Download as pptx, pdf, or txt
You might also like
- Full Download Solution Manual For Logistics Engineering Management 6 e 6th Edition Benjamin S Blanchard PDF Full ChapterDocument36 pagesFull Download Solution Manual For Logistics Engineering Management 6 e 6th Edition Benjamin S Blanchard PDF Full Chapterhabiletisane1y8k100% (24)
- L4M1 Scope and Influence of Procurement and SupplyDocument4 pagesL4M1 Scope and Influence of Procurement and SupplyA K100% (1)
- Wood SynergyDocument2 pagesWood SynergyManoj Joseph0% (1)
- F. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7Document6 pagesF. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7payalkhndlwlNo ratings yet
- 09 Product Process MatrixDocument15 pages09 Product Process MatrixAnkita BajpaiNo ratings yet
- Lean Production: Week 6: Cellular ManufacturingDocument38 pagesLean Production: Week 6: Cellular ManufacturingQuynh Chau TranNo ratings yet
- Discrete Vs Repetitive Vs Process Industry in SAP PP - SAP BlogsDocument9 pagesDiscrete Vs Repetitive Vs Process Industry in SAP PP - SAP BlogsVigneshNo ratings yet
- Just in TimeDocument28 pagesJust in TimePoornima KesavanNo ratings yet
- Value Chain Analysis P & G Pizza HutDocument2 pagesValue Chain Analysis P & G Pizza Hutdinesh JainNo ratings yet
- Beer Game Instructions PDFDocument6 pagesBeer Game Instructions PDFRanggaAryaWardanaNo ratings yet
- DesignDocument35 pagesDesignbamneakashfunNo ratings yet
- 1.3 Evolution of Management Accounting - Part 3Document31 pages1.3 Evolution of Management Accounting - Part 3Dabbie JoyNo ratings yet
- Production Operations Management: Process StrategyDocument30 pagesProduction Operations Management: Process StrategyMUHAMMAD HAMZA IRSHADNo ratings yet
- 1 - M335 IntroductionDocument48 pages1 - M335 IntroductionOmar AhmedNo ratings yet
- Erp PM Assignment 2 by Shariq Ahmed Khan 58549Document3 pagesErp PM Assignment 2 by Shariq Ahmed Khan 58549Shariq Ahmed Khan 0332 : Alnoor SocietyNo ratings yet
- 04 - Push Pull StrategiesDocument22 pages04 - Push Pull StrategiesDiack TchicayaNo ratings yet
- Final JITDocument39 pagesFinal JITAmir RazaqNo ratings yet
- MDP SCM Overview1Document21 pagesMDP SCM Overview1api-3750011No ratings yet
- BMCG2323 CHP 1 Introduction To ManufacturingDocument43 pagesBMCG2323 CHP 1 Introduction To ManufacturingMuhd ShaddetnyNo ratings yet
- Oprsn ProcessDocument46 pagesOprsn ProcessMayank DagaNo ratings yet
- Technology & Operations Management: Process StrategiesDocument35 pagesTechnology & Operations Management: Process StrategiesMUHAMMAD AHSENNo ratings yet
- FET 9 Types of ProductionDocument18 pagesFET 9 Types of ProductionRoshanRSVNo ratings yet
- Chap 6 Process Strategies and Capacity PlanningDocument27 pagesChap 6 Process Strategies and Capacity PlanningSoleha SaariNo ratings yet
- Chapter 4 Process Planning-1Document24 pagesChapter 4 Process Planning-1nescafe okNo ratings yet
- Process DesignDocument64 pagesProcess DesignahyaniluthfianasariNo ratings yet
- Introduction To ManufacturingDocument48 pagesIntroduction To ManufacturingSyakir ImanNo ratings yet
- Contemporary Issues and The Impact of Technology On Management AccountingDocument30 pagesContemporary Issues and The Impact of Technology On Management Accountingaiman afiqNo ratings yet
