Download as pptx, pdf, or txt
You might also like
- Geriatric Consideration in NursingDocument31 pagesGeriatric Consideration in NursingBabita Dhruw100% (5)
- If Ye Know These Things Ross DrysdaleDocument334 pagesIf Ye Know These Things Ross DrysdaleBernardo Rasimo100% (1)
- Editing Coding and Tabulation of Data-Marketing ResearchDocument16 pagesEditing Coding and Tabulation of Data-Marketing ResearchArivanandan Get Going100% (1)
- Wisdom From TD Jakes FREEDocument224 pagesWisdom From TD Jakes FREEayodeji78100% (3)
- Elastomer TechnologyDocument14 pagesElastomer TechnologySaifuddin AzizNo ratings yet
- Lecture 2 - Properties of Rubber (2024)Document54 pagesLecture 2 - Properties of Rubber (2024)ANH LÊ ĐỨCNo ratings yet
- Vulcanisation of ElastomersDocument1 pageVulcanisation of Elastomersdarshan baskarNo ratings yet
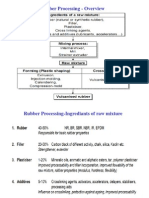
- Rubber Processing - OverviewDocument11 pagesRubber Processing - OverviewTamoor TariqNo ratings yet
- Lecture - 16 Applied Rheology in Polymer ProcessingDocument12 pagesLecture - 16 Applied Rheology in Polymer Processingdev11739No ratings yet
- Recycling of RubberDocument37 pagesRecycling of Rubberdivya arya100% (1)
- Rubber Compounding PDFDocument28 pagesRubber Compounding PDFbodekiz75% (8)
- M5. Characteristics, Applications, of PolymerDocument33 pagesM5. Characteristics, Applications, of Polymerdaffa islamiNo ratings yet
- 5 ElastomersDocument74 pages5 ElastomersZeel PatelNo ratings yet
- Name-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19Document10 pagesName-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19RishavNo ratings yet
- Presentation On Reclaimed Rubber PlantDocument27 pagesPresentation On Reclaimed Rubber PlantAwadhesh RanjanNo ratings yet
- A New Method To Predict Optimum Cure Time of Rubber Compound Using Dynamic Mechanical Analysis - Khimi - 2013 - Journal of Applied Polymer Science - Wiley Online LibraryDocument6 pagesA New Method To Predict Optimum Cure Time of Rubber Compound Using Dynamic Mechanical Analysis - Khimi - 2013 - Journal of Applied Polymer Science - Wiley Online LibraryRaakhimi ShuibNo ratings yet
- Chapter 4Document23 pagesChapter 4Nikolaus R. LarssonNo ratings yet
- Characteristics - of Solder - PasteDocument10 pagesCharacteristics - of Solder - PasteselvakumarNo ratings yet
- Melt Spinning: V UK Sathrajith 19Y127Document11 pagesMelt Spinning: V UK Sathrajith 19Y12719Y203 - AMITH B KNo ratings yet
- Casting Slip BookletDocument20 pagesCasting Slip Bookletgeniustan90No ratings yet
- 2003-Coran Et Al - Chemistry of The Vulcanization and Protection of Elastomers - A Review of The AchievementsDocument7 pages2003-Coran Et Al - Chemistry of The Vulcanization and Protection of Elastomers - A Review of The AchievementssimarabieiNo ratings yet
- Experiment 4Document8 pagesExperiment 4Kelvin Lim100% (3)
- Characteristics, Applications and Processing of Polymers Chapter 15Document53 pagesCharacteristics, Applications and Processing of Polymers Chapter 15tjandelkier100% (1)
- A New Method To Predict Optimum Cure Time of Rubber Compound PDFDocument6 pagesA New Method To Predict Optimum Cure Time of Rubber Compound PDFChanin NgudsuntearNo ratings yet
- 3.0 Mechanical SealsDocument20 pages3.0 Mechanical SealsMuneeswaran NarayananNo ratings yet
- Rubber CuringDocument132 pagesRubber CuringDuc Nguyen100% (2)
- Filament Winding: Serkan CUBUK E6704Document17 pagesFilament Winding: Serkan CUBUK E6704Charaf Leo100% (1)
- ElastomerDocument84 pagesElastomerAmit Katriya100% (1)
- MAE 493N 593T Lec13Document21 pagesMAE 493N 593T Lec13kostas.sierros9374No ratings yet
- Effect of Aging in Bituminous MixesDocument15 pagesEffect of Aging in Bituminous MixesyadavameNo ratings yet
