Download as ppt, pdf, or txt
You might also like
- Material Selection For Refinery ApplicationDocument86 pagesMaterial Selection For Refinery ApplicationAvinaw100% (4)
- Discussion Wash Water Systems - UOPDocument21 pagesDiscussion Wash Water Systems - UOPAvinaw100% (1)
- Discussion Wash Water Systems - UOPDocument21 pagesDiscussion Wash Water Systems - UOPAvinaw100% (1)
- Managing Corrosion Challenges in Amine Treating Units at Gas PlantsDocument11 pagesManaging Corrosion Challenges in Amine Treating Units at Gas PlantsSridharan ChandranNo ratings yet
- Ammonium Chloride Corrossion in RefineryDocument12 pagesAmmonium Chloride Corrossion in RefinerySudarshan GopalNo ratings yet
- Crude Distiller RBI Intro (Updated)Document31 pagesCrude Distiller RBI Intro (Updated)harrinsonf100% (2)
- Improved Reactor Internals For HGO HydrotreatersDocument2 pagesImproved Reactor Internals For HGO HydrotreatersapitbhuNo ratings yet
- Maximising Heat Exchanger CleaningDocument4 pagesMaximising Heat Exchanger CleaningAlexNo ratings yet
- Npra FCC Q&a (1990-2010)Document405 pagesNpra FCC Q&a (1990-2010)VijayakumarNarasimhan100% (2)
- Fundamentals of Sour Water StrippingDocument41 pagesFundamentals of Sour Water StrippingAshwani KumarNo ratings yet
- Corrosion in CDUDocument5 pagesCorrosion in CDUelgawadha100% (1)
- Naphthenic Acid Corrosion Risk Assessment and MitigationDocument24 pagesNaphthenic Acid Corrosion Risk Assessment and MitigationSampat100% (3)
- Designing A Crude Unit Heat Exchanger NetworkDocument8 pagesDesigning A Crude Unit Heat Exchanger NetworkFred FaberNo ratings yet
- APP NOTE 01 Crude Unit OverheadDocument2 pagesAPP NOTE 01 Crude Unit OverheadDaniele CirinaNo ratings yet
- Ammonium Bi-Sulphide Corrosion in HydrocrackersDocument5 pagesAmmonium Bi-Sulphide Corrosion in HydrocrackersiarzuamNo ratings yet
- Corrosion Prevention Yanbu RefineryDocument10 pagesCorrosion Prevention Yanbu RefineryOmid Hn100% (1)
- Crude Overhead DesignDocument5 pagesCrude Overhead DesignDaniele CirinaNo ratings yet
- Corrosion Management in Hydrocracking and Hydroprocessing UnitsDocument12 pagesCorrosion Management in Hydrocracking and Hydroprocessing UnitsMubeenNo ratings yet
- Delayed Coker Fired HeatersDocument20 pagesDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- Delayed Coker Blowdown System Water Reuse Moloney ExxonMobil DCU Budapest 2017Document23 pagesDelayed Coker Blowdown System Water Reuse Moloney ExxonMobil DCU Budapest 2017Obrejan CosminNo ratings yet
- Read The Paper Corrosion Control in Sulphur Recovery Units - Claus ProcessDocument14 pagesRead The Paper Corrosion Control in Sulphur Recovery Units - Claus Processaecf_13No ratings yet
- Iron Sulfides - Effect On Amine PlantsDocument6 pagesIron Sulfides - Effect On Amine PlantsHsien Yu100% (1)
- Cdu Overhead Afc Failure Rev1Document286 pagesCdu Overhead Afc Failure Rev1rajivNo ratings yet
- Refinery FractionatorsDocument7 pagesRefinery FractionatorsHuzefa CalcuttawalaNo ratings yet
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocument4 pagesEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaNo ratings yet
- Corrosion in Crude Distillation Overhead System A ReviewDocument10 pagesCorrosion in Crude Distillation Overhead System A ReviewSalem GarrabNo ratings yet
- Reliable and Safe Hydro Processing Operation Reliable and Safe Hydro Processing OperationDocument15 pagesReliable and Safe Hydro Processing Operation Reliable and Safe Hydro Processing OperationAvinawNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Reduce Salt Corrosion Rates With Stronger Base AminesDocument4 pagesReduce Salt Corrosion Rates With Stronger Base AminesPaolo VisentinNo ratings yet
- Vapor Line Corrosion CDU OHDocument16 pagesVapor Line Corrosion CDU OHTruth SeekerNo ratings yet
- Salt Fouling FCCDocument6 pagesSalt Fouling FCCVenkatesh Kumar RamanujamNo ratings yet
