Download as pptx, pdf, or txt
You might also like
- Chem 152 Lab Report 1Document7 pagesChem 152 Lab Report 1Sabica NasarNo ratings yet
- Jacket Area CalculationDocument12 pagesJacket Area CalculationPraveen Prajapati100% (2)
- 065 - ME8792, ME6701 Power Plant Engineering - NotesDocument164 pages065 - ME8792, ME6701 Power Plant Engineering - NotesAnkit Jose AntonyNo ratings yet
- 1.1.power Plant LayoutDocument5 pages1.1.power Plant LayoutBALAMBAL R100% (1)
- Thermal EngineeringDocument10 pagesThermal Engineeringlokeshdhangar842No ratings yet
- Unit - I Steam Power PlantsDocument32 pagesUnit - I Steam Power Plantsrsankarganesh MECH-HICET100% (1)
- Thermal Power Plant - EeDocument20 pagesThermal Power Plant - EePrabhat Chandra100% (1)
- Unit - 1 Coal Based Thermal Power Plants Layout of Thermal Power Plant and Its Working PrincipleDocument154 pagesUnit - 1 Coal Based Thermal Power Plants Layout of Thermal Power Plant and Its Working PrincipleMadhu Mitha100% (1)
- Thermal Power PlantDocument6 pagesThermal Power PlantMasha Allah QasimiNo ratings yet
- Dry Cooling Systems1.2Document40 pagesDry Cooling Systems1.2paragmishra1986No ratings yet
- Introduction To Electrical Power Systems: by K.rajendraDocument101 pagesIntroduction To Electrical Power Systems: by K.rajendrak rajendraNo ratings yet
- Report #1: Alternating-Current Project: Steam-Electric Power PlantDocument41 pagesReport #1: Alternating-Current Project: Steam-Electric Power PlantKian TecsonNo ratings yet
- PP 9th Meeting GENERATING STATIONS Thermal Power PlantDocument5 pagesPP 9th Meeting GENERATING STATIONS Thermal Power PlantJohn Kenneth LoricoNo ratings yet
- EXP-1 Steam Power PlantDocument7 pagesEXP-1 Steam Power PlantsejalNo ratings yet
- Expt. # 03 Study of A Steam Turbine Power PlantDocument6 pagesExpt. # 03 Study of A Steam Turbine Power PlantSajeeb SarkerNo ratings yet
- CFBC Operation 23MWDocument110 pagesCFBC Operation 23MWgkswaroopNo ratings yet
- Steam Power PlantDocument7 pagesSteam Power PlantsuganyaNo ratings yet
- Amulya Gaikwada ProjectDocument34 pagesAmulya Gaikwada ProjectHarikrishna NethaNo ratings yet
- Introduction To CFPPDocument34 pagesIntroduction To CFPPVenkat CherukuriNo ratings yet
- T Project ReportDocument63 pagesT Project ReportArif AhmadNo ratings yet
- Exp 1Document7 pagesExp 1HR HabibNo ratings yet
- Introduction To Boiler: Fire Tube BoilersDocument34 pagesIntroduction To Boiler: Fire Tube BoilersSandhya NaveenNo ratings yet
- Steam Drum Systems As Well As Once-Through Steam Generators (OTSG) SystemsDocument8 pagesSteam Drum Systems As Well As Once-Through Steam Generators (OTSG) SystemsGobardhana swainNo ratings yet
- Power Plant FamiliarisationDocument110 pagesPower Plant FamiliarisationmrdipakwaghNo ratings yet
- 250MW Thermal Power PlantDocument70 pages250MW Thermal Power Plantdileepjana100% (2)
- Ukai Thermal Power Plant-Eman Refai Abdelkhaliq-Sec 3Document13 pagesUkai Thermal Power Plant-Eman Refai Abdelkhaliq-Sec 3eman.refai13lcsNo ratings yet
- Physics 4.Document5 pagesPhysics 4.SOLAIMANNo ratings yet