- Process Strategy: Prof. Debadyuti Das FMS, DuDocument23 pagesProcess Strategy: Prof. Debadyuti Das FMS, DuKanupriya ChaturvediNo ratings yet
- Chap 4-Process StrategyDocument42 pagesChap 4-Process StrategyTrang QuynhNo ratings yet
- Chap 7 - Process StrategyDocument51 pagesChap 7 - Process StrategyÁnh LêNo ratings yet
- Organizing KnowledgesDocument10 pagesOrganizing Knowledgesmariia.simchuk.frNo ratings yet
- ETOMan White PaperDocument2 pagesETOMan White Papermsdandage10No ratings yet
- Just in TimeDocument56 pagesJust in TimeJuvi CruzNo ratings yet
- Process Characteristics: Variety FlowDocument38 pagesProcess Characteristics: Variety Flowpranjali shindeNo ratings yet
- 8295780Document34 pages8295780Tong BbmNo ratings yet
- Managing Operational Excellence: Prof Padmanav AcharyaDocument21 pagesManaging Operational Excellence: Prof Padmanav Acharyachandrajeet singhNo ratings yet
- Chapter 11 (MRP) 1Document39 pagesChapter 11 (MRP) 1VeilNo ratings yet
- AXUG - Best PracticesDocument57 pagesAXUG - Best PracticesNarra Venkata KrishnaNo ratings yet
- Chapter 5 Process Selection NewDocument17 pagesChapter 5 Process Selection NewRedae AlemayehuNo ratings yet
- Tipos de Procesos de TransformaciónDocument9 pagesTipos de Procesos de TransformaciónBryan Montes ArceNo ratings yet
- What's The Difference Between Discrete and Process Manufacturing?Document5 pagesWhat's The Difference Between Discrete and Process Manufacturing?Quang HuyNo ratings yet
- What's The Difference Between Discrete and Process Manufacturing?Document5 pagesWhat's The Difference Between Discrete and Process Manufacturing?Quang HuyNo ratings yet
- Inventory ManagementDocument39 pagesInventory ManagementNaomi KangNo ratings yet
- Chapter 3 - Process TechnologyDocument13 pagesChapter 3 - Process TechnologyVo Thanh Hang (FGW DN)No ratings yet
- 1-BMCG2323 Introduction To ManufacturingDocument56 pages1-BMCG2323 Introduction To Manufacturinghemarubini96100% (1)
- Material Requirement PlanningDocument42 pagesMaterial Requirement PlanningBinodini SenNo ratings yet
- Supply Chain Applications: - Process StrategyDocument54 pagesSupply Chain Applications: - Process StrategyUsman GhaniNo ratings yet
- Production Planning: Customer Perspective Supplier PerspectiveDocument3 pagesProduction Planning: Customer Perspective Supplier Perspectiveadammajidi29No ratings yet
- Planning & Construction LecturesDocument71 pagesPlanning & Construction Lecturesrahabmmmm2No ratings yet
- MRPDocument43 pagesMRPTariku AbateNo ratings yet
- Operation ManagementDocument6 pagesOperation ManagementWinter NaiNo ratings yet
- Layout: in A Mass Customisation, Short Lead Time Environment, Layouts Need To HaveDocument22 pagesLayout: in A Mass Customisation, Short Lead Time Environment, Layouts Need To HaveMuhammadNo ratings yet
- Process Selection and LayoutDocument19 pagesProcess Selection and LayoutSatish RAjNo ratings yet
- L5 InventoryDocument52 pagesL5 InventoryYến Hải ĐoànNo ratings yet
- Pertemuan 1 PPCDocument34 pagesPertemuan 1 PPCFebrizal HavisNo ratings yet
- SAP PP Training Material: ConfidentialDocument13 pagesSAP PP Training Material: ConfidentialMahesh Kamdey100% (1)
- Plant LayoutDocument17 pagesPlant LayoutChintan GosarNo ratings yet
