
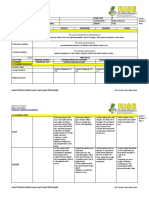
2.2 - Details of Shell & Tube H.E
2.2 - Details of Shell & Tube H.E
You might also like
- Grade 8, Quarter 3Document39 pagesGrade 8, Quarter 3Leisor Euqirdnam Oyacnub94% (16)
- Sheet Metal Gauge Size ChartDocument2 pagesSheet Metal Gauge Size ChartaselabollegalaNo ratings yet
- Riddles in Your TeacupDocument128 pagesRiddles in Your TeacupEnigmanDemogorgon100% (1)
- Model 7041-A Flange-Ansi Class 125/150Document2 pagesModel 7041-A Flange-Ansi Class 125/150Zaira LorenaNo ratings yet
- WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tkDocument3 pagesWWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tkOktay100% (1)
- Sch40 80 ASTM A53Document2 pagesSch40 80 ASTM A53Keshia Murillo PinnockNo ratings yet
- Min. OD or Dim. A/F of Body EndsDocument3 pagesMin. OD or Dim. A/F of Body EndsHiren PanchalNo ratings yet
- VAM ACE Rev (1) .3 - 07-2005Document8 pagesVAM ACE Rev (1) .3 - 07-2005frankslwslee59No ratings yet
- NEW VAM Rev (1) .3 - 07-2005Document8 pagesNEW VAM Rev (1) .3 - 07-2005frankslwslee59No ratings yet
- Polycab LT Cables Pricelist 2017Document2 pagesPolycab LT Cables Pricelist 2017Rajaa The greatNo ratings yet
- Asme b18.2.1 Hvy Hex BDocument1 pageAsme b18.2.1 Hvy Hex BPhú PhạmNo ratings yet
- Metric DIN 7984 Low Profile Head Hexagon Socket Cap Screws: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 7984 Low Profile Head Hexagon Socket Cap Screws: Visit Our For Product AvailabilityTugay ArıçNo ratings yet
- Flange D DimensionsDocument4 pagesFlange D Dimensionssingh_raghu21No ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument1 pageStandard Pipe Schedule 40 ASTM A 53 Grades A and BKelvin RojasNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and BAngel PintoNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and Btarek eidNo ratings yet
- Upvc PipesDocument1 pageUpvc PipesMuneer mahammadNo ratings yet
- Ductile Iron Pipes PDFDocument3 pagesDuctile Iron Pipes PDFKhamees Marwan MuhiesenNo ratings yet
- ASME B18.2.1 Heavy Hex Bolt DimensionDocument1 pageASME B18.2.1 Heavy Hex Bolt DimensionHienNo ratings yet
- Ductile Iron Pipes - Duplex Steel Pipes, Duplex Steel Flanges, Duplex Stee FittingsDocument1 pageDuctile Iron Pipes - Duplex Steel Pipes, Duplex Steel Flanges, Duplex Stee FittingsMark RamnarineNo ratings yet
- Catalogue Wire StrandDocument18 pagesCatalogue Wire StrandbronsenwijayaNo ratings yet
- SUMA Fitting Data SheetDocument11 pagesSUMA Fitting Data SheetDeddy TambunanNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- SD Reinforcing Mesh Q131Document12 pagesSD Reinforcing Mesh Q131Mohand EliassNo ratings yet
- SD Reinforcing Mesh Q131Document12 pagesSD Reinforcing Mesh Q131Mohand EliassNo ratings yet
- Sch40 80 ASTM A53 - Brochure - 042512 PDFDocument2 pagesSch40 80 ASTM A53 - Brochure - 042512 PDFMohamed AmmarNo ratings yet
- SS Bolt Properties STD: Din STD ISO 4017 B.S. DIN933 DIN931 DIN931 GB5783 DIN DIN912 Astm DIN603 Ansi DIN6923 JIS EN ASDocument5 pagesSS Bolt Properties STD: Din STD ISO 4017 B.S. DIN933 DIN931 DIN931 GB5783 DIN DIN912 Astm DIN603 Ansi DIN6923 JIS EN ASHithish ReddyNo ratings yet
- Concrete Reinforcing SteelDocument8 pagesConcrete Reinforcing SteelMuhammad Abda GhoitsNo ratings yet
- Pipe ScheduleDocument2 pagesPipe ScheduleRajeev ChandelNo ratings yet
