
Hurdle Technology Presentation
Hurdle Technology Presentation
You might also like
- 3.3 PFPP-Lab ManualDocument28 pages3.3 PFPP-Lab ManualSB TEKNo ratings yet
- Statement From Head of School John McWilliamsDocument5 pagesStatement From Head of School John McWilliamsMontgomery AdvertiserNo ratings yet
- Lumber Case ModelDocument6 pagesLumber Case ModeltheonlypaulNo ratings yet
- Acharya NG Ranga Agricultural University Food Chemistry of Macro-Nutrients Notes PDFDocument99 pagesAcharya NG Ranga Agricultural University Food Chemistry of Macro-Nutrients Notes PDFGowthami MarreddyNo ratings yet
- Food Safety NewDocument19 pagesFood Safety NewNorazura Mikey100% (1)
- 3.1.1.introduction Food PreservationDocument39 pages3.1.1.introduction Food PreservationFefin IriantiNo ratings yet
- Starter Cultures in Food ProductionFrom EverandStarter Cultures in Food ProductionBarbara SperanzaNo ratings yet
- Food Preservation by Hurdle TechnologyDocument6 pagesFood Preservation by Hurdle TechnologyAndrea Atréju ArdidicoreNo ratings yet
- Food Packaging: B.Tech (Food Technology)Document107 pagesFood Packaging: B.Tech (Food Technology)Naveen100% (1)
- BlanchingDocument22 pagesBlanchingKOWSHALYA M 15BBT029100% (1)
- Introduction To Food AnalysisDocument26 pagesIntroduction To Food AnalysisBIVIANA LUCERO AQUINO GOMEZNo ratings yet
- Product Development SlidesDocument187 pagesProduct Development SlidesNAMANYA ASA MUHOOZINo ratings yet
- Assam Fso SyllabusDocument17 pagesAssam Fso Syllabussikadwa13No ratings yet
- AsepticpackagingDocument23 pagesAsepticpackagingSwarupa LimayeNo ratings yet
- FST 658 FPD Product Development PDFDocument80 pagesFST 658 FPD Product Development PDFAzrin HalizaNo ratings yet
- Food AnalaysisDocument174 pagesFood AnalaysisJeylan Feki100% (2)
- Fruits, Vegetables and Agro-Processing IndustriesDocument15 pagesFruits, Vegetables and Agro-Processing IndustriesSALONI GOYALNo ratings yet
- Food SpoilageDocument13 pagesFood SpoilageKrithishNo ratings yet
- Stabilization of BranDocument14 pagesStabilization of BranayshaambadiNo ratings yet
- Hurdle TechnologyDocument7 pagesHurdle TechnologyKeerthi PNo ratings yet
- Meat Color University of SaskatchewanDocument4 pagesMeat Color University of SaskatchewanLenin LeivaNo ratings yet
- Osmotic Dehydration QuizDocument7 pagesOsmotic Dehydration QuizTamizh TamizhNo ratings yet
- AZG 3 - Moisture Analysis - PPTDocument21 pagesAZG 3 - Moisture Analysis - PPTAs Syaffa Amalia100% (1)
- 04 Moisture AnalysisDocument6 pages04 Moisture AnalysisMelati Aprilani100% (2)
- Minimally Processed ProductsDocument3 pagesMinimally Processed ProductsOliver TalipNo ratings yet
- Food ScienceDocument9 pagesFood ScienceTabasum BhatNo ratings yet
- Dietary Assessment Food RecordDocument9 pagesDietary Assessment Food RecordErfiFauziyaNo ratings yet
- Hurdle TechnologyDocument21 pagesHurdle TechnologyPallaviNo ratings yet
- Lecture 2 Emerging Technologies in Food Processing MeatDocument22 pagesLecture 2 Emerging Technologies in Food Processing MeatAyesha MunawarNo ratings yet
- Practical Manual: Food Adulteration Prof J.N. SenguptaDocument10 pagesPractical Manual: Food Adulteration Prof J.N. SenguptajnsenguptaNo ratings yet
- Sulphuring and Sulphiting: PretretmentsDocument3 pagesSulphuring and Sulphiting: PretretmentsmradojcinNo ratings yet