- OSCM Notes Unit - 2Document17 pagesOSCM Notes Unit - 2Shubham Argade100% (1)
- Group 9 PPT - Material Requirements Planning (MRP) - CompressedDocument62 pagesGroup 9 PPT - Material Requirements Planning (MRP) - Compressed32MJI Made Angga Dwipaguna MudithaNo ratings yet
- Lec - Process StategyDocument35 pagesLec - Process Stategysagar awasthiNo ratings yet
- SIPOC Template - DetailedDocument2 pagesSIPOC Template - DetailedNazmul HassanNo ratings yet
- Prod. Planning and Inventory BriefDocument25 pagesProd. Planning and Inventory BriefFrank KyandoNo ratings yet
- Welcome: Consumed at EaseDocument42 pagesWelcome: Consumed at Easekabhaskar2130No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- MLC 2016 - Basic CI Program, C. TheisenDocument62 pagesMLC 2016 - Basic CI Program, C. TheisenA KNo ratings yet
- An Introduction To LeanDocument4 pagesAn Introduction To LeanA KNo ratings yet
- PDM 2017 Feb 22 CertificationsDocument45 pagesPDM 2017 Feb 22 CertificationsA KNo ratings yet
- Supply Chain Management Open Innovation: Virtual Integration in The Network Logistics SystemDocument21 pagesSupply Chain Management Open Innovation: Virtual Integration in The Network Logistics SystemA KNo ratings yet
- APCL Mapping Document L4M3: Commercial ContractingDocument2 pagesAPCL Mapping Document L4M3: Commercial ContractingA KNo ratings yet
- 2011 JHLSCM FirstDocument15 pages2011 JHLSCM FirstA KNo ratings yet
- Practitioner Perspectives On Supply Chain Management and LogisticsDocument8 pagesPractitioner Perspectives On Supply Chain Management and LogisticsA KNo ratings yet
- Supply Chain Management (SCM) : Lisa Smith, MBA, CPSMDocument18 pagesSupply Chain Management (SCM) : Lisa Smith, MBA, CPSMA KNo ratings yet
- Supply Chain ManagementDocument21 pagesSupply Chain ManagementA KNo ratings yet
- Problem Solving WorksheetDocument4 pagesProblem Solving WorksheetA KNo ratings yet
- CITLP 2020 Material Pages 430-458Document29 pagesCITLP 2020 Material Pages 430-458A KNo ratings yet
- CITLP 2020 Material Pages 459-479Document21 pagesCITLP 2020 Material Pages 459-479A KNo ratings yet
- CITLP 2020 Material Pages 121-252Document32 pagesCITLP 2020 Material Pages 121-252A KNo ratings yet
- Mini Course Supply Chain Op Tim IzationDocument28 pagesMini Course Supply Chain Op Tim IzationA KNo ratings yet
- CITLP 2020 Material Pages 253-334 2Document82 pagesCITLP 2020 Material Pages 253-334 2A KNo ratings yet
- CITLP 2020 Material Pages 1-17Document17 pagesCITLP 2020 Material Pages 1-17A KNo ratings yet
- CITLP 2020 Material Pages 38-76Document39 pagesCITLP 2020 Material Pages 38-76A KNo ratings yet
- CITLP 2020 Material Pages 18-37Document20 pagesCITLP 2020 Material Pages 18-37A KNo ratings yet
- Session 3 - Demand MNGMT & ForecastingDocument39 pagesSession 3 - Demand MNGMT & ForecastingA KNo ratings yet
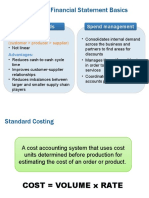
- Accounting and Financial Statement BasicsDocument5 pagesAccounting and Financial Statement BasicsA KNo ratings yet
- Terms Conditions Time Technoplast LTD 22 July 2020Document7 pagesTerms Conditions Time Technoplast LTD 22 July 2020Etrans 9No ratings yet