- Rohini 86450143586Document8 pagesRohini 86450143586Anksupriya BanerjeeNo ratings yet
- Jaipur: Vivekananda Institute of TechnologyDocument29 pagesJaipur: Vivekananda Institute of TechnologyAnonymous ytZsBOVNo ratings yet
- Lecture No 3Document4 pagesLecture No 3Musa KhanNo ratings yet
- How Steam Power Plant WorksDocument3 pagesHow Steam Power Plant WorksLhexter Mhervin CoNo ratings yet
- 1 ST unit-PGTDDocument84 pages1 ST unit-PGTDAnis ChelseNo ratings yet
- Steam Power PlantDocument6 pagesSteam Power PlantKarthikn AltocNo ratings yet
- Brief Description of Tanda Thermal Project: 1.1 Geographical LocationDocument22 pagesBrief Description of Tanda Thermal Project: 1.1 Geographical Locationcoolvipin1988No ratings yet
- Thermal Power PlantDocument31 pagesThermal Power PlantfefwerewNo ratings yet
- NTPC Training ReportDocument83 pagesNTPC Training Reportpankajpnd1100% (1)
- Thermal Power Generation Plant or Thermal Power StationDocument157 pagesThermal Power Generation Plant or Thermal Power Stationgteklay100% (1)
- Lecture No 4Document5 pagesLecture No 4Musa KhanNo ratings yet
- Power System 1 Ch2Document75 pagesPower System 1 Ch2Abdirahman Elmi GureNo ratings yet
- Jaipur: Vivekananda Institute of TechnologyDocument29 pagesJaipur: Vivekananda Institute of TechnologyAashish SangwanNo ratings yet
- CoalDocument48 pagesCoallekoringoeNo ratings yet
- Boiler Definition & TypesDocument17 pagesBoiler Definition & TypesDevidutta PandaNo ratings yet
- CPPDocument3 pagesCPPabhisai84No ratings yet
- Open Feedwater Heaters Closed Feedwater HeatersDocument22 pagesOpen Feedwater Heaters Closed Feedwater HeatersM.Thirunavukkarasu100% (1)
- Gajendra KumarDocument23 pagesGajendra KumarGAJENDRA KUMARNo ratings yet
- Thermal Power PlantDocument29 pagesThermal Power PlantSiri VenniNo ratings yet
- 38 Thermal Power PlantDocument26 pages38 Thermal Power PlantSwaraj TodankarNo ratings yet
- Thermal Power Plant: Shubham Thakur 13BME8149 5MEL3 Mechanical EngineeringDocument34 pagesThermal Power Plant: Shubham Thakur 13BME8149 5MEL3 Mechanical EngineeringMos MohNo ratings yet
- ATD Unit-4 NotesDocument44 pagesATD Unit-4 NotesSanjay KatreddyNo ratings yet
- PGD 161018125619 PDFDocument47 pagesPGD 161018125619 PDFveerchetan007No ratings yet
- Steam Power Plant PDFDocument47 pagesSteam Power Plant PDFSandeep Gupta100% (1)
- Steam Power Plant and BoilersDocument101 pagesSteam Power Plant and Boilersjamunaa83100% (1)
- Thermodynamic Cycles:: Unit I Thermal Power PlantsDocument33 pagesThermodynamic Cycles:: Unit I Thermal Power PlantsbernabasNo ratings yet
- Boiler and Boiler PerformanceDocument64 pagesBoiler and Boiler PerformanceDipti PatilNo ratings yet
- Selections of Powerplants LocationDocument4 pagesSelections of Powerplants LocationMostafa GadelrabNo ratings yet
- + Air Fig.1. Production of Electrical Energy by Steam Power Plant Exhaust SteamDocument38 pages+ Air Fig.1. Production of Electrical Energy by Steam Power Plant Exhaust Steamsrihari_bhadabhagniNo ratings yet
- 24VDC For DiplomaDocument62 pages24VDC For DiplomaSaikrishna ChalamalaNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
