Download as ppt, pdf, or txt
You might also like
- Level 3 - Advanced Bookkeeping - Question BankDocument368 pagesLevel 3 - Advanced Bookkeeping - Question BanktrueNo ratings yet
- Chopra Scm6 Ch11Document92 pagesChopra Scm6 Ch11Wanyi ChangNo ratings yet
- The Role of Safety Inventory in A Supply ChainDocument22 pagesThe Role of Safety Inventory in A Supply ChainShawnchita Binte Saboor50% (4)
- Study Guide for Practical Statistics for EducatorsFrom EverandStudy Guide for Practical Statistics for EducatorsRating: 4 out of 5 stars4/5 (1)
- Module 8 - Home Office, Branch and Agency AccountingDocument8 pagesModule 8 - Home Office, Branch and Agency AccountingSunshine Khuletz67% (3)
- AC7108 Rev. F - Audit Criteria For Chemical ProcessingDocument74 pagesAC7108 Rev. F - Audit Criteria For Chemical ProcessingfdsbdfsbhdgndsnNo ratings yet
- Landscape Detailing - Michael Littlewood PDFDocument274 pagesLandscape Detailing - Michael Littlewood PDFFeebet Linter50% (2)
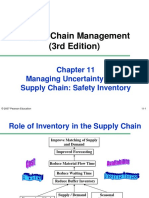
- Supply Chain Management (3rd Edition) : Managing Uncertainty in The Supply Chain: Safety InventoryDocument40 pagesSupply Chain Management (3rd Edition) : Managing Uncertainty in The Supply Chain: Safety InventoryYounityNo ratings yet
- Capítulo 11, Chopra - Inventario de Seguridad en La Cadena de SuministroDocument40 pagesCapítulo 11, Chopra - Inventario de Seguridad en La Cadena de SuministroBräyän MüñöszNo ratings yet
- Chopra4 - Managing Uncertainty in The Supply Chain Safety InventoryDocument39 pagesChopra4 - Managing Uncertainty in The Supply Chain Safety Inventorysiddhartha tulsyanNo ratings yet
- Chapter 11-Without AggregationDocument42 pagesChapter 11-Without AggregationMayank PrakashNo ratings yet
- Safety Inventory: P.Chandiran, LIBADocument42 pagesSafety Inventory: P.Chandiran, LIBAHammad AhmedNo ratings yet
- 17 Safety InventoryDocument47 pages17 Safety Inventorymishrakanchan 2396No ratings yet
- 2.0 Managing Uncertainty in Demand With Safety StockDocument19 pages2.0 Managing Uncertainty in Demand With Safety Stocksaswat1953419No ratings yet
- Managing Uncertainty in The Supply Chain Safety Inventory8&9Document30 pagesManaging Uncertainty in The Supply Chain Safety Inventory8&9niruthir100% (1)
- Lecture 20Document36 pagesLecture 20pavan79No ratings yet
- Chapter 11 CalDocument58 pagesChapter 11 CalAbdullah AljuwayhirNo ratings yet
- Chopra Scm6 Inppt 11Document104 pagesChopra Scm6 Inppt 11Tonmoy RoyNo ratings yet
- SCM - 13-14 - Chapter 12 - UpdatedDocument15 pagesSCM - 13-14 - Chapter 12 - UpdatedUdhav JoshiNo ratings yet
- Chapter 11 Managing Economies of Scale in A Supply ChainDocument90 pagesChapter 11 Managing Economies of Scale in A Supply ChainM Iqbal Muttaqin100% (1)
- Chopra Scm5 Ch11Document90 pagesChopra Scm5 Ch11Faried Putra SandiantoNo ratings yet
- Managing Uncertainty in A Supply Chain Safety InventoryDocument41 pagesManaging Uncertainty in A Supply Chain Safety InventorySyed Kamran AbbasNo ratings yet
- Orca Share Media1542172530257 PDFDocument11 pagesOrca Share Media1542172530257 PDFJohn CedricNo ratings yet
- Session 17. Managing Uncertainty in A Supply Chain Safety Inventory-IDocument11 pagesSession 17. Managing Uncertainty in A Supply Chain Safety Inventory-IShubhankaNo ratings yet
- Chapter 9 InventoryDocument60 pagesChapter 9 Inventoryrazi haiderNo ratings yet
- Ch11.Managing Economies of Scale in A Supply Chain - Cycle InventoryDocument65 pagesCh11.Managing Economies of Scale in A Supply Chain - Cycle InventoryFahim Mahmud100% (1)
- Better Planning and Scheduling With The Right Cycle Stock LevelsDocument4 pagesBetter Planning and Scheduling With The Right Cycle Stock Levelsspyros_peiraiasNo ratings yet
- Cycle InventoryDocument40 pagesCycle InventoryMayaNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument45 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle Inventory0825Pratyush TiwariNo ratings yet
