Download as ppt, pdf, or txt
You might also like
- Sten Blueprints Parts Mk2 ADocument22 pagesSten Blueprints Parts Mk2 Aapi-374043498% (44)
- Heat Treatment ProcessesDocument44 pagesHeat Treatment Processesmesa142No ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Heat TreatmentDocument39 pagesHeat TreatmentAnonymous DNGQmBfW9vNo ratings yet
- Heat TreatmentDocument30 pagesHeat Treatmentjhamlal100% (2)
- High Temperature & Low Temperature Thermo-Mechanical ProcessesDocument24 pagesHigh Temperature & Low Temperature Thermo-Mechanical Processesnaseema shaikNo ratings yet
- Heat TreatmentDocument34 pagesHeat Treatmentrahul72No ratings yet
- Heat Treatment Part 1Document32 pagesHeat Treatment Part 1Naman DaveNo ratings yet
- Heat Treatment ProcessDocument46 pagesHeat Treatment ProcessMallappa KomarNo ratings yet
- Heat Treatment 8Document15 pagesHeat Treatment 8watersoul.nNo ratings yet
- Heat Treatment Process: By: Jagdish PampaniaDocument67 pagesHeat Treatment Process: By: Jagdish PampaniabassamNo ratings yet
- Heat Treatment: ME 318 Manufacturing TechniquesDocument12 pagesHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechNo ratings yet
- Heat TreatmentDocument30 pagesHeat TreatmentDr-Bharath Vedashantha MurthyNo ratings yet
- Unit 4:-Heat Treatment of MetalsDocument52 pagesUnit 4:-Heat Treatment of MetalsRushikesh KaleNo ratings yet
- Heat Treatment: Prepared by Approved byDocument20 pagesHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNo ratings yet
- Heat Treatment of Plain Carbon SteelDocument12 pagesHeat Treatment of Plain Carbon Steelweda walata heduwaNo ratings yet
- Heat Treatment of SteelDocument51 pagesHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DNo ratings yet
- L8 Heat TreatmentsDocument20 pagesL8 Heat TreatmentsQIU QIUNo ratings yet
- Unit 2: Heat Treatment of Iron and SteelsDocument24 pagesUnit 2: Heat Treatment of Iron and SteelsRahul kumarNo ratings yet
- Heat TreatmentDocument8 pagesHeat TreatmentBaizura Mohd ZanNo ratings yet
- Unit III - Heat TreatmentDocument62 pagesUnit III - Heat TreatmentHarsha MallaNo ratings yet
- Materials Engg-4Document25 pagesMaterials Engg-4udayrajput253No ratings yet
- Manufacturing ProcessesDocument38 pagesManufacturing ProcessesSyed Waqar AhmedNo ratings yet
- Matreial Lab PDFDocument14 pagesMatreial Lab PDFNedaa AbboushiNo ratings yet
- ME8491 EMunit-2.4Document14 pagesME8491 EMunit-2.4Parameswara RajaNo ratings yet
- Heat Treatment of Carbon SteelDocument23 pagesHeat Treatment of Carbon SteelArielle Joyce de JesusNo ratings yet
- Casting FundamentalsDocument38 pagesCasting Fundamentalsbruceford028No ratings yet
- Matreial Lab: Dr. Morad EtierDocument14 pagesMatreial Lab: Dr. Morad EtierNedaa AbboushiNo ratings yet
- Heat Treatment of MetalsDocument14 pagesHeat Treatment of MetalsDawood AbdullahNo ratings yet
- L23-L25 Unit-IV Heat Treatment-1Document30 pagesL23-L25 Unit-IV Heat Treatment-1Sam JainNo ratings yet
- Lab 4 - Heat Treatment of Steels - Quenching & TemperingDocument14 pagesLab 4 - Heat Treatment of Steels - Quenching & TemperingSarah AkuteyNo ratings yet
- Heat Treatment ProcessesDocument4 pagesHeat Treatment ProcessesMuhammad Zohaib Ali100% (1)
- Lecture 04-CCT and TemperingDocument17 pagesLecture 04-CCT and TemperingRudy Dwi PrasetyoNo ratings yet
- CHAPTER - Heat Treatment 3rd Sem ManufacturingDocument11 pagesCHAPTER - Heat Treatment 3rd Sem Manufacturingkaranragav12No ratings yet
- Objectives of Heat TreatmentDocument6 pagesObjectives of Heat TreatmentAdaitaChowdhury100% (1)
- MS 18ME34 Notes Module 3Document23 pagesMS 18ME34 Notes Module 3SUNIL SWAMY SNo ratings yet
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuNo ratings yet
- Purposes and The Procedures For The Following Metal Heat TreatmentsDocument2 pagesPurposes and The Procedures For The Following Metal Heat TreatmentsAlliah Nicole CaraangNo ratings yet
- Lecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)Document64 pagesLecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)charmaineNo ratings yet
- Note CHP 3 Material Science 281 Uitm Em110Document40 pagesNote CHP 3 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- HEAT TREATMENT of SteelDocument33 pagesHEAT TREATMENT of Steelparamaguru vNo ratings yet
