Download as pptx, pdf, or txt
You might also like
- CMOS IC Layout: Concepts, Methodologies, and ToolsFrom EverandCMOS IC Layout: Concepts, Methodologies, and ToolsRating: 4.5 out of 5 stars4.5/5 (3)
- DFT Rules - PPT 0Document18 pagesDFT Rules - PPT 0prakashthamankar50% (4)
- Hayssen Training ElectricalDocument17 pagesHayssen Training ElectricalRoberto SanchezNo ratings yet
- Mohanad - System On Chip (SOC)Document25 pagesMohanad - System On Chip (SOC)Rishab Singla100% (1)
- August 14 - Sequencig Using Signal WordsDocument3 pagesAugust 14 - Sequencig Using Signal Wordsshe88% (8)
- Chapter 1 Introduction To VLSI TestingDocument67 pagesChapter 1 Introduction To VLSI TestingSiva SreeramdasNo ratings yet
- Design VerificationDocument16 pagesDesign VerificationPraveen KethipalliNo ratings yet
- PSVDocument21 pagesPSVPrasad Babu D MaruthiNo ratings yet
- Senior RTL Design Engineer Resume Hillsboro Oregon - Hire IT People - We Get IT DoneDocument2 pagesSenior RTL Design Engineer Resume Hillsboro Oregon - Hire IT People - We Get IT Donevishnu microarkNo ratings yet
- Test and Design ReuseDocument3 pagesTest and Design ReuseDiptanshu BagchiNo ratings yet
- 01 SWSV Overview PDFDocument39 pages01 SWSV Overview PDFcoralonsoNo ratings yet
- Process Models, Lifecycle Models (Compatibility Mode)Document28 pagesProcess Models, Lifecycle Models (Compatibility Mode)Ahsan ChNo ratings yet
- Esha Poweroint Presentation of SDLC ModelsDocument37 pagesEsha Poweroint Presentation of SDLC ModelsEsha100% (1)
- IC TestingDocument53 pagesIC TestingRick LarssonNo ratings yet
- Design For Test by Alfred L CrouchDocument117 pagesDesign For Test by Alfred L CrouchEdwin Singh100% (1)
- Dokumen - Tips - System On Chip Soc 5584a750d1651Document21 pagesDokumen - Tips - System On Chip Soc 5584a750d1651pankaj chandankhedeNo ratings yet
- System On Chip - SocDocument21 pagesSystem On Chip - SocpremkumarNo ratings yet
- System On Chip (SOC)Document25 pagesSystem On Chip (SOC)Lisa SantosNo ratings yet
- Func Verif Overview NewDocument77 pagesFunc Verif Overview Newkushalgayathri007No ratings yet
- Lecture 2Document29 pagesLecture 2Aruzhan AmanovaNo ratings yet
- Chap1 Lect01 Overview - FMDocument12 pagesChap1 Lect01 Overview - FMkartusnormanNo ratings yet
- VLSI Test Technology and Reliability: Said HamdiouiDocument34 pagesVLSI Test Technology and Reliability: Said HamdiouiSaroja SalimNo ratings yet
- 02-1-Development Process-PDD PDFDocument17 pages02-1-Development Process-PDD PDFChandan MishraNo ratings yet
- 02-1-Development Process-PDD PDFDocument17 pages02-1-Development Process-PDD PDFChandan MishraNo ratings yet
- Wichip Hut Chip DesignDocument47 pagesWichip Hut Chip DesignNguyễn Nam HảiNo ratings yet
- Digital System Design NO. 7Document7 pagesDigital System Design NO. 7Asad saeedNo ratings yet
- Introduction To: System-on-ChipDocument34 pagesIntroduction To: System-on-ChipN. Akhila GoudNo ratings yet
- Architecture VrushankDocument20 pagesArchitecture Vrushankvrushank26No ratings yet
- Life Cycle ModelsDocument46 pagesLife Cycle ModelsARINDAM BISWASNo ratings yet
- Process PDFDocument22 pagesProcess PDFamirNo ratings yet
- Technical Paper PublishedDocument10 pagesTechnical Paper Publishedananda krishna siva kesariNo ratings yet
- Lec - 2 FinalDocument47 pagesLec - 2 FinalChirithoti Sai CharanNo ratings yet
- TCSS 360, Spring 2005 Lecture Notes: Software Engineering and The Software LifecycleDocument20 pagesTCSS 360, Spring 2005 Lecture Notes: Software Engineering and The Software LifecyclejayaprasannaNo ratings yet
- Verification Vs Validation in VLSIDocument2 pagesVerification Vs Validation in VLSILearnyzenNo ratings yet
- DFM Slides USDocument54 pagesDFM Slides USsanthoshkumar.sNo ratings yet