- Non Thermal Preservation TechniquesDocument44 pagesNon Thermal Preservation TechniqueslakshmijayasriNo ratings yet
- Fd7103 Food Processing and PreservationDocument1 pageFd7103 Food Processing and PreservationKevinXavier0% (1)
- Wheat Milling and Baking Technology Foodkida-1Document8 pagesWheat Milling and Baking Technology Foodkida-1Sumit KumarNo ratings yet
- CH # 10 Classification of FoodDocument3 pagesCH # 10 Classification of FoodUsman AhmadNo ratings yet
- Retort TechnologyDocument9 pagesRetort Technologysathwik sirigineediNo ratings yet
- New Technologies in Paneer MakingDocument6 pagesNew Technologies in Paneer MakingAnur SinglaNo ratings yet
- High Pressure Processing Power Point PresentationsDocument21 pagesHigh Pressure Processing Power Point PresentationsMadhu Shalini100% (1)
- BlanchingDocument35 pagesBlanchingromiifreeNo ratings yet
- The Frying Process: Università Degli Studi Di ParmaDocument13 pagesThe Frying Process: Università Degli Studi Di ParmarinthusNo ratings yet
- CEREALS PPT 72Document72 pagesCEREALS PPT 72Raifa FathimaNo ratings yet
- Food Microbiology ScopeDocument2 pagesFood Microbiology ScopeProbioticsAnywhere50% (2)
- Unit Operations in Food ProcessingDocument5 pagesUnit Operations in Food ProcessingMac JeffersonNo ratings yet
- Biochemical Changes Associated With The Processing of FoodsDocument4 pagesBiochemical Changes Associated With The Processing of FoodsAdapa Prabhakara GandhiNo ratings yet
- Introduction To Food AnalysisDocument52 pagesIntroduction To Food Analysisjm luNo ratings yet
- CarbohyratesDocument47 pagesCarbohyratesEdward SiddiquiNo ratings yet
- Heat Transfer in Food ProcessingDocument11 pagesHeat Transfer in Food ProcessingIntan Mulia Rahayu100% (1)
- Sterilization of Milk 1Document30 pagesSterilization of Milk 1Diona mariya100% (1)
- Lecture Notes Osmotic DehydrationDocument11 pagesLecture Notes Osmotic DehydrationJasvir Mann100% (1)
- K01582 - 20180302121452 - Lab ManualDocument32 pagesK01582 - 20180302121452 - Lab ManualNur Hana SyamsulNo ratings yet
- Low Temperature Food PreservationDocument23 pagesLow Temperature Food PreservationNishant Raj100% (1)
- Food PreservationDocument5 pagesFood PreservationUmarani Mohanasundaram0% (1)
- Causative Factors For Food Quality DeteriorationDocument42 pagesCausative Factors For Food Quality DeteriorationMadhu ShaliniNo ratings yet
- Preservation by High TemperatureDocument21 pagesPreservation by High TemperatureDr-Uadal Singh100% (1)
- Post Graduate Diploma IN Bakery Science and TechnologyDocument73 pagesPost Graduate Diploma IN Bakery Science and TechnologyBuddhika HidurangalaNo ratings yet
- UNIT - IV 1. Processing of Fats and OilsDocument12 pagesUNIT - IV 1. Processing of Fats and OilsHumera AdsNo ratings yet
- Determination of Total Fat and Free Fat ContentDocument13 pagesDetermination of Total Fat and Free Fat ContentCesar Augusto Torres LinaresNo ratings yet
- Retort TechnologyDocument3 pagesRetort TechnologySamir YeshvikarNo ratings yet
- Food Rheology: (Based On The Rheological Properties of Food)Document15 pagesFood Rheology: (Based On The Rheological Properties of Food)Goutham RevuruNo ratings yet
- ,,,cereal Technology - Group-5Document42 pages,,,cereal Technology - Group-5Mehwish Butt100% (1)
- Pests of Field Crops and Pastures: Identification and ControlFrom EverandPests of Field Crops and Pastures: Identification and ControlPT BaileyNo ratings yet
