
Fric Stir Welding
Fric Stir Welding
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- International Financial Management 9th Edition Jeff Madura Test BankDocument15 pagesInternational Financial Management 9th Edition Jeff Madura Test Bankclitusarielbeehax100% (34)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CJ20N Change Create Additional WBS-Hierarchy GraphicsDocument9 pagesCJ20N Change Create Additional WBS-Hierarchy Graphicssatheesh408No ratings yet
- Operations Management - Chapter 12Document11 pagesOperations Management - Chapter 12David Van De FliertNo ratings yet
- Chapter - 1-QMDocument56 pagesChapter - 1-QMtebelayhabitamu12No ratings yet
- SPSS Wulan RahmaniaDocument12 pagesSPSS Wulan RahmaniaUlanNo ratings yet
- Haemin Crystal Practical PreparationDocument4 pagesHaemin Crystal Practical PreparationSHAKTINo ratings yet
- Characteristics of The Analog ComputersDocument5 pagesCharacteristics of The Analog Computersmanju_csNo ratings yet
- Software TestingDocument31 pagesSoftware TestingPon KarthikeyanNo ratings yet
- Lab Experiment # 05: ObjectiveDocument7 pagesLab Experiment # 05: ObjectiveMuhammad Samee baigNo ratings yet
- Cache Coherence: From Wikipedia, The Free EncyclopediaDocument8 pagesCache Coherence: From Wikipedia, The Free EncyclopediaMohit ChhabraNo ratings yet
- MOCK - TEST - (Chemistry) - Term 1 - 2015Document19 pagesMOCK - TEST - (Chemistry) - Term 1 - 2015Ung Hie HuongNo ratings yet
- MPC5777C MCAL4 0 RTM 1 0 1 ReleaseNotesDocument427 pagesMPC5777C MCAL4 0 RTM 1 0 1 ReleaseNotesasix25No ratings yet
- Activation Energy: - The Arrhenius EquationDocument19 pagesActivation Energy: - The Arrhenius EquationemilyNo ratings yet
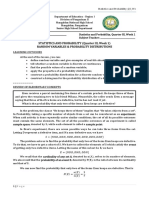
- Statistics and Probability (Quarter Iii, Week 1) Random Variables & Probability DistributionsDocument6 pagesStatistics and Probability (Quarter Iii, Week 1) Random Variables & Probability DistributionsJacqueline Trinidad DeeNo ratings yet
- Small Applet Program That Create Small AnimationDocument5 pagesSmall Applet Program That Create Small AnimationStatus Adda56% (9)
- Programming With SIMD-instructionsDocument10 pagesProgramming With SIMD-instructionsMahipal YadavNo ratings yet
- Cs101 Program Logic Formulation 1Document4 pagesCs101 Program Logic Formulation 1Multiple Criteria DssNo ratings yet
- One Dimensional FlowDocument11 pagesOne Dimensional FlowmechgokulNo ratings yet
- K To 12 Welding Learning Module PDFDocument139 pagesK To 12 Welding Learning Module PDFAlano JoNo ratings yet
- 111 RX Final Final ManuscriptDocument27 pages111 RX Final Final ManuscriptAdrian Paul A GuerreroNo ratings yet
- Overview:: Book Title:-Engineering Physics, 2E Author:-B. K. Pandey - SDocument2 pagesOverview:: Book Title:-Engineering Physics, 2E Author:-B. K. Pandey - Sdamini chandi priyaNo ratings yet
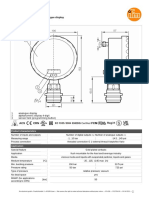
- PG2794 00 - en GBDocument4 pagesPG2794 00 - en GBphalkejituNo ratings yet
- Advance Design - Bracing Members Design According To Eurocode 3Document8 pagesAdvance Design - Bracing Members Design According To Eurocode 3gemo_n_fabrice69No ratings yet
- Emergency Braking SystemDocument4 pagesEmergency Braking Systemieee4mybusinessonlyNo ratings yet
- Finding The Formula of Hydrated Copper (II) SulfateDocument2 pagesFinding The Formula of Hydrated Copper (II) Sulfatedank dankNo ratings yet
- Catalogo de RodamientosDocument399 pagesCatalogo de RodamientosmarragezNo ratings yet
- Bubba OscillatorDocument7 pagesBubba OscillatorUmairRashidNo ratings yet
- 11 ProbDocument2 pages11 Probachandra100% (1)
- How To Guide Generic Header Manipulation & Regular ExpressionsDocument35 pagesHow To Guide Generic Header Manipulation & Regular ExpressionsanirudhaNo ratings yet