- Ethylene & ACF PDFDocument48 pagesEthylene & ACF PDFSubrato Saha100% (2)
- Minimizing Corrosion in Refinery PTQDocument5 pagesMinimizing Corrosion in Refinery PTQjimbob8888No ratings yet
- 104SE-Feed Contaminants in Hydroprocessing UnitsDocument5 pages104SE-Feed Contaminants in Hydroprocessing UnitsRoii RoyyNo ratings yet
- NPRA Gasoline Q&A (1990-2010)Document292 pagesNPRA Gasoline Q&A (1990-2010)VijayakumarNarasimhanNo ratings yet
- Guard Bed CatalystsDocument7 pagesGuard Bed CatalystsargachoNo ratings yet
- Trouble Shooting in Delayed Coker Unit Inspection Experience Gupta Sujith MRPL DCU Mumbai 2016 PDFDocument21 pagesTrouble Shooting in Delayed Coker Unit Inspection Experience Gupta Sujith MRPL DCU Mumbai 2016 PDFFayaz MohammedNo ratings yet
- Crude Unit Corrosion Control: Larry R White 281-363-7742Document45 pagesCrude Unit Corrosion Control: Larry R White 281-363-7742Salinas Salcedo Jorge Karol0% (1)
- High Emissivity CoatingDocument12 pagesHigh Emissivity CoatingĐoàn TrangNo ratings yet
- Effective Corrosion Control Techniques For Crude Unit OverheadsDocument17 pagesEffective Corrosion Control Techniques For Crude Unit OverheadsNishat M PatilNo ratings yet
- Sulfinol D Evaluation.Document24 pagesSulfinol D Evaluation.Clibert RodríguezNo ratings yet
- 2017-14-07 Continuous Corrosion Monitoring of Crude Unit OverheadsDocument16 pages2017-14-07 Continuous Corrosion Monitoring of Crude Unit OverheadsDavid Cruz ZamoraNo ratings yet
- 05-Crude Unit - Corrosion Control TechnologyDocument55 pages05-Crude Unit - Corrosion Control TechnologyJosé Fernando TerronesNo ratings yet
- Inspecting Fractionation TowersDocument11 pagesInspecting Fractionation Towersjafo_211100% (1)
- Designing Aselective MDEA Tail-Gas Treating UnitDocument5 pagesDesigning Aselective MDEA Tail-Gas Treating UnitbehnamhfNo ratings yet
- Presentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantDocument76 pagesPresentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantShankarMukherjeeNo ratings yet
- About Delayed Coking Unit InspectionsDocument96 pagesAbout Delayed Coking Unit Inspectionspiolinwalls100% (1)
- Challenges API-Safety Relief ValvesDocument5 pagesChallenges API-Safety Relief ValvesheitorgmsNo ratings yet
- 7Document81 pages7Alberto Fonseca UribeNo ratings yet
- Solve The Five Most Common FCC ProblemsDocument21 pagesSolve The Five Most Common FCC ProblemsOMID464No ratings yet
- CorrosionDocument79 pagesCorrosionAnonymous zTUWsMNo ratings yet
- FurnaceDocument55 pagesFurnaceShariq Ali100% (1)
- Corrosion Control in Refining IndustryDocument8 pagesCorrosion Control in Refining IndustryKmt_Ae0% (1)
- Amine CorrosionDocument5 pagesAmine CorrosionGurveenNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Stress Corrosion Cracking in Refunery Pipework and VesselsDocument34 pagesStress Corrosion Cracking in Refunery Pipework and VesselsBOB100% (2)
- Introduction To LNG & Material Used in LNG ServicesDocument104 pagesIntroduction To LNG & Material Used in LNG ServicesVishaka ThekkedathNo ratings yet
- Materials For Hydrogen CompressionDocument25 pagesMaterials For Hydrogen Compressiontopspeed1No ratings yet
- Boiler Tube FailuresDocument83 pagesBoiler Tube Failuressen_subhasis_5867% (3)
- Scaling, Corrosion and Water Treatment On Steam Generator Systems 30 BarDocument17 pagesScaling, Corrosion and Water Treatment On Steam Generator Systems 30 BarAvinawNo ratings yet
- Presentation by IOCL To MoS (I C) (PNG) On Overseas Upstream AssetsDocument28 pagesPresentation by IOCL To MoS (I C) (PNG) On Overseas Upstream AssetsAvinawNo ratings yet
- Sandvic Advance Alloy For Refinery IndustryDocument63 pagesSandvic Advance Alloy For Refinery IndustryAvinawNo ratings yet
- Reliable and Safe Hydro Processing Operation Reliable and Safe Hydro Processing OperationDocument15 pagesReliable and Safe Hydro Processing Operation Reliable and Safe Hydro Processing OperationAvinawNo ratings yet