- Jfetiger BrochureDocument8 pagesJfetiger BrochureAquila Q MNo ratings yet
- 2000 Series Design TablesDocument36 pages2000 Series Design Tablesjunhe898No ratings yet
- DBR ChecklistDocument9 pagesDBR ChecklistJai ThakkarNo ratings yet
- Dimensions of Steel Beams Type IPE and INP European StandardDocument4 pagesDimensions of Steel Beams Type IPE and INP European StandardfarithNo ratings yet
- Standard Pipe SizesDocument1 pageStandard Pipe Sizesi_godspeedNo ratings yet
- Gauge Sizes ChartDocument5 pagesGauge Sizes ChartGonzalo MazaNo ratings yet
- Welded Wiremesh: BRC West Indies Limited, Cane Garden, St. Thomas, BarbadosDocument29 pagesWelded Wiremesh: BRC West Indies Limited, Cane Garden, St. Thomas, BarbadosEngrDebashisMallickNo ratings yet
- Confinement Check d0Document15 pagesConfinement Check d0Srishti Project ConsultantsNo ratings yet
- Jfebear BrochureDocument12 pagesJfebear BrochurebabuNo ratings yet
- Stainless Steel Pipe: "Annealed" Welded and Seamless Comparison of Wall ThicknessesDocument1 pageStainless Steel Pipe: "Annealed" Welded and Seamless Comparison of Wall ThicknessesArief RachmanNo ratings yet
- Column Former Fast FormDocument8 pagesColumn Former Fast FormViệt Vớ VẩnNo ratings yet
- Butterfly Valve B7GDocument3 pagesButterfly Valve B7GJorgeCabreraCoronelNo ratings yet
- Adaptor FlansaDocument2 pagesAdaptor FlansaDaus AlexandruNo ratings yet
- British Steel European Ipe Sections DatasheetDocument3 pagesBritish Steel European Ipe Sections DatasheetArindomNo ratings yet
- Mesh Size Tyler Astm-E11 Bs-410 Din-4188Document4 pagesMesh Size Tyler Astm-E11 Bs-410 Din-4188Yoyon SuparionoNo ratings yet
- Hyundai-Lifeboat - GRP Pipe BrochureDocument9 pagesHyundai-Lifeboat - GRP Pipe Brochure유연호No ratings yet
- Annexure-A (Flange Details)Document1 pageAnnexure-A (Flange Details)Arun GuptaNo ratings yet
- Gauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Document10 pagesGauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Gonzalo MazaNo ratings yet
- Coiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingDocument16 pagesCoiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingNardo AvalosNo ratings yet
- DIN ST52-2 Angle SteelDocument3 pagesDIN ST52-2 Angle Steelluisf_mironNo ratings yet
- Carbon Steel Pipe Size ChartDocument8 pagesCarbon Steel Pipe Size Chartbansal_sushenNo ratings yet
- Yj2 PDFDocument28 pagesYj2 PDFJJGM120No ratings yet
- PibrosDocument4 pagesPibrosMcMgNo ratings yet
- British Steel European Sections Product RangeDocument9 pagesBritish Steel European Sections Product Rangemdakhan679No ratings yet
- Nss WF Ibeam TableDocument5 pagesNss WF Ibeam TableNico ScheggiaNo ratings yet
- Glass Fiber Reinforced Thermosetting Plastics (GRP) Pipe: Clean Water, Clear SolutionsDocument9 pagesGlass Fiber Reinforced Thermosetting Plastics (GRP) Pipe: Clean Water, Clear Solutionsmai huy tânNo ratings yet
- NutsDocument1 pageNutsjoaquinNo ratings yet
- Amipox Well Casing Catlogue FDocument5 pagesAmipox Well Casing Catlogue Fjibran_akram93No ratings yet
- Catalogo de Bridas PDFDocument48 pagesCatalogo de Bridas PDFALONSO GOMEZNo ratings yet
- Table 8 Commercial Pipe Sizes and Wall ThicknessesDocument1 pageTable 8 Commercial Pipe Sizes and Wall ThicknessesYahia Abou-ShoshaNo ratings yet
