Download as ppt, pdf, or txt
You might also like
- Business Reporting July 2013 Exam PapersDocument16 pagesBusiness Reporting July 2013 Exam Paperskarlr9No ratings yet
- 07 Connecting Rod & Cross HeadDocument18 pages07 Connecting Rod & Cross Headnaresh100% (1)
- Piston RingDocument43 pagesPiston RingSudath Kularathna67% (3)
- Oros PistonDocument6 pagesOros Pistonbrigolmustihotmail.com100% (1)
- Upakari's Spoken English BookDocument238 pagesUpakari's Spoken English Bookdiram00792% (13)
- Operational Information The Two Stroke Crosshead Engine The Cylinder LinerDocument14 pagesOperational Information The Two Stroke Crosshead Engine The Cylinder LinerAayush AgrawalNo ratings yet
- Cylinder Liner Lubrication Meo Class 2 OralsDocument10 pagesCylinder Liner Lubrication Meo Class 2 OralsSarath KnNo ratings yet
- 1.8a - Piston and Piston RingsDocument9 pages1.8a - Piston and Piston RingsHeroNo ratings yet
- Types Liner Material Problems in Liner Liner Inspection Liner Calibration Difference Between MAN B&W and SULZER LinersDocument7 pagesTypes Liner Material Problems in Liner Liner Inspection Liner Calibration Difference Between MAN B&W and SULZER LinersRicardo Garing100% (2)
- LinerDocument29 pagesLinersurajNo ratings yet
- Types of Piston RingsDocument10 pagesTypes of Piston RingsJa Phe TiNo ratings yet
- NOTES 16 NOV Class 2Document15 pagesNOTES 16 NOV Class 2Anthony xavierNo ratings yet
- L.E. 2 - Piston Rings - MMBTDocument9 pagesL.E. 2 - Piston Rings - MMBTApolLLloNNo ratings yet
- Bashar Sir FAQDocument92 pagesBashar Sir FAQMehedy MasudNo ratings yet
- CoC Oral Exam Preparation 1-MachenaryDocument25 pagesCoC Oral Exam Preparation 1-MachenaryThusitha DalpathaduNo ratings yet
- 5 Marine Engineering Knowledge MiscellaneousDocument23 pages5 Marine Engineering Knowledge MiscellaneousMarcus M. BlakeNo ratings yet
- The 4 Stroke Medium Speed Trunk Engine PistonDocument23 pagesThe 4 Stroke Medium Speed Trunk Engine PistonBharatiyulamNo ratings yet
- PistonDocument7 pagesPistongauravarora93100% (1)
- Friction in IC EnginesDocument27 pagesFriction in IC EnginesRobinson Prabu100% (1)
- LP-10 Piston Ring Problems DoneDocument3 pagesLP-10 Piston Ring Problems DoneKashif UsmanNo ratings yet
- LinerDocument5 pagesLineryumivillaceranNo ratings yet
- Cylinder Lubrication SystemDocument8 pagesCylinder Lubrication SystemSilvio Rodriguez100% (1)
- Cylinder LinerDocument9 pagesCylinder LinerVannex MensidorNo ratings yet
- Solving Ring-Oiled Bearing Problems TechNote - 2009 - 04Document6 pagesSolving Ring-Oiled Bearing Problems TechNote - 2009 - 04NookerNo ratings yet
- PistonDocument6 pagesPistonAayush AgrawalNo ratings yet
- 08 PistonDocument40 pages08 PistonnareshNo ratings yet
- DJA 40072 - Slaid Chapter 6Document19 pagesDJA 40072 - Slaid Chapter 6marulisme92iiNo ratings yet
- Piston Rings and PinsDocument143 pagesPiston Rings and PinsScribdTranslationsNo ratings yet
- Marine Main Engine PistonDocument15 pagesMarine Main Engine PistonNandakishore PradeepNo ratings yet
- Main Engine: List of ContentDocument36 pagesMain Engine: List of ContentVishnu DasNo ratings yet
- Ball Bearing Lubrication in Centrifugal Pumps: Mcnally InstituteDocument4 pagesBall Bearing Lubrication in Centrifugal Pumps: Mcnally Instituteagrocel_bhv5591No ratings yet
- Ball Bearing Lubrication in Centrifugal PumpsDocument4 pagesBall Bearing Lubrication in Centrifugal Pumpsyousafsappal795No ratings yet
- Cyl LubricationDocument7 pagesCyl LubricationThuria TunNo ratings yet
- The 2 Stroke Crosshead EngineDocument9 pagesThe 2 Stroke Crosshead EngineBharatiyulamNo ratings yet
- Function 4BDocument55 pagesFunction 4BSiva PrakasamNo ratings yet
- Piston ReportDocument59 pagesPiston ReportPidikiti Surendra BabuNo ratings yet
- Parts and Functional Description of Diesel EngineDocument12 pagesParts and Functional Description of Diesel EngineVinay GirdharNo ratings yet