- Krajewski Chapter 12 Inventory MGT 2nd BatchDocument44 pagesKrajewski Chapter 12 Inventory MGT 2nd BatchMd. Ebrahim SheikhNo ratings yet
- Krajewski Chapter 12Document68 pagesKrajewski Chapter 12Asora Yasmin snehaNo ratings yet
- 05-SCM - Planning and Managing InventoryDocument26 pages05-SCM - Planning and Managing Inventoryxan pitchuNo ratings yet
- Supply Chain Management: Dr. Md. Mamun Habib Associate ProfessorDocument16 pagesSupply Chain Management: Dr. Md. Mamun Habib Associate Professorshanta skymarkNo ratings yet
- Planning & Managing Inventory in Supply Chain: Cycle Inventory, Safety Inventory, ABC Inventory & Product AvailabilityDocument24 pagesPlanning & Managing Inventory in Supply Chain: Cycle Inventory, Safety Inventory, ABC Inventory & Product AvailabilityAsma ShoaibNo ratings yet
- Planning and Managing InventoriesDocument12 pagesPlanning and Managing InventoriesVenkata AkhilNo ratings yet
- Chopra Scm5 Ch12Document76 pagesChopra Scm5 Ch12Gurunathan MariayyahNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument24 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryAkash KumarNo ratings yet
- Inv (Chap 12)Document28 pagesInv (Chap 12)pedro.benNo ratings yet
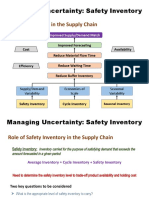
- Managing Uncertainty: Safety Inventory: Role of Inventory in The Supply ChainDocument13 pagesManaging Uncertainty: Safety Inventory: Role of Inventory in The Supply ChainAa BbNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument45 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryVinoadh Kumar KrishnanNo ratings yet
- PDF DocumentDocument44 pagesPDF DocumentRony G RabbyNo ratings yet
- CH 12Document76 pagesCH 12Vedagya SaraswatNo ratings yet
- Capítulo 10, Chopra - Inventario de Ciclo en La Cadena de SuministroDocument44 pagesCapítulo 10, Chopra - Inventario de Ciclo en La Cadena de SuministroBräyän MüñöszNo ratings yet
- Safety Inv TheoryDocument4 pagesSafety Inv TheoryKoinoor Singh100% (1)
- Managing Uncertainty in Supply Chain Safety InventoryDocument39 pagesManaging Uncertainty in Supply Chain Safety InventoryRohit DuttaNo ratings yet
- Supply Chain Management: Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument10 pagesSupply Chain Management: Managing Economies of Scale in The Supply Chain: Cycle InventorySamima AkteriNo ratings yet
- TOPIC 5 - Inventory MGTDocument106 pagesTOPIC 5 - Inventory MGTLê Tú NgọcNo ratings yet
- CH3 - Part 2Document5 pagesCH3 - Part 2sojoud shorbajiNo ratings yet
- Reorder Point and Safety StockDocument6 pagesReorder Point and Safety StockTarun KumarNo ratings yet
- Chapter 12Document61 pagesChapter 12Sandeep PanNo ratings yet
- Chapter 11 (SCM)Document12 pagesChapter 11 (SCM)Md. Wahid Abdul HoqueNo ratings yet
- CH9 Inventory PDFDocument97 pagesCH9 Inventory PDFMohammed RawashdehNo ratings yet
- Inventory ManagementDocument21 pagesInventory Managementvaibhav kumar KhokharNo ratings yet
- BullwhipDocument40 pagesBullwhipAngsuman BhanjdeoNo ratings yet
- Managing Uncertainty: Safety Inventory: Peeyush Pandey Assistant Professor IIM RohtakDocument31 pagesManaging Uncertainty: Safety Inventory: Peeyush Pandey Assistant Professor IIM RohtakdurgaNo ratings yet
- Chopra4 PPT ch01Document13 pagesChopra4 PPT ch01Neamat HassanNo ratings yet
- Supply Chain Performance: Achieving Strategic Fit and ScopeDocument27 pagesSupply Chain Performance: Achieving Strategic Fit and Scopeosama haseebNo ratings yet
- Planning Inventories in SP Part 2Document13 pagesPlanning Inventories in SP Part 2Johnryan ToledoNo ratings yet
- Supply Chain Management: Supply Chain Performance: Achieving Strategic Fit and ScopeDocument28 pagesSupply Chain Management: Supply Chain Performance: Achieving Strategic Fit and ScopeK ScholarNo ratings yet
- Managing Uncertainty in A Supply Chain - Safety Inventory: BITS PilaniDocument67 pagesManaging Uncertainty in A Supply Chain - Safety Inventory: BITS PilaniVineet AgarwalNo ratings yet