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- 3.1 - Approximate Design of Shell & Tube H.EDocument37 pages3.1 - Approximate Design of Shell & Tube H.ENader GaafarNo ratings yet
- Industerial Steam Turbines SiemensDocument231 pagesIndusterial Steam Turbines SiemensNader Gaafar100% (8)
- Iehj-Leaflet Pinze INGDocument16 pagesIehj-Leaflet Pinze INGNader GaafarNo ratings yet
- Containers and Assortments: Portable Tool Chests and Mobile Roller CabsDocument22 pagesContainers and Assortments: Portable Tool Chests and Mobile Roller CabsNader GaafarNo ratings yet
- Freestyle Freestyle Sport Classic RacingDocument35 pagesFreestyle Freestyle Sport Classic RacingNader GaafarNo ratings yet
- Action Eng 2007Document24 pagesAction Eng 2007Nader GaafarNo ratings yet
- Problems Associated With Incorrect Weld Joint Fit UpDocument8 pagesProblems Associated With Incorrect Weld Joint Fit UpNader GaafarNo ratings yet
- Common Weld DiscontinuitiesDocument43 pagesCommon Weld DiscontinuitiesNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- Water2 0Document23 pagesWater2 0aaravparashar97No ratings yet
- Winkelmann2018 2 Diffusion CoefficientDocument3,605 pagesWinkelmann2018 2 Diffusion CoefficientDavidchengNo ratings yet
- Magrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesDocument14 pagesMagrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesJohn DoeNo ratings yet
- Unit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) ObjectivesDocument16 pagesUnit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) Objectiveshaizelle resmaNo ratings yet
- Computational Fluid Dynamics-Based Study of An Oilfield Separator - Part I: A Realistic SimulationDocument12 pagesComputational Fluid Dynamics-Based Study of An Oilfield Separator - Part I: A Realistic SimulationMuhammad FaizNo ratings yet
- Separation Techniques: Composed With Epsilon Notes in AndroidDocument7 pagesSeparation Techniques: Composed With Epsilon Notes in AndroidBrãñdøn DzîñgáíNo ratings yet
- Fluent Multiphase 15.0 L04 Gas Liquid FlowsDocument62 pagesFluent Multiphase 15.0 L04 Gas Liquid FlowsFabian Andres Calderon HurtadoNo ratings yet
- Custom Core FloodingDocument4 pagesCustom Core FloodingFernanda RuPeNo ratings yet
- Particle Model of Solids, Liquids and Gases: Unit GuideDocument122 pagesParticle Model of Solids, Liquids and Gases: Unit GuideVithyia MurugiahNo ratings yet
- Ethylene Oxide: Guidelines For The Distribution of / Third Revision 2004Document68 pagesEthylene Oxide: Guidelines For The Distribution of / Third Revision 2004jorgettci100% (2)
- Bio-Energetic Devices - The Egely Wheel Vitality Meter by Gyorgy Egely, PDFDocument7 pagesBio-Energetic Devices - The Egely Wheel Vitality Meter by Gyorgy Egely, PDFEgely György0% (1)
- Circular Concrete Tanks Without PrestressingDocument32 pagesCircular Concrete Tanks Without PrestressingDampierNo ratings yet
- MNL036Document22 pagesMNL036husni1031No ratings yet
- Reaction VesselsDocument6 pagesReaction VesselsKim Christian Galaez100% (1)
- L1-Intermolecular-Forces Gen ChemDocument13 pagesL1-Intermolecular-Forces Gen ChemOohAngelNo ratings yet
- Iso 1817-2011Document24 pagesIso 1817-2011sinanicikNo ratings yet
- Dailey War Emergency Thrust Augmentation For The J47 Engine in TheDocument74 pagesDailey War Emergency Thrust Augmentation For The J47 Engine in TheAlice DeeNo ratings yet