- Sist en 14488 2 2006Document9 pagesSist en 14488 2 2006Robi N DraNo ratings yet
- States of Matter: Assistant Lecturer Ameera A. Radhi Physical PharmacyDocument28 pagesStates of Matter: Assistant Lecturer Ameera A. Radhi Physical PharmacyVikash KushwahaNo ratings yet
- CIMAC Papers MachineryDocument196 pagesCIMAC Papers MachineryleotvrdeNo ratings yet
- Pressure Test ProcedureDocument10 pagesPressure Test ProcedureAdnan R AhmedNo ratings yet
- Flugel-Design Jet PumpsDocument67 pagesFlugel-Design Jet PumpsAnonymous hHWOMl4FvNo ratings yet
- Yejin HuhDocument104 pagesYejin HuhMuammar KadhafiNo ratings yet
- Iso 22991 2004 en PDFDocument11 pagesIso 22991 2004 en PDFElias JarjouraNo ratings yet
- BS en 288-9-Weld Procd Pipes On-Off Shore PDFDocument23 pagesBS en 288-9-Weld Procd Pipes On-Off Shore PDFlinhcdt3No ratings yet
- Slewing Bearing Slewing Ring Slewing Gear Swing CircleDocument4 pagesSlewing Bearing Slewing Ring Slewing Gear Swing Circlezczc32z5No ratings yet
- GEO-151 Assignment 1Document4 pagesGEO-151 Assignment 1Valo GonzalezNo ratings yet
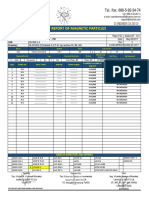
- Test Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelDocument2 pagesTest Report of Magnetic Particles: Tel. /fax. 686-5-92-34-74 Welding NDT Concrete Asphalt SteelCalidad AycwebNo ratings yet
- VSL Catalog PTDocument44 pagesVSL Catalog PTVu Phi Long100% (1)
- Advanced Composites by Shadia Jamil Ikhmayies-2024Document655 pagesAdvanced Composites by Shadia Jamil Ikhmayies-2024Bunner FastNo ratings yet
- PolymorphismDocument14 pagesPolymorphismPrem SinghNo ratings yet
- CP 3 Chapter V 2 1972Document8 pagesCP 3 Chapter V 2 1972Sayyad TajammulNo ratings yet
- Sea Breeze and Land Breeze LFGDFSesson PlanDocument3 pagesSea Breeze and Land Breeze LFGDFSesson PlanRichardCastrenceParagas80% (10)
- Seismic Analysis of Residential Building With Short Column Effect A ThesisDocument98 pagesSeismic Analysis of Residential Building With Short Column Effect A ThesisheshamNo ratings yet
- Bearing For Cement Industry - NDocument20 pagesBearing For Cement Industry - NAjanta Bearing100% (1)
- Physics Equations: Temperature ConversionDocument9 pagesPhysics Equations: Temperature ConversionLeo SukhumvatNo ratings yet
- Curvature Radiation From A Quantum-Electrodynamics Point of ViewDocument22 pagesCurvature Radiation From A Quantum-Electrodynamics Point of ViewMohammed NourNo ratings yet
- Dynamic Air ClassifiersDocument3 pagesDynamic Air Classifierskensley oliveiraNo ratings yet
- 10.pore Pressure From Seismic PDFDocument10 pages10.pore Pressure From Seismic PDFSudip RayNo ratings yet
- Petrobowl Question Writing Guide and ExamplesDocument4 pagesPetrobowl Question Writing Guide and ExamplesDeonisio Yohanes Wilfridus HornayNo ratings yet
- 4104 A Study - Material 1 (Mossbauer Spectroscopy)Document21 pages4104 A Study - Material 1 (Mossbauer Spectroscopy)GuRi JassalNo ratings yet
- G5 Series User ManualDocument22 pagesG5 Series User ManualDaniel MekonnenNo ratings yet
- MME 5 Year Plan 2010-2015 WEB VersionDocument2 pagesMME 5 Year Plan 2010-2015 WEB VersionhsramelykNo ratings yet
- Pump BrochureDocument10 pagesPump Brochuresen_subhasis_58100% (1)
- 23.06.2020HS MD SS 2020 - Environmental Engineering - Anaerobic Processes - Chapter 7 Energetic Use of BiogasDocument104 pages23.06.2020HS MD SS 2020 - Environmental Engineering - Anaerobic Processes - Chapter 7 Energetic Use of BiogasEngr AbdullahNo ratings yet
- Reason Behind Failure of Central Hinge Bearings Modifications Proposed in The Central Hinge Bearings of The Mahatma Gandhi Setu in Patna by I.N. MishraDocument8 pagesReason Behind Failure of Central Hinge Bearings Modifications Proposed in The Central Hinge Bearings of The Mahatma Gandhi Setu in Patna by I.N. MishraIndra Nath MishraNo ratings yet