- Motion DimensionDocument113 pagesMotion DimensionMaya Satih KanteyanNo ratings yet





































































Download as pptx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- International Financial Management 9th Edition Jeff Madura Test BankDocument15 pagesInternational Financial Management 9th Edition Jeff Madura Test Bankclitusarielbeehax100% (34)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CJ20N Change Create Additional WBS-Hierarchy GraphicsDocument9 pagesCJ20N Change Create Additional WBS-Hierarchy Graphicssatheesh408No ratings yet
- Operations Management - Chapter 12Document11 pagesOperations Management - Chapter 12David Van De FliertNo ratings yet
- Chapter - 1-QMDocument56 pagesChapter - 1-QMtebelayhabitamu12No ratings yet
- SPSS Wulan RahmaniaDocument12 pagesSPSS Wulan RahmaniaUlanNo ratings yet
- Haemin Crystal Practical PreparationDocument4 pagesHaemin Crystal Practical PreparationSHAKTINo ratings yet
- Characteristics of The Analog ComputersDocument5 pagesCharacteristics of The Analog Computersmanju_csNo ratings yet
- Software TestingDocument31 pagesSoftware TestingPon KarthikeyanNo ratings yet
- Lab Experiment # 05: ObjectiveDocument7 pagesLab Experiment # 05: ObjectiveMuhammad Samee baigNo ratings yet
- Cache Coherence: From Wikipedia, The Free EncyclopediaDocument8 pagesCache Coherence: From Wikipedia, The Free EncyclopediaMohit ChhabraNo ratings yet
- MOCK - TEST - (Chemistry) - Term 1 - 2015Document19 pagesMOCK - TEST - (Chemistry) - Term 1 - 2015Ung Hie HuongNo ratings yet
- MPC5777C MCAL4 0 RTM 1 0 1 ReleaseNotesDocument427 pagesMPC5777C MCAL4 0 RTM 1 0 1 ReleaseNotesasix25No ratings yet
- Activation Energy: - The Arrhenius EquationDocument19 pagesActivation Energy: - The Arrhenius EquationemilyNo ratings yet
- Statistics and Probability (Quarter Iii, Week 1) Random Variables & Probability DistributionsDocument6 pagesStatistics and Probability (Quarter Iii, Week 1) Random Variables & Probability DistributionsJacqueline Trinidad DeeNo ratings yet
- Small Applet Program That Create Small AnimationDocument5 pagesSmall Applet Program That Create Small AnimationStatus Adda56% (9)
- Programming With SIMD-instructionsDocument10 pagesProgramming With SIMD-instructionsMahipal YadavNo ratings yet
- Cs101 Program Logic Formulation 1Document4 pagesCs101 Program Logic Formulation 1Multiple Criteria DssNo ratings yet
- One Dimensional FlowDocument11 pagesOne Dimensional FlowmechgokulNo ratings yet
- K To 12 Welding Learning Module PDFDocument139 pagesK To 12 Welding Learning Module PDFAlano JoNo ratings yet
- 111 RX Final Final ManuscriptDocument27 pages111 RX Final Final ManuscriptAdrian Paul A GuerreroNo ratings yet
- Overview:: Book Title:-Engineering Physics, 2E Author:-B. K. Pandey - SDocument2 pagesOverview:: Book Title:-Engineering Physics, 2E Author:-B. K. Pandey - Sdamini chandi priyaNo ratings yet
- PG2794 00 - en GBDocument4 pagesPG2794 00 - en GBphalkejituNo ratings yet
- Advance Design - Bracing Members Design According To Eurocode 3Document8 pagesAdvance Design - Bracing Members Design According To Eurocode 3gemo_n_fabrice69No ratings yet
- Emergency Braking SystemDocument4 pagesEmergency Braking Systemieee4mybusinessonlyNo ratings yet
- Finding The Formula of Hydrated Copper (II) SulfateDocument2 pagesFinding The Formula of Hydrated Copper (II) Sulfatedank dankNo ratings yet
- Catalogo de RodamientosDocument399 pagesCatalogo de RodamientosmarragezNo ratings yet
- Bubba OscillatorDocument7 pagesBubba OscillatorUmairRashidNo ratings yet
- 11 ProbDocument2 pages11 Probachandra100% (1)
- How To Guide Generic Header Manipulation & Regular ExpressionsDocument35 pagesHow To Guide Generic Header Manipulation & Regular ExpressionsanirudhaNo ratings yet
- Motion DimensionDocument113 pagesMotion DimensionMaya Satih KanteyanNo ratings yet