- FM Lecture 2Document64 pagesFM Lecture 2MKSNo ratings yet
- Overload Clutches in Agricultural Machinery: Nienhaus, ClemensDocument6 pagesOverload Clutches in Agricultural Machinery: Nienhaus, ClemensgangatilfrettarNo ratings yet
- Introduction To and Presentation of DMADocument81 pagesIntroduction To and Presentation of DMAtayitooo100% (1)
- Rubber CuringDocument129 pagesRubber CuringTu ngoc0% (1)
- Slag Splashing Technique in Converter OperationDocument3 pagesSlag Splashing Technique in Converter Operationrabikant_25No ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Investigation of Crosslinking in The Thermo Oxidative Aging of Nitrile-Butadiene RubberDocument5 pagesInvestigation of Crosslinking in The Thermo Oxidative Aging of Nitrile-Butadiene RubberRossana IervolinoNo ratings yet
- Effect of Filler On Rubber Compound Properties: Muhammad FarooqDocument19 pagesEffect of Filler On Rubber Compound Properties: Muhammad FarooqRana AnasNo ratings yet
- Applied Sciences: Non-Newtonian Behaviors of Crumb Rubber-Modified Bituminous BindersDocument14 pagesApplied Sciences: Non-Newtonian Behaviors of Crumb Rubber-Modified Bituminous Bindersanant11235No ratings yet
- Concept Paper: Vulcanizing ShopDocument4 pagesConcept Paper: Vulcanizing ShopMaria Jean Niña PiroteNo ratings yet
- Wear On HOT RoLLING Mill RollsDocument15 pagesWear On HOT RoLLING Mill RollssourajpatelNo ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- AGGREGATESDocument38 pagesAGGREGATESBhupinder SinghNo ratings yet
- MOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)Document63 pagesMOL-5906 Elastomers: TUT Plastics and Elastomer Technology (Autumn 2008)arfu~No ratings yet
- Light Activated Denture Base ResinsDocument24 pagesLight Activated Denture Base Resinsஹரி ராமச்சந்திரன்No ratings yet
- AM ManufacturingDocument78 pagesAM ManufacturingAarizMalikNo ratings yet
- Accelerators Part OneDocument10 pagesAccelerators Part OneMandar VazeNo ratings yet
- Vulcanization - WikipediaDocument6 pagesVulcanization - WikipediaAanand MishraNo ratings yet
- Paper Mills Roller Coverings: Chemical ResistanceDocument8 pagesPaper Mills Roller Coverings: Chemical ResistancefapivaNo ratings yet
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000No ratings yet
- Rheology Testing of Polymers and The Determination of Properties Using Rotational Rheometers and CapDocument12 pagesRheology Testing of Polymers and The Determination of Properties Using Rotational Rheometers and CapDevashish AgnihotriNo ratings yet
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- Plastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggDocument18 pagesPlastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggV Phanindra BoguNo ratings yet
- Plastics PDFDocument18 pagesPlastics PDFV Phanindra BoguNo ratings yet
- Fluidized Bed Reactor 2Document11 pagesFluidized Bed Reactor 2Mahdi SalihNo ratings yet
- 2016.09 E 2 16 ZielinskaDocument12 pages2016.09 E 2 16 Zielinskaikromov.boburNo ratings yet
- Concrete - Lec-2 - CE 201@CE-21 - 2020Document33 pagesConcrete - Lec-2 - CE 201@CE-21 - 2020Nahid SultanNo ratings yet
- RubberDocument44 pagesRubberlidabonnyNo ratings yet
- NotesDocument5 pagesNotesVarun SrivastavaNo ratings yet
- 1.1 History of Superplastic FormingDocument19 pages1.1 History of Superplastic FormingCharan Raj ReddyNo ratings yet
- Vulcanization of RubberDocument5 pagesVulcanization of Rubberrossifam777No ratings yet
- Sistema Filament WindingDocument8 pagesSistema Filament WindingFrancisco CarrascoNo ratings yet
- Lecture 13Document31 pagesLecture 13Rana AnasNo ratings yet
- Silica and Silanes-II: Muhammad FarooqDocument30 pagesSilica and Silanes-II: Muhammad FarooqRana AnasNo ratings yet