- The History of The Big Bang TheoryDocument6 pagesThe History of The Big Bang Theorymay ann dimaanoNo ratings yet
- Livebook ACBDocument420 pagesLivebook ACBShubhangi JagtapNo ratings yet
- URL #Flushyourmeds Scott BarryDocument8 pagesURL #Flushyourmeds Scott Barryurl-flushyourmedsNo ratings yet
- Nine Day Novena of The Holy Face of JesusDocument25 pagesNine Day Novena of The Holy Face of Jesusangutoko benard100% (2)
- Barron's Bigbook Special WordDocument123 pagesBarron's Bigbook Special WordArif Al MamunNo ratings yet
- Lecture 6Document32 pagesLecture 6Nilesh PanchalNo ratings yet
- Dokumen - Tips - Diagnostic Test Mapeh 10Document4 pagesDokumen - Tips - Diagnostic Test Mapeh 10charry ruayaNo ratings yet
- Mother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorDocument12 pagesMother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorMichelle PajueloNo ratings yet
- Over The Counter MedicinesDocument3 pagesOver The Counter MedicinesJhun Echipare100% (3)
- Anti-A, Anti-B o Anti-AB: MonoclonalDocument4 pagesAnti-A, Anti-B o Anti-AB: Monoclonalkonan iqNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- Heterocyclic Aromatic CompoundsDocument67 pagesHeterocyclic Aromatic CompoundsTuyenHHC100% (1)
- Blue Bead McqsDocument11 pagesBlue Bead Mcqsanu minochaNo ratings yet
- It's A Safe World After All : TÜV FS EngineerDocument5 pagesIt's A Safe World After All : TÜV FS Engineerizadi1979No ratings yet
- G10 1st PERIODICAL TEST MAPEH10 TQDocument5 pagesG10 1st PERIODICAL TEST MAPEH10 TQMaricel LajeraNo ratings yet
- Automatic Control Basic Course: Exercises 2021Document124 pagesAutomatic Control Basic Course: Exercises 2021Duc-Duy Pham NguyenNo ratings yet
- Why Aws Is Even Better With CloudcheckrDocument7 pagesWhy Aws Is Even Better With CloudcheckrPardha SaradhiNo ratings yet
- CHINT Installation Operation Manual For Inverter of 50-60KTLDocument98 pagesCHINT Installation Operation Manual For Inverter of 50-60KTLr.pimentel.souzaNo ratings yet
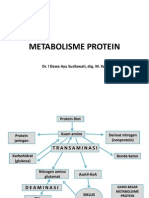
- Metabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesDocument31 pagesMetabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesMelisa Novitasari100% (2)
- Feasibility of Screening For Preschool Behavioral and Emotional Problems in Primary Care Using The Early Childhood Screening AssessmentDocument9 pagesFeasibility of Screening For Preschool Behavioral and Emotional Problems in Primary Care Using The Early Childhood Screening AssessmentAhmed RamzyNo ratings yet
- Cavitation Models in PIPENETDocument3 pagesCavitation Models in PIPENETSamarth PawarNo ratings yet
- Notes-Nutrition in PlantsDocument3 pagesNotes-Nutrition in PlantsADHIL MOHAMMEDNo ratings yet
- Discard ManagementDocument9 pagesDiscard ManagementDevvrath SinghNo ratings yet
- PCB HandlingDocument8 pagesPCB HandlingscanlonlNo ratings yet
- Materials Chemistry A: Journal ofDocument7 pagesMaterials Chemistry A: Journal ofFamiloni LayoNo ratings yet
- Seed Extraction MethodsDocument3 pagesSeed Extraction MethodsPreetam NayakNo ratings yet
- Assessment of Antioxidant Capacity For Scavenging Free Radicals in Vitro A Rational Basis and Practical ApplicationDocument11 pagesAssessment of Antioxidant Capacity For Scavenging Free Radicals in Vitro A Rational Basis and Practical Applicationngoclien93No ratings yet























































