- Sales & Operations Planning: An Exploratory Study and FrameworkDocument46 pagesSales & Operations Planning: An Exploratory Study and Frameworkranga.ramanNo ratings yet
- Chapter - 1: 1.1 Introduction To Asian Paints LTDDocument97 pagesChapter - 1: 1.1 Introduction To Asian Paints LTDSingh ManpreetNo ratings yet
- Review of Industrial Deployment of Multi-Agent SystemsDocument24 pagesReview of Industrial Deployment of Multi-Agent SystemsVasant RaghavNo ratings yet
- Ch-05 Material Inventory Controls (Online Class)Document6 pagesCh-05 Material Inventory Controls (Online Class)shayan zamanNo ratings yet
- Supply Chain Management: Instruction To CandidatesDocument2 pagesSupply Chain Management: Instruction To CandidatesAlex MuhweziNo ratings yet
- Business Environment: SVKM'S Nmims School of Law Navi MumbaiDocument17 pagesBusiness Environment: SVKM'S Nmims School of Law Navi MumbaiLavanyaa AneeNo ratings yet
- Book Summary - Assignment - Wycliffe - Okelo (200447259)Document33 pagesBook Summary - Assignment - Wycliffe - Okelo (200447259)Wycliffe OkeloNo ratings yet
- FedEx Organization 1 (1) 1Document17 pagesFedEx Organization 1 (1) 1Nisha AnwarNo ratings yet
- Chapter - 02 LogisticsDocument13 pagesChapter - 02 LogisticsTracy Van TangonanNo ratings yet
- Chapter - 07 LogisticsDocument14 pagesChapter - 07 LogisticsTracy Van TangonanNo ratings yet
- How To Survive Sap S4 2023-12-21Document24 pagesHow To Survive Sap S4 2023-12-21chadhakaran18No ratings yet
- Gizmoz Study CaseDocument4 pagesGizmoz Study CaseInge Monica100% (1)
- Theoretical Framework and Hypothesis DevelopmentDocument2 pagesTheoretical Framework and Hypothesis DevelopmentGrace MarasiganNo ratings yet
- What Is A Purchase Requisition FormDocument4 pagesWhat Is A Purchase Requisition FormShaliniNo ratings yet
- Nike Finals Erp Implementation 120549747734470 3Document23 pagesNike Finals Erp Implementation 120549747734470 3Shashank NagraleNo ratings yet
- Theory of FirmDocument24 pagesTheory of FirmMuntaquir HasnainNo ratings yet
- Active Ingredient Management and Batch BalancingDocument24 pagesActive Ingredient Management and Batch Balancingmrivo100% (1)
- Jit and Lean ProductionDocument31 pagesJit and Lean ProductionabdakbarNo ratings yet
- Supply Chain Management - Future Trends. Prihor AdinaDocument11 pagesSupply Chain Management - Future Trends. Prihor AdinaAdinaOanaPrihor100% (2)
- Project - We Like: Presenting:-Mr. Swapnil Karade Admission Number: - HPG D/JA20/1172Document50 pagesProject - We Like: Presenting:-Mr. Swapnil Karade Admission Number: - HPG D/JA20/1172swapnil karadeNo ratings yet
- Vanning Report FormatDocument1 pageVanning Report FormatThiyagarajah SubbiahNo ratings yet
- Supply Chain ManagementDocument5 pagesSupply Chain ManagementSwarnim DobwalNo ratings yet
- Analysis of Retailer's Coping Style After Epidemic - Based On IKEA's Coping StyleDocument8 pagesAnalysis of Retailer's Coping Style After Epidemic - Based On IKEA's Coping StyleYiting GuNo ratings yet
- SAP BI Business Intelligence Outline 2014Document6 pagesSAP BI Business Intelligence Outline 2014cooliliaNo ratings yet
- 288 33 Powerpoint Slides Chapter 16 Global Operations Supply Chain ManagementDocument51 pages288 33 Powerpoint Slides Chapter 16 Global Operations Supply Chain ManagementSachin MishraNo ratings yet