- Design and Analysis of Dry Cylinder Liners Used in Diesel EnginesDocument9 pagesDesign and Analysis of Dry Cylinder Liners Used in Diesel EnginesRoland sNo ratings yet
- Diaphragm CompressorDocument12 pagesDiaphragm CompressorFares JawadNo ratings yet
- Unit IvDocument6 pagesUnit IvrajmehaNo ratings yet
- Stern Tubes: Water Lubricated BearingsDocument11 pagesStern Tubes: Water Lubricated BearingsMurugappan ChandrasekaranNo ratings yet
- Cylinder Lubrication Developments and Lubricants Drain AnalysisDocument14 pagesCylinder Lubrication Developments and Lubricants Drain AnalysisAnto KattikkaranNo ratings yet
- Cylinder Liner NotesDocument15 pagesCylinder Liner NotesHrishikesh MoreNo ratings yet
- Lubrication 1 Assignment MEC 4402Document6 pagesLubrication 1 Assignment MEC 4402Matauka.F. MufungulwaNo ratings yet
- Cooling and Lubrication of Engines: Presented By: Md. Azhar Sheriff Department:-Mechanical EngineeringDocument26 pagesCooling and Lubrication of Engines: Presented By: Md. Azhar Sheriff Department:-Mechanical EngineeringAbhilash S SNo ratings yet
- Diesel Engine FundamentalsDocument5 pagesDiesel Engine FundamentalsIris JanssenNo ratings yet
- Harsh Parihar 0818ME181009 Practical No. 1: Study of Lubricating System in CI EnginesDocument8 pagesHarsh Parihar 0818ME181009 Practical No. 1: Study of Lubricating System in CI EnginesPro GamerssNo ratings yet
- Reasons For Engine Oil ConsumptionDocument6 pagesReasons For Engine Oil ConsumptionKavanNo ratings yet
- Identification of The Diesel Engine ComponentsDocument13 pagesIdentification of The Diesel Engine Componentsguswerino240% (1)
- Lubrication Assignment MEC 4402Document6 pagesLubrication Assignment MEC 4402Matauka.F. MufungulwaNo ratings yet
- N3 Mechanotechnology Module 11Document16 pagesN3 Mechanotechnology Module 11orimathsNo ratings yet
- Cylinder Liner WearDocument1 pageCylinder Liner WearThuria Tun100% (1)
- Diesel Failure AnalysisDocument32 pagesDiesel Failure AnalysisxristinaNo ratings yet
- Cylinder Liners in Large 2Document3 pagesCylinder Liners in Large 2neo_nitinNo ratings yet
- Motor Short AnswersDocument97 pagesMotor Short AnswersRachitNo ratings yet
- Seminar Piston Ring 2Document29 pagesSeminar Piston Ring 2chavanvidyasagar100% (1)
- LP-3 Cylinder Problems DoneDocument3 pagesLP-3 Cylinder Problems DoneKashif UsmanNo ratings yet
- Piston Failures ExplainedDocument6 pagesPiston Failures ExplainedCvita CvitićNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Naval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyFrom EverandNaval Diesel Engineering: The Fundamentals of Operation, Performance and EfficiencyNo ratings yet
- Electronic Circuits in An Automotive Environment: Herman Casier AMI Semiconductor BelgiumDocument123 pagesElectronic Circuits in An Automotive Environment: Herman Casier AMI Semiconductor BelgiumnareshNo ratings yet
- Ultra Capacitors Electrostatic Energy StorageDocument15 pagesUltra Capacitors Electrostatic Energy StoragenareshNo ratings yet
- 03 Frames & Tie RodsDocument24 pages03 Frames & Tie RodsnareshNo ratings yet
- Ansys - CFDDocument56 pagesAnsys - CFDnareshNo ratings yet
- Basic TerminologyDocument9 pagesBasic TerminologynareshNo ratings yet
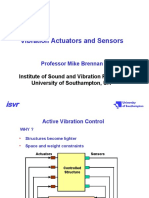
- Vibration Actuators and Sensors: Professor Mike BrennanDocument64 pagesVibration Actuators and Sensors: Professor Mike BrennannareshNo ratings yet
- NSIC - Summer Courses 2018Document1 pageNSIC - Summer Courses 2018nareshNo ratings yet
- Engine Construction: Bed PlateDocument25 pagesEngine Construction: Bed PlatenareshNo ratings yet
- 08 PistonDocument40 pages08 PistonnareshNo ratings yet
- 02 Two Stroke Diesel CycleDocument31 pages02 Two Stroke Diesel CyclenareshNo ratings yet
- 12 RotocapDocument6 pages12 RotocapnareshNo ratings yet
- 01 Gas Cycle and ClassificationDocument74 pages01 Gas Cycle and ClassificationnareshNo ratings yet
