchematicDocument1 pageBelt Conveyor SchematicHannan yusuf KhanNo ratings yet
- Assumptions/Data: Unit Price Unit Variable CostDocument7 pagesAssumptions/Data: Unit Price Unit Variable CostHannan yusuf KhanNo ratings yet
- Experimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineDocument13 pagesExperimental Technique For Evaluating Valve Train Performance of A Heavy Duty Diesel EngineHannan yusuf KhanNo ratings yet
- MS Schedule Fall 2020 FinalDocument19 pagesMS Schedule Fall 2020 FinalHannan yusuf KhanNo ratings yet
- Interview Questions Format 3Document2 pagesInterview Questions Format 3Hannan yusuf KhanNo ratings yet
- Title of Paper in Times New Roman Bold 14Pt Maximum Word Length 15 Without AbbreviationsDocument2 pagesTitle of Paper in Times New Roman Bold 14Pt Maximum Word Length 15 Without AbbreviationsHannan yusuf KhanNo ratings yet
- A Parametric Approach To Strength Optimization of Adhesive Joints Using Geometric TechniquesDocument4 pagesA Parametric Approach To Strength Optimization of Adhesive Joints Using Geometric TechniquesHannan yusuf KhanNo ratings yet
- Bracket Static AnalysisDocument16 pagesBracket Static AnalysisHannan yusuf KhanNo ratings yet
- Calculation of Air-Slide Conveyor: January 2017Document7 pagesCalculation of Air-Slide Conveyor: January 2017Hannan yusuf KhanNo ratings yet
- Type of Material Minimum SlopeDocument1 pageType of Material Minimum SlopeHannan yusuf KhanNo ratings yet
- Solar Simulator ReportDocument9 pagesSolar Simulator ReportAditi Khandelwal100% (1)
- I/O Specifications: CPU Unit DescriptionsDocument10 pagesI/O Specifications: CPU Unit Descriptionsวรพงษ์ กอชัชวาลNo ratings yet
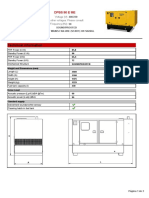
- Technical Information: Dpbs 90 E MeDocument3 pagesTechnical Information: Dpbs 90 E MeЛулу ТраедNo ratings yet
- Flow Simulation Report Square Nozzle 3-1 InchDocument18 pagesFlow Simulation Report Square Nozzle 3-1 InchVianAlwiNo ratings yet
- EnsoDocument11 pagesEnsoNeev PipaliyaNo ratings yet
- PPC Researched PointersDocument4 pagesPPC Researched PointershitmonNo ratings yet
- CordaDocument7 pagesCordaAlone InNo ratings yet
- Nasogastric Tube FeedingDocument3 pagesNasogastric Tube FeedingRhenelyn Delos ReyesNo ratings yet
- Topic 6 Circular Motion Test P1Document11 pagesTopic 6 Circular Motion Test P1Sabrina_LGXNo ratings yet
- Worksheet MixedDocument11 pagesWorksheet MixedBaby AleiraNo ratings yet
- Zero Gravity Chairs - ErgoQuest Zero Gravity Chairs and WorkstationsDocument6 pagesZero Gravity Chairs - ErgoQuest Zero Gravity Chairs and Workstationsnitouch3564No ratings yet
- The Baldur's Gate Series 2 - Shadows of AmnDocument99 pagesThe Baldur's Gate Series 2 - Shadows of AmnJustin Moore100% (1)
- ACT Math Formulas To MemorizeDocument1 pageACT Math Formulas To MemorizeRack OsMaNo ratings yet
- Sabbaba MenuDocument8 pagesSabbaba Menuaresha6881No ratings yet
- Evidence From QuranDocument6 pagesEvidence From QuranHaziq Hakeem Ahmad Affandi100% (1)
- 63354en Data Server Board 1998Document331 pages63354en Data Server Board 1998zorrudiNo ratings yet
- Battery-Box Hvs / HVM: PremiumDocument2 pagesBattery-Box Hvs / HVM: PremiumIulian GrigoreNo ratings yet
- Table of Fundamental Constants in Theoretical PhysicsDocument1 pageTable of Fundamental Constants in Theoretical PhysicsTunarisNo ratings yet
- KW 18KWH Canada Interim Letters - KWUSDocument2 pagesKW 18KWH Canada Interim Letters - KWUSMecano PadNo ratings yet
- Trends in Eu Ports Governance 2016Document15 pagesTrends in Eu Ports Governance 2016Gio PalNo ratings yet
- 4G Wireless PresentationDocument26 pages4G Wireless PresentationArjun ShankaNo ratings yet
- Flint Manual 2013Document69 pagesFlint Manual 2013Syafara Salsa Bila Wahyudin0% (1)
- Definition of The CaribbeanDocument2 pagesDefinition of The CaribbeanBrianna AllenNo ratings yet
- 08 - The March of The Black QueenDocument3 pages08 - The March of The Black QueennoblezadeolmosNo ratings yet
- Wastewater Surveillance of Pathogens Can Inform Public Health ResponsesDocument4 pagesWastewater Surveillance of Pathogens Can Inform Public Health ResponsesMiriam LeiNo ratings yet
- Horse Infographics by SlidesgoDocument34 pagesHorse Infographics by Slidesgomunhshur enhturNo ratings yet
- Book's SolutionsDocument20 pagesBook's SolutionsKodjo ALIPUINo ratings yet
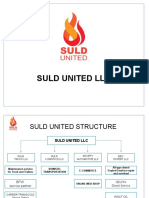
- Suld United PPT2020.09Document31 pagesSuld United PPT2020.09Ulstuguldur Kh.No ratings yet