- Draft Good Safety Practices Update 301218 v3Document61 pagesDraft Good Safety Practices Update 301218 v3eduardo burgosNo ratings yet
- Dadant Mini Melter Operation ManualDocument4 pagesDadant Mini Melter Operation ManualShawn DavisNo ratings yet
- (Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Document15 pages(Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Haider AliNo ratings yet
- Unesco - Eolss Sample Chapters: Thermodynamics of Chemical ProcessesDocument17 pagesUnesco - Eolss Sample Chapters: Thermodynamics of Chemical Processesnetsanet alemayehuNo ratings yet
- NPSH Made Simple For Metering PumpsDocument7 pagesNPSH Made Simple For Metering PumpspietroNo ratings yet
- Refractive Indices of Organic Liquids (Ch. Wohlfarth, B. Wohlfarth (Auth.) Etc.) (Z-Library)Document2,639 pagesRefractive Indices of Organic Liquids (Ch. Wohlfarth, B. Wohlfarth (Auth.) Etc.) (Z-Library)parceuspNo ratings yet
- Sound MillionaireDocument145 pagesSound MillionaireKatrina ReyesNo ratings yet
- Ks3 Chem 7g Eq 64marks Solids Liquids and Gases Only 14pgs 3Document14 pagesKs3 Chem 7g Eq 64marks Solids Liquids and Gases Only 14pgs 3LSZNo ratings yet
- Science Test-Chapter 1 MatterDocument5 pagesScience Test-Chapter 1 MatterRentika SiahaanNo ratings yet
- Simulation of Nitrogen Liquefaction CycleDocument4 pagesSimulation of Nitrogen Liquefaction CycleBalaji Kumar ChoudhuryNo ratings yet
- Refrigeration Manual: Part 1 - Fundamentals of RefrigerationDocument246 pagesRefrigeration Manual: Part 1 - Fundamentals of RefrigerationJulioBuchNo ratings yet



































































































Download as ppt, pdf, or txt
You might also like
- Grade 8, Quarter 3Document39 pagesGrade 8, Quarter 3Leisor Euqirdnam Oyacnub94% (16)
- Sheet Metal Gauge Size ChartDocument2 pagesSheet Metal Gauge Size ChartaselabollegalaNo ratings yet
- Riddles in Your TeacupDocument128 pagesRiddles in Your TeacupEnigmanDemogorgon100% (1)
- Model 7041-A Flange-Ansi Class 125/150Document2 pagesModel 7041-A Flange-Ansi Class 125/150Zaira LorenaNo ratings yet
- WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tkDocument3 pagesWWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tk WWW - Onlinecivil.tkOktay100% (1)
- Sch40 80 ASTM A53Document2 pagesSch40 80 ASTM A53Keshia Murillo PinnockNo ratings yet
- Min. OD or Dim. A/F of Body EndsDocument3 pagesMin. OD or Dim. A/F of Body EndsHiren PanchalNo ratings yet
- VAM ACE Rev (1) .3 - 07-2005Document8 pagesVAM ACE Rev (1) .3 - 07-2005frankslwslee59No ratings yet
- NEW VAM Rev (1) .3 - 07-2005Document8 pagesNEW VAM Rev (1) .3 - 07-2005frankslwslee59No ratings yet
- Polycab LT Cables Pricelist 2017Document2 pagesPolycab LT Cables Pricelist 2017Rajaa The greatNo ratings yet
- Asme b18.2.1 Hvy Hex BDocument1 pageAsme b18.2.1 Hvy Hex BPhú PhạmNo ratings yet
- Metric DIN 7984 Low Profile Head Hexagon Socket Cap Screws: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 7984 Low Profile Head Hexagon Socket Cap Screws: Visit Our For Product AvailabilityTugay ArıçNo ratings yet
- Flange D DimensionsDocument4 pagesFlange D Dimensionssingh_raghu21No ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument1 pageStandard Pipe Schedule 40 ASTM A 53 Grades A and BKelvin RojasNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and BAngel PintoNo ratings yet
