Download as ppt, pdf, or txt
You might also like
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- Section 11: Calculations Involving Chemicals in SolutionDocument15 pagesSection 11: Calculations Involving Chemicals in SolutionTravel UnlimitedNo ratings yet
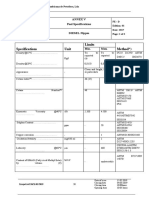
- Specifications Unit Limits Method ) : Annex V Fuel SpecificationsDocument3 pagesSpecifications Unit Limits Method ) : Annex V Fuel Specificationsbasharat121No ratings yet
- UAE-CSWIP Visual Welding Inspector Level 1 (3.0)Document2 pagesUAE-CSWIP Visual Welding Inspector Level 1 (3.0)adeoye_okunoyeNo ratings yet
- Magnetic Particle Testing. Presentation Krishnamoorthi. VDocument50 pagesMagnetic Particle Testing. Presentation Krishnamoorthi. VThe Engineers EDGE, CoimbatoreNo ratings yet
- Ultrasonic Testing (UT) : The Engineers Edge Institute of NDTDocument83 pagesUltrasonic Testing (UT) : The Engineers Edge Institute of NDTThe Engineers EDGE, CoimbatoreNo ratings yet
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 pagesCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Ahmed Hassan100% (1)
- AC 43.13-1B Section 5 Penetrant InspectionDocument8 pagesAC 43.13-1B Section 5 Penetrant Inspection320338100% (1)
- VT Procedure-Rev. 01Document9 pagesVT Procedure-Rev. 01Mohamed AttiaNo ratings yet
- Daily Points To Recall (Day 6) : 1. GeneralDocument4 pagesDaily Points To Recall (Day 6) : 1. GeneralMohammed ShakilNo ratings yet
- 117DP - Health, Safety & Environment in Petroleum Industry PDFDocument8 pages117DP - Health, Safety & Environment in Petroleum Industry PDFvenkiscribd444No ratings yet
- BGAS Grade1 Exam-1 To 5Document7 pagesBGAS Grade1 Exam-1 To 5Shamim AlamNo ratings yet
- Irc BrochureDocument8 pagesIrc BrochureMuhamed MahmoudNo ratings yet
- Dinesh PCN MultiDocument5 pagesDinesh PCN Multiqatar kingNo ratings yet
- Steam DrumDocument10 pagesSteam DrumMuhammad Abbas100% (1)
- PC 2569 Apcomin Industrial Rozc PrimerDocument3 pagesPC 2569 Apcomin Industrial Rozc PrimerAshishKumar RavalNo ratings yet
- Introduction Visual Testing (VT)Document6 pagesIntroduction Visual Testing (VT)Cepi Sindang KamulanNo ratings yet
- Liquid Penetrant TestingDocument22 pagesLiquid Penetrant TestingNishant SinghNo ratings yet
- RT KNOWLEDGE A To Z - by Javed Iqbal ASNT NDT Level II - RedactedDocument265 pagesRT KNOWLEDGE A To Z - by Javed Iqbal ASNT NDT Level II - Redactedkhattakrehman86550% (2)
- Day 1 ATC88Document41 pagesDay 1 ATC88Azhar GulzarNo ratings yet
- Welding Lectures 1-4Document68 pagesWelding Lectures 1-4ganeshNo ratings yet
- 10 - Destructive and Non-Destructive Tests Os WeldsDocument20 pages10 - Destructive and Non-Destructive Tests Os WeldsRamu Amara0% (1)
- Api Training ClasspptDocument57 pagesApi Training ClasspptDawood MehdiNo ratings yet
- Positive Material IdentificationDocument2 pagesPositive Material IdentificationGovindKrishnan100% (1)
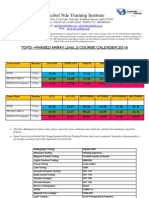
- TOFD - PA Course Schedule 2014Document1 pageTOFD - PA Course Schedule 2014Sangeeth.KpNo ratings yet
- Revision Questions Corrosion 131 Revision Questions Surface PreparationDocument3 pagesRevision Questions Corrosion 131 Revision Questions Surface PreparationHau LeNo ratings yet
- Mock Report PDFDocument22 pagesMock Report PDFArslan Zafar100% (1)