- 8-16 Metallurgy For Heat TreatmentDocument9 pages8-16 Metallurgy For Heat TreatmentvishalNo ratings yet
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerNo ratings yet
- Heat TreatmentDocument40 pagesHeat TreatmentFavour LawrenceNo ratings yet
- Heat Treatment PPTDocument20 pagesHeat Treatment PPTjacksparrow4583No ratings yet
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- Heat Treatment: Unit - 2Document75 pagesHeat Treatment: Unit - 2reza chamanfarNo ratings yet
- Heat TreatmentDocument7 pagesHeat TreatmentMangilal Ram100% (1)
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Heat Treatment of Steel PDFDocument8 pagesHeat Treatment of Steel PDFkaviatchennai100% (2)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Iso 1461 2009 en GalvanizingDocument8 pagesIso 1461 2009 en GalvanizingMohd Danish0% (1)
- Durgapur Steel Plant PDFDocument49 pagesDurgapur Steel Plant PDFApper kumariNo ratings yet
- Heat Treatment of MetalsDocument23 pagesHeat Treatment of MetalsKevin HeraldNo ratings yet
- Checklist For Economiser Element DrawingDocument2 pagesChecklist For Economiser Element DrawingRamalingam PrabhakaranNo ratings yet
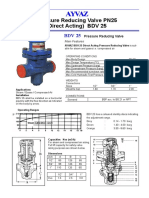
- 2 Valvula Reductora Presion Ayvaz BDV25 PDFDocument2 pages2 Valvula Reductora Presion Ayvaz BDV25 PDFjoaquin torrano veraNo ratings yet
- UNIT-II - Iron Carbon DiagramDocument17 pagesUNIT-II - Iron Carbon Diagramadityakarkera786No ratings yet
- ASTM A240-A240M-05aDocument12 pagesASTM A240-A240M-05aNadhiraNo ratings yet
- PC English 18 PDFDocument347 pagesPC English 18 PDFAnthony CurtisNo ratings yet
- DIN EN 12517-1: Deutsche NormDocument17 pagesDIN EN 12517-1: Deutsche Normmarcos crisostoNo ratings yet
- Öko Skin: Slat Wall Panels Made of Glassfibre Reinforced ConcreteDocument4 pagesÖko Skin: Slat Wall Panels Made of Glassfibre Reinforced ConcreteChristian HutterNo ratings yet
- Name of Work-Construction of Helipad at Natin Under Deposite Work of Civil Aviation DepartmentDocument22 pagesName of Work-Construction of Helipad at Natin Under Deposite Work of Civil Aviation DepartmentgauravNo ratings yet
- TG-X308L TG-X309L TG-X316L TG-X347 TG-X2209: Description and ApplicationDocument1 pageTG-X308L TG-X309L TG-X316L TG-X347 TG-X2209: Description and ApplicationV U P RaoNo ratings yet
- Chemical Composition Aluminium AlloyDocument4 pagesChemical Composition Aluminium AlloyQUALITY LABORATORYNo ratings yet
- ProValve Knife Gate ValveDocument12 pagesProValve Knife Gate ValveHarry HonchoNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- B.Arch Unit 3aDocument4 pagesB.Arch Unit 3arifath ahamedNo ratings yet
- Australian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesDocument7 pagesAustralian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesMoriyasu NguyenNo ratings yet
- P8AHEM4100Document9 pagesP8AHEM4100MarcoNo ratings yet
- Flexible Power TransmittingDocument8 pagesFlexible Power TransmittingLeo Mark Sevilla100% (1)
- NAS1921 Blind RivetDocument20 pagesNAS1921 Blind Rivetacparaujo100% (1)
- AISI 4340 (High CR, 0Document6 pagesAISI 4340 (High CR, 0hunter8080No ratings yet
- Street Light Concrete Foundation StandardDocument1 pageStreet Light Concrete Foundation StandardAsad KhanNo ratings yet
- Zinc Meatal PDFDocument5 pagesZinc Meatal PDFNinh TranNo ratings yet
- Gate Valve Butterfly Valve and Check Valve EditDocument4 pagesGate Valve Butterfly Valve and Check Valve EditDhimas IriantoNo ratings yet
- Belt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualDocument13 pagesBelt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualratheeshNo ratings yet
- L32-Diffusion Coating ProcessesDocument10 pagesL32-Diffusion Coating ProcessesdavidblessleyNo ratings yet
- Smithy: Applications of ForgingDocument8 pagesSmithy: Applications of Forginghuman kindNo ratings yet
- Chapter 1. Introduction To Manufacturing ProcessesDocument28 pagesChapter 1. Introduction To Manufacturing ProcessesHậu PhạmNo ratings yet
- Bearing and Linear Reference GuideDocument32 pagesBearing and Linear Reference GuideAnonymous H22sokhNo ratings yet