- 01 IC Engines Basics ConstructionDocument19 pages01 IC Engines Basics ConstructionnareshNo ratings yet
- IC Engine Basic Construction & Engine PartsDocument12 pagesIC Engine Basic Construction & Engine PartsnareshNo ratings yet
- 03 Combustion ChamberDocument13 pages03 Combustion ChambernareshNo ratings yet
- 03 Four Stroke Diesel CycleDocument34 pages03 Four Stroke Diesel CyclenareshNo ratings yet
- Laporan Harian OverhoulDocument234 pagesLaporan Harian OverhoulRosyadNo ratings yet
- Standard Specification For RIGID PVCDocument5 pagesStandard Specification For RIGID PVCvongoctu2016No ratings yet
- Estimation of Uric Acid Levels in SerumDocument6 pagesEstimation of Uric Acid Levels in Serumvicky_law_280% (5)
- The Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisDocument11 pagesThe Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisJan LAWNo ratings yet
- (U) Daily Activity Report: Marshall DistrictDocument5 pages(U) Daily Activity Report: Marshall DistrictFauquier NowNo ratings yet
- Detailed Lesson PlanDocument49 pagesDetailed Lesson PlanNaisy MagalonaNo ratings yet
- Ba Scalance-Xc-100 76 PDFDocument60 pagesBa Scalance-Xc-100 76 PDFAlexNo ratings yet
- Agrobiodiversity in Southeast Europe - Assessment and Policy Recommendations. Country Report SerbiaDocument92 pagesAgrobiodiversity in Southeast Europe - Assessment and Policy Recommendations. Country Report SerbiaSuzanaĐorđević-MiloševićNo ratings yet
- Addiction: Digital AssessmentDocument4 pagesAddiction: Digital AssessmentNarender SirimallaNo ratings yet
- Httpswww-Clinicalkey-Es Pbidi Unam Mx2443servicecontentpdfwatermarked3-S2 0-B9780323680134000195 Pdflocale Es - ES&searcDocument18 pagesHttpswww-Clinicalkey-Es Pbidi Unam Mx2443servicecontentpdfwatermarked3-S2 0-B9780323680134000195 Pdflocale Es - ES&searcDafne TeranNo ratings yet
- Rooftop Fish FarmsDocument4 pagesRooftop Fish FarmsbobsraineyNo ratings yet
- Thank You. Mohamad Rizdwan Bin Rashid Chand.: Please Arrive Early at The Station and Claim Your Ticket at CounterDocument1 pageThank You. Mohamad Rizdwan Bin Rashid Chand.: Please Arrive Early at The Station and Claim Your Ticket at CounterwanNo ratings yet
- Complications of Local AnesthesiaDocument80 pagesComplications of Local AnesthesiaRiya JainNo ratings yet
- Tutorial 1 - Physical PropertiesDocument17 pagesTutorial 1 - Physical PropertiesZadrin TuckerNo ratings yet
- Bod Procedure 1Document26 pagesBod Procedure 1kuthappadyNo ratings yet
- Rectb IacsDocument696 pagesRectb Iacscommercial.sourcaNo ratings yet
- Rate of ReactionDocument41 pagesRate of ReactionHala NajiNo ratings yet
- House BhavasDocument3 pagesHouse BhavasBiswajit BeheraNo ratings yet
- Cell Organelles Worksheet-PrintDocument2 pagesCell Organelles Worksheet-PrintmuraliMuNo ratings yet
- SL - No Item Name PriceDocument3 pagesSL - No Item Name PriceAmitKumarNo ratings yet
- Structure of Human Eye DipiyDocument10 pagesStructure of Human Eye Dipiyvineet_knwrNo ratings yet
- FDSS CARES Meals Assistance Gift Card Application FormDocument1 pageFDSS CARES Meals Assistance Gift Card Application FormFauquier NowNo ratings yet
- Evaluate of The Physical Performance of Patients Undergoing HemodialysisDocument9 pagesEvaluate of The Physical Performance of Patients Undergoing HemodialysisAhmed AlkhaqaniNo ratings yet
- MI LT 110eur Dragon - 6 - 150 A - Versi 3.3-1Document2 pagesMI LT 110eur Dragon - 6 - 150 A - Versi 3.3-1Chadafi AriefNo ratings yet
- Venturi MeterDocument5 pagesVenturi Meterashok pradhanNo ratings yet
- Estimated Out-of-Pocket Expenses: Mississippi State University Travel Advance RequestDocument1 pageEstimated Out-of-Pocket Expenses: Mississippi State University Travel Advance Requestuthmankheil89No ratings yet
- Standard Sizes of Pipes (After Changing)Document45 pagesStandard Sizes of Pipes (After Changing)Muhammad AliNo ratings yet
- Tribune HeDocument28 pagesTribune HeAndy HeronNo ratings yet