- TWI CSWIP Training Plan - Dynaquest Energy LimitedDocument2 pagesTWI CSWIP Training Plan - Dynaquest Energy LimitedAdeniyi100% (1)
- MR Zubair - NotesDocument39 pagesMR Zubair - NotesAnjali Singh100% (1)
- Welding of Pipelines and Related Facilities: Api Standard 1104 Nineteenth Edition, September 1999Document62 pagesWelding of Pipelines and Related Facilities: Api Standard 1104 Nineteenth Edition, September 1999Riki AkbarNo ratings yet
- Non Destructive TestingDocument182 pagesNon Destructive TestingAravindNo ratings yet
- Weld TestingDocument51 pagesWeld TestingYuki FongNo ratings yet
- Penetrant TestingDocument36 pagesPenetrant Testingkumarmm1234100% (1)
- Materials WQTDocument2 pagesMaterials WQTZohaib AnserNo ratings yet
- 11 TechCorr GWUTDocument52 pages11 TechCorr GWUTSefliadi StNo ratings yet
- Intro To NDTDocument61 pagesIntro To NDTzubairsarwar912No ratings yet
- Hardness TestDocument25 pagesHardness TestDeniThomasBoban100% (1)
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Brinell Hardness of Metallic Materials: Standard Test Method ForDocument32 pagesBrinell Hardness of Metallic Materials: Standard Test Method ForJeffersonCruzNo ratings yet
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Chapter 1 NDTDocument56 pagesChapter 1 NDTJohn Edward Quilang ObienaNo ratings yet
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethDocument54 pagesSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofNO ONENo ratings yet
- Weld Mech. QuestionsDocument4 pagesWeld Mech. QuestionservkslmNo ratings yet
- Difference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyDocument18 pagesDifference Between TOFD Vs PAUT: Mohd Siraj/Knowledge Resource/free To Share With AnybodyRahul DubeyNo ratings yet
- Ajay Dimri: (Certificate No - 84801.)Document8 pagesAjay Dimri: (Certificate No - 84801.)muhammadazharNo ratings yet
- Demagnetization: BSS Non Destructive Testing PVT - LTDDocument18 pagesDemagnetization: BSS Non Destructive Testing PVT - LTDSANU100% (1)
- Plate Sample 6H Cap: Welding Process MMA (SMAW)Document1 pagePlate Sample 6H Cap: Welding Process MMA (SMAW)vibinkumars@gmail.comNo ratings yet
- Certified Welding Inspector QA QC in USA Resume Matthew MerketDocument3 pagesCertified Welding Inspector QA QC in USA Resume Matthew MerketMatthewMerketNo ratings yet
- Lesson 15 SectionVDocument157 pagesLesson 15 SectionVAhmed shabanNo ratings yet
- Visual TestingDocument1 pageVisual TestingAnonymous GE8mQqxNo ratings yet
- General Mechanical Questions (JGM Comments Incorp)Document13 pagesGeneral Mechanical Questions (JGM Comments Incorp)mohamed elmasryNo ratings yet
- 2018 Sea Cswip Course Exam FeeDocument4 pages2018 Sea Cswip Course Exam FeeAmar MohammedNo ratings yet
- V750 Vacuum Box: SilverwingDocument4 pagesV750 Vacuum Box: SilverwingPrakashNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Penetrant Testing: NDT MethodDocument41 pagesPenetrant Testing: NDT Methodravindra_jivani100% (3)
- Quiz PT Level IDocument11 pagesQuiz PT Level IReinaldo OrejuelaNo ratings yet
- NDT - Unit 2Document30 pagesNDT - Unit 2Pratap KumarNo ratings yet
- Lesson Three: Surface Preparation and Penetrant ApplicationDocument14 pagesLesson Three: Surface Preparation and Penetrant ApplicationAnonymous j3PiA3xNo ratings yet