- Pakistan Engineering Council: Governing Body Election-2021Document11 pagesPakistan Engineering Council: Governing Body Election-2021Rana AnasNo ratings yet
- Effect of Filler On Rubber Compound Properties: Muhammad FarooqDocument19 pagesEffect of Filler On Rubber Compound Properties: Muhammad FarooqRana AnasNo ratings yet
- Antidegradants and Waxes: Dr. Muhammad FarooqDocument28 pagesAntidegradants and Waxes: Dr. Muhammad FarooqRana AnasNo ratings yet
- Eyring Equation PDFDocument7 pagesEyring Equation PDFRana AnasNo ratings yet
- Polymer Reaction Engineering Labexp##1Document4 pagesPolymer Reaction Engineering Labexp##1Rana AnasNo ratings yet
- A Short Version of The Big Five Inventory (BFI-20) : Evidence On Construct ValidityDocument22 pagesA Short Version of The Big Five Inventory (BFI-20) : Evidence On Construct ValidityBagas IndiantoNo ratings yet
- Ballistic - August September 2021Document168 pagesBallistic - August September 2021andrewrowe100% (2)
- Exercises in RussianDocument270 pagesExercises in RussiansuzzixxNo ratings yet
- Mathematics Past Paper QuestionsDocument174 pagesMathematics Past Paper Questionsnodicoh572100% (2)
- Sword of DestinyDocument435 pagesSword of DestinyJailouise Perez100% (1)
- Object Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Document49 pagesObject Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Sameer HaneNo ratings yet
- SBT Sekolah Berprestasi Tinggi (HPS) High Performing SchoolsDocument14 pagesSBT Sekolah Berprestasi Tinggi (HPS) High Performing SchoolsAminNo ratings yet
- MAD Practical 6Document15 pagesMAD Practical 6DIVYESH PATELNo ratings yet
- Omni-Directional Mobile Robot With Mecanum WheelDocument6 pagesOmni-Directional Mobile Robot With Mecanum WheelTRUNG QUOC LENo ratings yet
- DorkDocument5 pagesDorkJeremy Sisto ManurungNo ratings yet
- Bydf3 ElectricDocument61 pagesBydf3 ElectricIvan Avila100% (1)
- Biophilic Design: ARC407 DissertationDocument4 pagesBiophilic Design: ARC407 DissertationAaryan JainNo ratings yet
- Domain Model Ppt-1updatedDocument17 pagesDomain Model Ppt-1updatedkhadija akhtarNo ratings yet
- 11 Earthing and Lightning Protection PDFDocument37 pages11 Earthing and Lightning Protection PDFThomas Gilchrist100% (1)
- Edmund Burke Maroon 2/4/18Document1 pageEdmund Burke Maroon 2/4/18Chicago MaroonNo ratings yet
- Application of Buoyancy-Power Generator For Compressed Air Energy Storage Using A Fluid-Air Displacement System - ScienceDirectDocument7 pagesApplication of Buoyancy-Power Generator For Compressed Air Energy Storage Using A Fluid-Air Displacement System - ScienceDirectJoel Stanley TylerNo ratings yet
- HVLDocument44 pagesHVLlogofwood6858100% (2)
- PP QM Integration With PS MM FICODocument26 pagesPP QM Integration With PS MM FICOAshwini Harwale SonwaneNo ratings yet
- Ccc221coalpowerR MDocument58 pagesCcc221coalpowerR Mmfhaleem@pgesco.comNo ratings yet
- 15p3 Fourier IntegralDocument7 pages15p3 Fourier IntegralBhargav BhalaraNo ratings yet
- Form 137Document2 pagesForm 137Raymund BondeNo ratings yet
- Iridium Satellite System (Iss) : Wireless CommunicationDocument11 pagesIridium Satellite System (Iss) : Wireless CommunicationSmrithi K MNo ratings yet
- Scholastic Instant Practice Packets Numbers - CountingDocument128 pagesScholastic Instant Practice Packets Numbers - CountingcaliscaNo ratings yet
- Laboratory For Energy and The Environment: HighlightsDocument14 pagesLaboratory For Energy and The Environment: HighlightsZewdu TsegayeNo ratings yet
- Analisis Pemetaan (Jadual Kenalpasti Cu Wa)Document5 pagesAnalisis Pemetaan (Jadual Kenalpasti Cu Wa)En AzermieyNo ratings yet
- Alarm Security Pic - Google ShoppingDocument1 pageAlarm Security Pic - Google Shoppingleeleeleebc123No ratings yet