- A Game-Changer For IP Designers: Design-Stage VerificationDocument19 pagesA Game-Changer For IP Designers: Design-Stage Verificationvicky kumarNo ratings yet
- Ee 587 Soc Design & TestDocument30 pagesEe 587 Soc Design & TestjjnNo ratings yet
- 04 VerifyDocument68 pages04 Verifyveena_scNo ratings yet
- TCSS 360, Spring 2005 Lecture Notes: Software Engineering and The Software LifecycleDocument20 pagesTCSS 360, Spring 2005 Lecture Notes: Software Engineering and The Software LifecycleAshish_AnandNo ratings yet
- To Understand The Application of Computers in Various Aspects of Manufacturing Viz., Design, Proper Planning, Manufacturing Cost, Layout & Material Handling SystemDocument33 pagesTo Understand The Application of Computers in Various Aspects of Manufacturing Viz., Design, Proper Planning, Manufacturing Cost, Layout & Material Handling Systemmkumar_234155No ratings yet
- Hmi 2.5Document14 pagesHmi 2.5Allan RobeyNo ratings yet
- Lecture 5 PSEDocument29 pagesLecture 5 PSEJason RoyNo ratings yet
- Development Processes and Organizations: Teaching Materials To AccompanyDocument32 pagesDevelopment Processes and Organizations: Teaching Materials To AccompanyhansleyNo ratings yet
- RPL-2 Proses Perangkat LunakDocument50 pagesRPL-2 Proses Perangkat LunakSriNo ratings yet
- DFT: A I: N NtroductionDocument22 pagesDFT: A I: N NtroductionbalajigururajNo ratings yet
- CH 01Document25 pagesCH 01chandu mNo ratings yet
- Witharana 2022 SurveyDocument33 pagesWitharana 2022 SurveyCharlesNo ratings yet
- Bacs2053 Ooad C 2 - U S D P (USDP) : Hapter Nified Oftware Evelopment RocessDocument88 pagesBacs2053 Ooad C 2 - U S D P (USDP) : Hapter Nified Oftware Evelopment RocessOlivia HuangSHNo ratings yet
- HCI in The Software ProcessDocument13 pagesHCI in The Software ProcessWaqas TanoliNo ratings yet
- Using Static Functional Verification in The Design of A Memory ControllerDocument10 pagesUsing Static Functional Verification in The Design of A Memory ControllerapssainiNo ratings yet
- HW SW Codesign Lecture2Document39 pagesHW SW Codesign Lecture2Akshay Doshi100% (1)
- Company Profile - V14Document20 pagesCompany Profile - V14Brent NelsonNo ratings yet
- Testing in VlsiDocument32 pagesTesting in VlsiUnknown KnownNo ratings yet
- Semiconductor Packaging and Testing ProcessDocument36 pagesSemiconductor Packaging and Testing ProcessVinodkumar MhetreNo ratings yet
- Verification - Validation - Characterization Engineer Resume - Hire IT People - We Get IT DoneDocument7 pagesVerification - Validation - Characterization Engineer Resume - Hire IT People - We Get IT Donevishnu microarkNo ratings yet
- LSI Logic Design Chapter 3Document70 pagesLSI Logic Design Chapter 3coipham1104No ratings yet
- Shirsh Corporate Presentation-R2Document55 pagesShirsh Corporate Presentation-R2Amit NirmalNo ratings yet
- Design and Verify Embedded Signal Processing Systems Using MATLAB and SimulinkDocument29 pagesDesign and Verify Embedded Signal Processing Systems Using MATLAB and SimulinkTuyên Đặng LêNo ratings yet
- ReduceComplianceCostsWithBestPractices FinalDocument40 pagesReduceComplianceCostsWithBestPractices Finalnextv1No ratings yet
- Brian-Morrison Design For ExcelenceDocument42 pagesBrian-Morrison Design For ExcelencemstevkaNo ratings yet
- ESD-Ch2 BAO PDFDocument82 pagesESD-Ch2 BAO PDFngoc an nguyenNo ratings yet
- Creating Value Through TestDocument6 pagesCreating Value Through Testjonjon10871No ratings yet
- Lec 20Document25 pagesLec 20anusha killariNo ratings yet
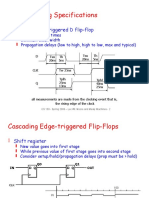
- Typical Timing Specifications: Positive Edge-Triggered D Flip-FlopDocument50 pagesTypical Timing Specifications: Positive Edge-Triggered D Flip-Flopanusha killariNo ratings yet