- Liquid Penetrant Level 3Document145 pagesLiquid Penetrant Level 3Ameem TariqNo ratings yet
- Mechanics of Composite Material Full NotesDocument274 pagesMechanics of Composite Material Full NotesThe Engineers EDGE, CoimbatoreNo ratings yet
- Weldability of SteelsDocument30 pagesWeldability of SteelsThe Engineers EDGE, CoimbatoreNo ratings yet
- Profile For The Engineers EDGE Institute of NDT-CBEDocument4 pagesProfile For The Engineers EDGE Institute of NDT-CBEThe Engineers EDGE, CoimbatoreNo ratings yet
- The 9 Core Elements of A Quality Management SystemDocument8 pagesThe 9 Core Elements of A Quality Management SystemThe Engineers EDGE, CoimbatoreNo ratings yet
- The 9 Core Elements of A Quality Management SystemDocument8 pagesThe 9 Core Elements of A Quality Management SystemThe Engineers EDGE, CoimbatoreNo ratings yet
- A Definition of The Term "Procedure"?Document7 pagesA Definition of The Term "Procedure"?The Engineers EDGE, CoimbatoreNo ratings yet
- Metal PropertiesDocument17 pagesMetal PropertiesThe Engineers EDGE, CoimbatoreNo ratings yet
- Weld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsDocument59 pagesWeld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsThe Engineers EDGE, CoimbatoreNo ratings yet
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDocument19 pagesA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNo ratings yet
- Piping and Instrumentation Diagram (P&id)Document95 pagesPiping and Instrumentation Diagram (P&id)The Engineers EDGE, CoimbatoreNo ratings yet
- Codes, Standards &specificationsDocument46 pagesCodes, Standards &specificationsThe Engineers EDGE, CoimbatoreNo ratings yet
- Magnetic Particle Testing. Presentation Krishnamoorthi. VDocument50 pagesMagnetic Particle Testing. Presentation Krishnamoorthi. VThe Engineers EDGE, CoimbatoreNo ratings yet
- Simple Descriptions of ValvesDocument46 pagesSimple Descriptions of ValvesThe Engineers EDGE, CoimbatoreNo ratings yet
- Radiographic Testing.Document99 pagesRadiographic Testing.The Engineers EDGE, Coimbatore0% (1)
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Tungsten Inert Gas Welding (TIG)Document8 pagesTungsten Inert Gas Welding (TIG)The Engineers EDGE, CoimbatoreNo ratings yet
- GMAWDocument14 pagesGMAWThe Engineers EDGE, CoimbatoreNo ratings yet
- APPRECIATION TO NDT (All NDT Methods)Document162 pagesAPPRECIATION TO NDT (All NDT Methods)The Engineers EDGE, CoimbatoreNo ratings yet
- Ultrasonic Testing (UT) : The Engineers Edge Institute of NDTDocument83 pagesUltrasonic Testing (UT) : The Engineers Edge Institute of NDTThe Engineers EDGE, CoimbatoreNo ratings yet
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- Flanges & Flanges TypesDocument17 pagesFlanges & Flanges TypesThe Engineers EDGE, CoimbatoreNo ratings yet
- ComputationalModeltodesignplasticmulti LayerfilmsDocument30 pagesComputationalModeltodesignplasticmulti LayerfilmsNongluck SaengsririNo ratings yet
- CSSD Floor Wall Celing MaterialDocument4 pagesCSSD Floor Wall Celing MaterialPranali MhatreNo ratings yet
- Anuonye Chidiebube Seminar 2Document31 pagesAnuonye Chidiebube Seminar 2Nwachukwu MunachiNo ratings yet
- The Journal of Supercritical FluidsDocument11 pagesThe Journal of Supercritical FluidsẢfnì Ădrỉànâ SịnãgăNo ratings yet