Download as pptx, pdf, or txt
You might also like
- 3.3 PFPP-Lab ManualDocument28 pages3.3 PFPP-Lab ManualSB TEKNo ratings yet
- Statement From Head of School John McWilliamsDocument5 pagesStatement From Head of School John McWilliamsMontgomery AdvertiserNo ratings yet
- Lumber Case ModelDocument6 pagesLumber Case ModeltheonlypaulNo ratings yet
- Acharya NG Ranga Agricultural University Food Chemistry of Macro-Nutrients Notes PDFDocument99 pagesAcharya NG Ranga Agricultural University Food Chemistry of Macro-Nutrients Notes PDFGowthami MarreddyNo ratings yet
- Food Safety NewDocument19 pagesFood Safety NewNorazura Mikey100% (1)
- 3.1.1.introduction Food PreservationDocument39 pages3.1.1.introduction Food PreservationFefin IriantiNo ratings yet
- Starter Cultures in Food ProductionFrom EverandStarter Cultures in Food ProductionBarbara SperanzaNo ratings yet
- Food Preservation by Hurdle TechnologyDocument6 pagesFood Preservation by Hurdle TechnologyAndrea Atréju ArdidicoreNo ratings yet
- Food Packaging: B.Tech (Food Technology)Document107 pagesFood Packaging: B.Tech (Food Technology)Naveen100% (1)
- BlanchingDocument22 pagesBlanchingKOWSHALYA M 15BBT029100% (1)
- Introduction To Food AnalysisDocument26 pagesIntroduction To Food AnalysisBIVIANA LUCERO AQUINO GOMEZNo ratings yet
- Product Development SlidesDocument187 pagesProduct Development SlidesNAMANYA ASA MUHOOZINo ratings yet
- Assam Fso SyllabusDocument17 pagesAssam Fso Syllabussikadwa13No ratings yet
- AsepticpackagingDocument23 pagesAsepticpackagingSwarupa LimayeNo ratings yet
- FST 658 FPD Product Development PDFDocument80 pagesFST 658 FPD Product Development PDFAzrin HalizaNo ratings yet
- Food AnalaysisDocument174 pagesFood AnalaysisJeylan Feki100% (2)
- Fruits, Vegetables and Agro-Processing IndustriesDocument15 pagesFruits, Vegetables and Agro-Processing IndustriesSALONI GOYALNo ratings yet
- Food SpoilageDocument13 pagesFood SpoilageKrithishNo ratings yet
- Stabilization of BranDocument14 pagesStabilization of BranayshaambadiNo ratings yet
- Hurdle TechnologyDocument7 pagesHurdle TechnologyKeerthi PNo ratings yet
- Meat Color University of SaskatchewanDocument4 pagesMeat Color University of SaskatchewanLenin LeivaNo ratings yet
- Osmotic Dehydration QuizDocument7 pagesOsmotic Dehydration QuizTamizh TamizhNo ratings yet
- AZG 3 - Moisture Analysis - PPTDocument21 pagesAZG 3 - Moisture Analysis - PPTAs Syaffa Amalia100% (1)
- 04 Moisture AnalysisDocument6 pages04 Moisture AnalysisMelati Aprilani100% (2)
- Minimally Processed ProductsDocument3 pagesMinimally Processed ProductsOliver TalipNo ratings yet
- Food ScienceDocument9 pagesFood ScienceTabasum BhatNo ratings yet
- Dietary Assessment Food RecordDocument9 pagesDietary Assessment Food RecordErfiFauziyaNo ratings yet
- Hurdle TechnologyDocument21 pagesHurdle TechnologyPallaviNo ratings yet
- Lecture 2 Emerging Technologies in Food Processing MeatDocument22 pagesLecture 2 Emerging Technologies in Food Processing MeatAyesha MunawarNo ratings yet
- Practical Manual: Food Adulteration Prof J.N. SenguptaDocument10 pagesPractical Manual: Food Adulteration Prof J.N. SenguptajnsenguptaNo ratings yet
- Sulphuring and Sulphiting: PretretmentsDocument3 pagesSulphuring and Sulphiting: PretretmentsmradojcinNo ratings yet