- Lecture 3Document15 pagesLecture 3AhmedNo ratings yet
- Week 7 Traditional Versus Lean InventoryDocument74 pagesWeek 7 Traditional Versus Lean InventoryShannonNo ratings yet
- Business Ratios and Formulas: A Comprehensive GuideFrom EverandBusiness Ratios and Formulas: A Comprehensive GuideRating: 3 out of 5 stars3/5 (1)
- NutruentsDocument7 pagesNutruentsPEDRO INFANTE AGUILARNo ratings yet
- Pickett v. United States, 216 U.S. 456 (1910)Document5 pagesPickett v. United States, 216 U.S. 456 (1910)Scribd Government DocsNo ratings yet
- XDeclaration of The Naturalization Act of JulyDocument2 pagesXDeclaration of The Naturalization Act of JulyMegan bergNo ratings yet
- Wi Vi TchnologyDocument29 pagesWi Vi TchnologyRajpranabh100% (1)
- Keratoconus Screening in Primary Eye Care - A General OverviewDocument7 pagesKeratoconus Screening in Primary Eye Care - A General Overviewnurfatminsari almaidinNo ratings yet
- A Task To Perform - Reading Comprehension - 1 ELAAROUB Abdellah IDSDDocument3 pagesA Task To Perform - Reading Comprehension - 1 ELAAROUB Abdellah IDSDZakaria NAJIBNo ratings yet
- An Order Constituting The Barangay Tourism Development Council of Barangay Puro, Aroroy, MasbateDocument2 pagesAn Order Constituting The Barangay Tourism Development Council of Barangay Puro, Aroroy, MasbateJohn Paul M. Morado0% (1)
- Social Media Terms of UseDocument2 pagesSocial Media Terms of UseCFBISDNo ratings yet
- Revised 2021 Magna Carta For Ho & HoaDocument416 pagesRevised 2021 Magna Carta For Ho & HoaLiezl Tizon Columnas100% (5)
- MDP43887 Mileage Warranty Flyer Quick GuideDocument2 pagesMDP43887 Mileage Warranty Flyer Quick GuideScenic777No ratings yet
- Route 22 23 September 2023Document3 pagesRoute 22 23 September 2023api-523195650No ratings yet
- SVAN 956 User ManualDocument195 pagesSVAN 956 User Manualalin.butunoi865No ratings yet
- LG PVC Ls100H: Straight PVC: Extrusion GradeDocument1 pageLG PVC Ls100H: Straight PVC: Extrusion GradeJhon Angel Molina LeonNo ratings yet
- ASTM C627 Robinson TestDocument4 pagesASTM C627 Robinson TestSiu Hei LauNo ratings yet
- Petitioners, vs. Pepsi Cola Products Phils., Inc. and Pepsico Inc., RespondentsDocument5 pagesPetitioners, vs. Pepsi Cola Products Phils., Inc. and Pepsico Inc., RespondentsAngelo GabrilloNo ratings yet
- FP75E eDocument4 pagesFP75E estar990No ratings yet
- Code of Ethics in Management Accounting and Financial ManagementDocument2 pagesCode of Ethics in Management Accounting and Financial ManagementSyed Mahwish QadriNo ratings yet
- Performance Analysis of Five Mutual Funds Growth SchemeDocument10 pagesPerformance Analysis of Five Mutual Funds Growth SchemeanirudhsriramaNo ratings yet
- LM Comandi Marzo 2022Document11 pagesLM Comandi Marzo 2022grazianonetNo ratings yet
- CC 110 Syllabus in Financial Management For Agri-Based Enterprises (F)Document11 pagesCC 110 Syllabus in Financial Management For Agri-Based Enterprises (F)Cesar Della33% (3)
- Alia AFC365 Flow ComputerDocument4 pagesAlia AFC365 Flow ComputerRexCrazyMindNo ratings yet
- Forming Technologies IncDocument18 pagesForming Technologies InctuấnNo ratings yet
- Registration of SocietyDocument6 pagesRegistration of SocietyDeepak AroraNo ratings yet
- Unit Ii Inheritance and Interfaces: CS8392 /object Oriented ProgrammingDocument30 pagesUnit Ii Inheritance and Interfaces: CS8392 /object Oriented ProgrammingJhonNo ratings yet
- Exploration and Preservation of Philippine Folklore and Culture Through Film and CGI - Chapter 1 Introduction - Elardo, Gelvoligaya, Padilla, SalesDocument7 pagesExploration and Preservation of Philippine Folklore and Culture Through Film and CGI - Chapter 1 Introduction - Elardo, Gelvoligaya, Padilla, SalesKim LegayaNo ratings yet
- Term Paper About Education For AllDocument8 pagesTerm Paper About Education For Allafmznqfsclmgbe100% (1)