- Standard Pipe Schedule 40 ASTM A 53 Grades A and BDocument2 pagesStandard Pipe Schedule 40 ASTM A 53 Grades A and Btarek eidNo ratings yet
- Upvc PipesDocument1 pageUpvc PipesMuneer mahammadNo ratings yet
- Ductile Iron Pipes PDFDocument3 pagesDuctile Iron Pipes PDFKhamees Marwan MuhiesenNo ratings yet
- ASME B18.2.1 Heavy Hex Bolt DimensionDocument1 pageASME B18.2.1 Heavy Hex Bolt DimensionHienNo ratings yet
- Ductile Iron Pipes - Duplex Steel Pipes, Duplex Steel Flanges, Duplex Stee FittingsDocument1 pageDuctile Iron Pipes - Duplex Steel Pipes, Duplex Steel Flanges, Duplex Stee FittingsMark RamnarineNo ratings yet
- Catalogue Wire StrandDocument18 pagesCatalogue Wire StrandbronsenwijayaNo ratings yet
- SUMA Fitting Data SheetDocument11 pagesSUMA Fitting Data SheetDeddy TambunanNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- SD Reinforcing Mesh Q131Document12 pagesSD Reinforcing Mesh Q131Mohand EliassNo ratings yet
- SD Reinforcing Mesh Q131Document12 pagesSD Reinforcing Mesh Q131Mohand EliassNo ratings yet
- Sch40 80 ASTM A53 - Brochure - 042512 PDFDocument2 pagesSch40 80 ASTM A53 - Brochure - 042512 PDFMohamed AmmarNo ratings yet
- SS Bolt Properties STD: Din STD ISO 4017 B.S. DIN933 DIN931 DIN931 GB5783 DIN DIN912 Astm DIN603 Ansi DIN6923 JIS EN ASDocument5 pagesSS Bolt Properties STD: Din STD ISO 4017 B.S. DIN933 DIN931 DIN931 GB5783 DIN DIN912 Astm DIN603 Ansi DIN6923 JIS EN ASHithish ReddyNo ratings yet
- Concrete Reinforcing SteelDocument8 pagesConcrete Reinforcing SteelMuhammad Abda GhoitsNo ratings yet
- Pipe ScheduleDocument2 pagesPipe ScheduleRajeev ChandelNo ratings yet
- Jfetiger BrochureDocument8 pagesJfetiger BrochureAquila Q MNo ratings yet
- 2000 Series Design TablesDocument36 pages2000 Series Design Tablesjunhe898No ratings yet
- DBR ChecklistDocument9 pagesDBR ChecklistJai ThakkarNo ratings yet
- Dimensions of Steel Beams Type IPE and INP European StandardDocument4 pagesDimensions of Steel Beams Type IPE and INP European StandardfarithNo ratings yet
- Standard Pipe SizesDocument1 pageStandard Pipe Sizesi_godspeedNo ratings yet
- Gauge Sizes ChartDocument5 pagesGauge Sizes ChartGonzalo MazaNo ratings yet
- Welded Wiremesh: BRC West Indies Limited, Cane Garden, St. Thomas, BarbadosDocument29 pagesWelded Wiremesh: BRC West Indies Limited, Cane Garden, St. Thomas, BarbadosEngrDebashisMallickNo ratings yet
- Confinement Check d0Document15 pagesConfinement Check d0Srishti Project ConsultantsNo ratings yet
- Jfebear BrochureDocument12 pagesJfebear BrochurebabuNo ratings yet
- Stainless Steel Pipe: "Annealed" Welded and Seamless Comparison of Wall ThicknessesDocument1 pageStainless Steel Pipe: "Annealed" Welded and Seamless Comparison of Wall ThicknessesArief RachmanNo ratings yet
- Column Former Fast FormDocument8 pagesColumn Former Fast FormViệt Vớ VẩnNo ratings yet
- Butterfly Valve B7GDocument3 pagesButterfly Valve B7GJorgeCabreraCoronelNo ratings yet
- Adaptor FlansaDocument2 pagesAdaptor FlansaDaus AlexandruNo ratings yet
- British Steel European Ipe Sections DatasheetDocument3 pagesBritish Steel European Ipe Sections DatasheetArindomNo ratings yet
- Mesh Size Tyler Astm-E11 Bs-410 Din-4188Document4 pagesMesh Size Tyler Astm-E11 Bs-410 Din-4188Yoyon SuparionoNo ratings yet