- Test PointsDocument21 pagesTest Pointsanusha killariNo ratings yet
- Online Shop Dengan Norma Subjektif Sebagai Variabel ModerasiDocument13 pagesOnline Shop Dengan Norma Subjektif Sebagai Variabel ModerasiNicky BrenzNo ratings yet
- A Study of Emotional IntelligeDocument6 pagesA Study of Emotional Intelligekashish behlNo ratings yet
- Fragment D Une Statue D Osiris ConsacreDocument11 pagesFragment D Une Statue D Osiris ConsacrePedro Hernández PostelNo ratings yet
- Invoice: PT - Sitc IndonesiaDocument1 pageInvoice: PT - Sitc IndonesiaMuhammad SyukurNo ratings yet
- Top 40 C Programming Interview Questions and AnswersDocument8 pagesTop 40 C Programming Interview Questions and Answersasanga_indrajithNo ratings yet
- Low Voltage Current and Voltage Transformers PDFDocument260 pagesLow Voltage Current and Voltage Transformers PDFGustavo GamezNo ratings yet
- The Effect of Emotional Freedom Technique On Stress and Anxiety in Nursing StudentsDocument119 pagesThe Effect of Emotional Freedom Technique On Stress and Anxiety in Nursing StudentsnguyenhabkNo ratings yet
- XC9572 PDFDocument9 pagesXC9572 PDFAvs ElectronNo ratings yet
- M1 - 02 Nature and Scope of BusinessDocument41 pagesM1 - 02 Nature and Scope of BusinessDiptendu RoyNo ratings yet
- A Practical Grammar of The Sanskrit LanguageDocument408 pagesA Practical Grammar of The Sanskrit LanguageungulataNo ratings yet
- MIET2407 - OENG1181 - Final Report 2018Document4 pagesMIET2407 - OENG1181 - Final Report 2018Trần TínNo ratings yet
- Bishop 1997Document25 pagesBishop 1997Celina AgostinhoNo ratings yet
- D 12332Document108 pagesD 12332jesus_hfNo ratings yet
- The Piano Lesson Hand Out - Ma Rainey QuizDocument5 pagesThe Piano Lesson Hand Out - Ma Rainey QuizJonathan GellertNo ratings yet
- Evaluation of Trajectory Model For Differential Steering Using Numerical MethodDocument6 pagesEvaluation of Trajectory Model For Differential Steering Using Numerical MethodNaufal RachmatullahNo ratings yet
- EXEMPLAR - 1006HSV - Assessment 1a - Critical Analysis Reflective Essay - Draft Template - T323Document5 pagesEXEMPLAR - 1006HSV - Assessment 1a - Critical Analysis Reflective Essay - Draft Template - T323aryanrana20942No ratings yet
- 50 Programing QuotesDocument3 pages50 Programing QuotesFreddy MoncadaNo ratings yet
- Make Wire Transfers Through Online Banking From AnywhereDocument2 pagesMake Wire Transfers Through Online Banking From AnywhereDani PermanaNo ratings yet
- Final DKSSKDocument79 pagesFinal DKSSKSarita Latthe100% (2)
- CBC TMDocument108 pagesCBC TMChryz SantosNo ratings yet
- Torrent WorkingDocument7 pagesTorrent WorkingsirmadamstudNo ratings yet
- Kroenke, K. Et Al (2002) The PHQ-15 - Validity of A New Measure For Evaluating The Severity of Somatic SymptomsDocument9 pagesKroenke, K. Et Al (2002) The PHQ-15 - Validity of A New Measure For Evaluating The Severity of Somatic SymptomsKristopher MacKenzie BrignardelloNo ratings yet
- Cutter-Marble - Bosch GDM13-34Document79 pagesCutter-Marble - Bosch GDM13-34tamilmanoharNo ratings yet
- Freeplane User Guide PDFDocument31 pagesFreeplane User Guide PDFAlma_Valladare_719No ratings yet
- Strategy RenaultDocument28 pagesStrategy RenaultTaoufiq SmhNo ratings yet
- En 13237-2003 Terms and Definitions For Equipment and Protective Systems Intended For Use in Potentially Explosive AtmospheresDocument26 pagesEn 13237-2003 Terms and Definitions For Equipment and Protective Systems Intended For Use in Potentially Explosive AtmospheresGargiulo AnitaNo ratings yet
- Project MarketingDocument88 pagesProject MarketingAnkita DhimanNo ratings yet
- Bangladesh University of Professionals (Bup)Document17 pagesBangladesh University of Professionals (Bup)oldschoolNo ratings yet