- Non Thermal Preservation TechniquesDocument44 pagesNon Thermal Preservation TechniqueslakshmijayasriNo ratings yet
- Fd7103 Food Processing and PreservationDocument1 pageFd7103 Food Processing and PreservationKevinXavier0% (1)
- Wheat Milling and Baking Technology Foodkida-1Document8 pagesWheat Milling and Baking Technology Foodkida-1Sumit KumarNo ratings yet
- CH # 10 Classification of FoodDocument3 pagesCH # 10 Classification of FoodUsman AhmadNo ratings yet
- Retort TechnologyDocument9 pagesRetort Technologysathwik sirigineediNo ratings yet
- New Technologies in Paneer MakingDocument6 pagesNew Technologies in Paneer MakingAnur SinglaNo ratings yet
- High Pressure Processing Power Point PresentationsDocument21 pagesHigh Pressure Processing Power Point PresentationsMadhu Shalini100% (1)
- BlanchingDocument35 pagesBlanchingromiifreeNo ratings yet
- The Frying Process: Università Degli Studi Di ParmaDocument13 pagesThe Frying Process: Università Degli Studi Di ParmarinthusNo ratings yet
- CEREALS PPT 72Document72 pagesCEREALS PPT 72Raifa FathimaNo ratings yet
- Food Microbiology ScopeDocument2 pagesFood Microbiology ScopeProbioticsAnywhere50% (2)
- Unit Operations in Food ProcessingDocument5 pagesUnit Operations in Food ProcessingMac JeffersonNo ratings yet
- Biochemical Changes Associated With The Processing of FoodsDocument4 pagesBiochemical Changes Associated With The Processing of FoodsAdapa Prabhakara GandhiNo ratings yet
- Introduction To Food AnalysisDocument52 pagesIntroduction To Food Analysisjm luNo ratings yet
- CarbohyratesDocument47 pagesCarbohyratesEdward SiddiquiNo ratings yet
- Heat Transfer in Food ProcessingDocument11 pagesHeat Transfer in Food ProcessingIntan Mulia Rahayu100% (1)
- Sterilization of Milk 1Document30 pagesSterilization of Milk 1Diona mariya100% (1)
- Lecture Notes Osmotic DehydrationDocument11 pagesLecture Notes Osmotic DehydrationJasvir Mann100% (1)
- K01582 - 20180302121452 - Lab ManualDocument32 pagesK01582 - 20180302121452 - Lab ManualNur Hana SyamsulNo ratings yet
- Low Temperature Food PreservationDocument23 pagesLow Temperature Food PreservationNishant Raj100% (1)
- Food PreservationDocument5 pagesFood PreservationUmarani Mohanasundaram0% (1)
- Causative Factors For Food Quality DeteriorationDocument42 pagesCausative Factors For Food Quality DeteriorationMadhu ShaliniNo ratings yet
- Preservation by High TemperatureDocument21 pagesPreservation by High TemperatureDr-Uadal Singh100% (1)
- Post Graduate Diploma IN Bakery Science and TechnologyDocument73 pagesPost Graduate Diploma IN Bakery Science and TechnologyBuddhika HidurangalaNo ratings yet
- UNIT - IV 1. Processing of Fats and OilsDocument12 pagesUNIT - IV 1. Processing of Fats and OilsHumera AdsNo ratings yet
- Determination of Total Fat and Free Fat ContentDocument13 pagesDetermination of Total Fat and Free Fat ContentCesar Augusto Torres LinaresNo ratings yet
- Retort TechnologyDocument3 pagesRetort TechnologySamir YeshvikarNo ratings yet
- Food Rheology: (Based On The Rheological Properties of Food)Document15 pagesFood Rheology: (Based On The Rheological Properties of Food)Goutham RevuruNo ratings yet
- ,,,cereal Technology - Group-5Document42 pages,,,cereal Technology - Group-5Mehwish Butt100% (1)
- Pests of Field Crops and Pastures: Identification and ControlFrom EverandPests of Field Crops and Pastures: Identification and ControlPT BaileyNo ratings yet