- Hyundai-Lifeboat - GRP Pipe BrochureDocument9 pagesHyundai-Lifeboat - GRP Pipe Brochure유연호No ratings yet
- Annexure-A (Flange Details)Document1 pageAnnexure-A (Flange Details)Arun GuptaNo ratings yet
- Gauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Document10 pagesGauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Gonzalo MazaNo ratings yet
- Coiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingDocument16 pagesCoiled Tubing Calculation: Sws - Career Development System (Phase - I) Coiled Tubing Service Class Room TrainingNardo AvalosNo ratings yet
- DIN ST52-2 Angle SteelDocument3 pagesDIN ST52-2 Angle Steelluisf_mironNo ratings yet
- Carbon Steel Pipe Size ChartDocument8 pagesCarbon Steel Pipe Size Chartbansal_sushenNo ratings yet
- Yj2 PDFDocument28 pagesYj2 PDFJJGM120No ratings yet
- PibrosDocument4 pagesPibrosMcMgNo ratings yet
- British Steel European Sections Product RangeDocument9 pagesBritish Steel European Sections Product Rangemdakhan679No ratings yet
- Nss WF Ibeam TableDocument5 pagesNss WF Ibeam TableNico ScheggiaNo ratings yet
- Glass Fiber Reinforced Thermosetting Plastics (GRP) Pipe: Clean Water, Clear SolutionsDocument9 pagesGlass Fiber Reinforced Thermosetting Plastics (GRP) Pipe: Clean Water, Clear Solutionsmai huy tânNo ratings yet
- NutsDocument1 pageNutsjoaquinNo ratings yet
- Amipox Well Casing Catlogue FDocument5 pagesAmipox Well Casing Catlogue Fjibran_akram93No ratings yet
- Catalogo de Bridas PDFDocument48 pagesCatalogo de Bridas PDFALONSO GOMEZNo ratings yet
- Table 8 Commercial Pipe Sizes and Wall ThicknessesDocument1 pageTable 8 Commercial Pipe Sizes and Wall ThicknessesYahia Abou-ShoshaNo ratings yet
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- 3.1 - Approximate Design of Shell & Tube H.EDocument37 pages3.1 - Approximate Design of Shell & Tube H.ENader GaafarNo ratings yet
- Industerial Steam Turbines SiemensDocument231 pagesIndusterial Steam Turbines SiemensNader Gaafar100% (8)
- Iehj-Leaflet Pinze INGDocument16 pagesIehj-Leaflet Pinze INGNader GaafarNo ratings yet
- Containers and Assortments: Portable Tool Chests and Mobile Roller CabsDocument22 pagesContainers and Assortments: Portable Tool Chests and Mobile Roller CabsNader GaafarNo ratings yet
- Freestyle Freestyle Sport Classic RacingDocument35 pagesFreestyle Freestyle Sport Classic RacingNader GaafarNo ratings yet
- Action Eng 2007Document24 pagesAction Eng 2007Nader GaafarNo ratings yet
- Problems Associated With Incorrect Weld Joint Fit UpDocument8 pagesProblems Associated With Incorrect Weld Joint Fit UpNader GaafarNo ratings yet
- Common Weld DiscontinuitiesDocument43 pagesCommon Weld DiscontinuitiesNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - DivNader GaafarNo ratings yet
- Water2 0Document23 pagesWater2 0aaravparashar97No ratings yet
- Winkelmann2018 2 Diffusion CoefficientDocument3,605 pagesWinkelmann2018 2 Diffusion CoefficientDavidchengNo ratings yet
- Magrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesDocument14 pagesMagrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesJohn DoeNo ratings yet
- Unit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) ObjectivesDocument16 pagesUnit-1 Chemistry (Matter) Lesson 1-A Properties of Matter-Solid, Liquid, and Gas (Grade 3) Objectiveshaizelle resmaNo ratings yet