- Message From Dr. Akira YoshinoDocument5 pagesMessage From Dr. Akira Yoshino123 456No ratings yet
- LAB: Concentration and Enzyme Rate: ObservationsDocument2 pagesLAB: Concentration and Enzyme Rate: ObservationsAbbey HeNo ratings yet
- Ajol File Journals - 374 - Articles - 239185 - Submission - Proof - 239185 4465 576579 1 10 20221231Document6 pagesAjol File Journals - 374 - Articles - 239185 - Submission - Proof - 239185 4465 576579 1 10 20221231Brian ChitemereNo ratings yet
- Prelim Yearly Kiss NotesDocument83 pagesPrelim Yearly Kiss NotesPercy Jack100% (1)
- FL Owofcommuni Cat I On: 1. I Nanor Gani Zat I On, Communi Cat I Onf L Owsi N4mai Ndi R Ect I Ons-2. Downwar D 3. Upwar DDocument20 pagesFL Owofcommuni Cat I On: 1. I Nanor Gani Zat I On, Communi Cat I Onf L Owsi N4mai Ndi R Ect I Ons-2. Downwar D 3. Upwar DAlokNo ratings yet
- Literature Review On Food PackagingDocument4 pagesLiterature Review On Food Packagingc5rf85jq100% (2)
- Cambridge IGCSE: Chemistry 0620/63Document12 pagesCambridge IGCSE: Chemistry 0620/63Rishabh RaoNo ratings yet
- Surface Acetylation Cellulose NanocrystalDocument9 pagesSurface Acetylation Cellulose NanocrystalPim NavaNo ratings yet
- Mold Flow Analysis & Injection Mold Tool of Plastic ModelDocument9 pagesMold Flow Analysis & Injection Mold Tool of Plastic ModelDhika PurnomoNo ratings yet
- Experimental Investigation of Volume Change Behavior of As Well inDocument202 pagesExperimental Investigation of Volume Change Behavior of As Well inAbdimajid AliNo ratings yet
- ME 40 Thermodynamics PDFDocument3 pagesME 40 Thermodynamics PDFkakiNo ratings yet
- Journal of Controlled Release: Review ArticleDocument11 pagesJournal of Controlled Release: Review ArticleSuman SahaNo ratings yet
- The Forensic Use of Chemiluminescence and LuminolDocument33 pagesThe Forensic Use of Chemiluminescence and Luminolmacvia.eu100% (6)
- Flooring & CoatingsDocument12 pagesFlooring & CoatingsKetaki HallurNo ratings yet
- Jis G 4805 Seamless Pipe High Carbon Chromium Bearing Steel PipeDocument12 pagesJis G 4805 Seamless Pipe High Carbon Chromium Bearing Steel PipeGerardo Emmanuel Romana BrianoNo ratings yet
- Air Entrainment and ConcreteDocument6 pagesAir Entrainment and Concretealbert limantonoNo ratings yet
- 12 - sch0901d - More Practice With Gas Laws Key PDFDocument6 pages12 - sch0901d - More Practice With Gas Laws Key PDFMiguel NamionNo ratings yet
- ASTM E45-18 Standard Test Methods For Determining The Inclusion Content of SteelDocument19 pagesASTM E45-18 Standard Test Methods For Determining The Inclusion Content of SteelCan ERTANNo ratings yet
- The Hydrogen Molecule Ion H2+Document5 pagesThe Hydrogen Molecule Ion H2+pappuNo ratings yet
- JVB 040-2022 - 05Document25 pagesJVB 040-2022 - 05Manuel RuizNo ratings yet
- PeptidemappingDocument17 pagesPeptidemapping01Syafira Khairunissa MNo ratings yet
- 1434621930963-C&W Corrosion Repairs PDFDocument103 pages1434621930963-C&W Corrosion Repairs PDFclementNo ratings yet
- Mixture/: Teacher-Made Learner's Home TaskDocument4 pagesMixture/: Teacher-Made Learner's Home TaskCarissa Mae CañeteNo ratings yet
- Ashadeep Iit: Answer The Following Questions (1) 2)Document2 pagesAshadeep Iit: Answer The Following Questions (1) 2)Purab PatelNo ratings yet