- The History of The Big Bang TheoryDocument6 pagesThe History of The Big Bang Theorymay ann dimaanoNo ratings yet
- Livebook ACBDocument420 pagesLivebook ACBShubhangi JagtapNo ratings yet
- URL #Flushyourmeds Scott BarryDocument8 pagesURL #Flushyourmeds Scott Barryurl-flushyourmedsNo ratings yet
- Nine Day Novena of The Holy Face of JesusDocument25 pagesNine Day Novena of The Holy Face of Jesusangutoko benard100% (2)
- Barron's Bigbook Special WordDocument123 pagesBarron's Bigbook Special WordArif Al MamunNo ratings yet
- Lecture 6Document32 pagesLecture 6Nilesh PanchalNo ratings yet
- Dokumen - Tips - Diagnostic Test Mapeh 10Document4 pagesDokumen - Tips - Diagnostic Test Mapeh 10charry ruayaNo ratings yet
- Mother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorDocument12 pagesMother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorMichelle PajueloNo ratings yet
- Over The Counter MedicinesDocument3 pagesOver The Counter MedicinesJhun Echipare100% (3)
- Anti-A, Anti-B o Anti-AB: MonoclonalDocument4 pagesAnti-A, Anti-B o Anti-AB: Monoclonalkonan iqNo ratings yet
- 2022 Brochure Drypoint RaDocument12 pages2022 Brochure Drypoint RaMiszael EspinosaNo ratings yet
- Heterocyclic Aromatic CompoundsDocument67 pagesHeterocyclic Aromatic CompoundsTuyenHHC100% (1)
- Blue Bead McqsDocument11 pagesBlue Bead Mcqsanu minochaNo ratings yet
- It's A Safe World After All : TÜV FS EngineerDocument5 pagesIt's A Safe World After All : TÜV FS Engineerizadi1979No ratings yet
- G10 1st PERIODICAL TEST MAPEH10 TQDocument5 pagesG10 1st PERIODICAL TEST MAPEH10 TQMaricel LajeraNo ratings yet
- Automatic Control Basic Course: Exercises 2021Document124 pagesAutomatic Control Basic Course: Exercises 2021Duc-Duy Pham NguyenNo ratings yet
- Why Aws Is Even Better With CloudcheckrDocument7 pagesWhy Aws Is Even Better With CloudcheckrPardha SaradhiNo ratings yet
- CHINT Installation Operation Manual For Inverter of 50-60KTLDocument98 pagesCHINT Installation Operation Manual For Inverter of 50-60KTLr.pimentel.souzaNo ratings yet
- Metabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesDocument31 pagesMetabolisme Protein: Dr. I Dewa Ayu Susilawati, Drg. M. KesMelisa Novitasari100% (2)
- Feasibility of Screening For Preschool Behavioral and Emotional Problems in Primary Care Using The Early Childhood Screening AssessmentDocument9 pagesFeasibility of Screening For Preschool Behavioral and Emotional Problems in Primary Care Using The Early Childhood Screening AssessmentAhmed RamzyNo ratings yet
- Cavitation Models in PIPENETDocument3 pagesCavitation Models in PIPENETSamarth PawarNo ratings yet
- Notes-Nutrition in PlantsDocument3 pagesNotes-Nutrition in PlantsADHIL MOHAMMEDNo ratings yet
- Discard ManagementDocument9 pagesDiscard ManagementDevvrath SinghNo ratings yet
- PCB HandlingDocument8 pagesPCB HandlingscanlonlNo ratings yet
- Materials Chemistry A: Journal ofDocument7 pagesMaterials Chemistry A: Journal ofFamiloni LayoNo ratings yet
- Seed Extraction MethodsDocument3 pagesSeed Extraction MethodsPreetam NayakNo ratings yet
- Assessment of Antioxidant Capacity For Scavenging Free Radicals in Vitro A Rational Basis and Practical ApplicationDocument11 pagesAssessment of Antioxidant Capacity For Scavenging Free Radicals in Vitro A Rational Basis and Practical Applicationngoclien93No ratings yet