- Computational Fluid Dynamics-Based Study of An Oilfield Separator - Part I: A Realistic SimulationDocument12 pagesComputational Fluid Dynamics-Based Study of An Oilfield Separator - Part I: A Realistic SimulationMuhammad FaizNo ratings yet
- Separation Techniques: Composed With Epsilon Notes in AndroidDocument7 pagesSeparation Techniques: Composed With Epsilon Notes in AndroidBrãñdøn DzîñgáíNo ratings yet
- Fluent Multiphase 15.0 L04 Gas Liquid FlowsDocument62 pagesFluent Multiphase 15.0 L04 Gas Liquid FlowsFabian Andres Calderon HurtadoNo ratings yet
- Custom Core FloodingDocument4 pagesCustom Core FloodingFernanda RuPeNo ratings yet
- Particle Model of Solids, Liquids and Gases: Unit GuideDocument122 pagesParticle Model of Solids, Liquids and Gases: Unit GuideVithyia MurugiahNo ratings yet
- Ethylene Oxide: Guidelines For The Distribution of / Third Revision 2004Document68 pagesEthylene Oxide: Guidelines For The Distribution of / Third Revision 2004jorgettci100% (2)
- Bio-Energetic Devices - The Egely Wheel Vitality Meter by Gyorgy Egely, PDFDocument7 pagesBio-Energetic Devices - The Egely Wheel Vitality Meter by Gyorgy Egely, PDFEgely György0% (1)
- Circular Concrete Tanks Without PrestressingDocument32 pagesCircular Concrete Tanks Without PrestressingDampierNo ratings yet
- MNL036Document22 pagesMNL036husni1031No ratings yet
- Reaction VesselsDocument6 pagesReaction VesselsKim Christian Galaez100% (1)
- L1-Intermolecular-Forces Gen ChemDocument13 pagesL1-Intermolecular-Forces Gen ChemOohAngelNo ratings yet
- Iso 1817-2011Document24 pagesIso 1817-2011sinanicikNo ratings yet
- Dailey War Emergency Thrust Augmentation For The J47 Engine in TheDocument74 pagesDailey War Emergency Thrust Augmentation For The J47 Engine in TheAlice DeeNo ratings yet
- Draft Good Safety Practices Update 301218 v3Document61 pagesDraft Good Safety Practices Update 301218 v3eduardo burgosNo ratings yet
- Dadant Mini Melter Operation ManualDocument4 pagesDadant Mini Melter Operation ManualShawn DavisNo ratings yet
- (Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Document15 pages(Lab No. 1) Determination of Viscosity of A Given Liquid Using Viscometer.Haider AliNo ratings yet
- Unesco - Eolss Sample Chapters: Thermodynamics of Chemical ProcessesDocument17 pagesUnesco - Eolss Sample Chapters: Thermodynamics of Chemical Processesnetsanet alemayehuNo ratings yet
- NPSH Made Simple For Metering PumpsDocument7 pagesNPSH Made Simple For Metering PumpspietroNo ratings yet
- Refractive Indices of Organic Liquids (Ch. Wohlfarth, B. Wohlfarth (Auth.) Etc.) (Z-Library)Document2,639 pagesRefractive Indices of Organic Liquids (Ch. Wohlfarth, B. Wohlfarth (Auth.) Etc.) (Z-Library)parceuspNo ratings yet
- Sound MillionaireDocument145 pagesSound MillionaireKatrina ReyesNo ratings yet
- Ks3 Chem 7g Eq 64marks Solids Liquids and Gases Only 14pgs 3Document14 pagesKs3 Chem 7g Eq 64marks Solids Liquids and Gases Only 14pgs 3LSZNo ratings yet
- Science Test-Chapter 1 MatterDocument5 pagesScience Test-Chapter 1 MatterRentika SiahaanNo ratings yet
- Simulation of Nitrogen Liquefaction CycleDocument4 pagesSimulation of Nitrogen Liquefaction CycleBalaji Kumar ChoudhuryNo ratings yet
- Refrigeration Manual: Part 1 - Fundamentals of RefrigerationDocument246 pagesRefrigeration Manual: Part 1 - Fundamentals of RefrigerationJulioBuchNo ratings yet