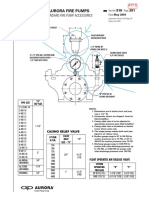
- ATT-3 - Standard Fire Pump AccessoriesDocument1 pageATT-3 - Standard Fire Pump AccessoriesTolgahan KaradagNo ratings yet
- Gardner Denver Quick-Lock Compressed Air Piping Brochure PDFDocument12 pagesGardner Denver Quick-Lock Compressed Air Piping Brochure PDFAlexandre SantosNo ratings yet
- Lec 1 - NewDocument8 pagesLec 1 - NewAhmed RamadanNo ratings yet
- AE31007: Introduction To Aircraft PerformanceDocument12 pagesAE31007: Introduction To Aircraft PerformanceCh3Tan GawdaNo ratings yet
- STAR COACHING CLASS - Parshotam Jethani (98982 16776)Document3 pagesSTAR COACHING CLASS - Parshotam Jethani (98982 16776)Kalp JethaniNo ratings yet
- Saudi Aramco Inspection Checklist: Pump & Component Installation For Lift Stations SAIC-G-2023 30-Apr-17 PlumbDocument6 pagesSaudi Aramco Inspection Checklist: Pump & Component Installation For Lift Stations SAIC-G-2023 30-Apr-17 Plumbkarthi51289No ratings yet
- Problems Regenerative CycleDocument6 pagesProblems Regenerative CycleHassan SheikhNo ratings yet
- Froude Number and Reynolds NumberDocument6 pagesFroude Number and Reynolds NumberChin-Chin AbejarNo ratings yet
- PHE & Spiral Heat ExchangersDocument66 pagesPHE & Spiral Heat ExchangersYasmin 2021No ratings yet
- StichlmanirBravoFair General Model DP Packed ColumnDocument10 pagesStichlmanirBravoFair General Model DP Packed Columnmcusseglio3931No ratings yet
- SPE-196738-MS DFIT Survey For Reservoir Evaluation of A Low Permeability Formation During Well TestingDocument12 pagesSPE-196738-MS DFIT Survey For Reservoir Evaluation of A Low Permeability Formation During Well TestingMbarouk Shaame MbaroukNo ratings yet
- MSCDocument12 pagesMSCJayanath Nuwan SameeraNo ratings yet
- Pipesim Project2Document151 pagesPipesim Project2sugiantoNo ratings yet
- TSV and PSV PDFDocument5 pagesTSV and PSV PDFMetoo ChyNo ratings yet
- Regent Dinflow BrochureDocument4 pagesRegent Dinflow Brochurebob marleyNo ratings yet
- Isolator PDFDocument10 pagesIsolator PDFnimesh_thakor12No ratings yet
- TL Series 1000pdpDocument2 pagesTL Series 1000pdpherysyam1980No ratings yet
- Chemical Equilibrium McqsDocument3 pagesChemical Equilibrium Mcqssadaf yousafzaiNo ratings yet
- 14.2 - Boundary Details PDFDocument10 pages14.2 - Boundary Details PDFChristian MavarezNo ratings yet
- OPTIMIZATION OF PROGRESSIVE CAVITY PUMP SYSTEMS - Lea1988Document11 pagesOPTIMIZATION OF PROGRESSIVE CAVITY PUMP SYSTEMS - Lea1988Victor MartinezNo ratings yet
- Refrig JT Plant Brochures - SNC - Valerus - Recd 20170623Document4 pagesRefrig JT Plant Brochures - SNC - Valerus - Recd 20170623johnNo ratings yet
- T2. Air Conditioning StudyDocument8 pagesT2. Air Conditioning StudyHaha WoNgNo ratings yet
- Erosion in Choke Valves - Wear 1995 PDFDocument12 pagesErosion in Choke Valves - Wear 1995 PDFAPINo ratings yet
- Cascade Refrigeration System (Report)Document8 pagesCascade Refrigeration System (Report)THE PUBGTV100% (1)
- Student Handbook F KK 2014Document119 pagesStudent Handbook F KK 2014Fatin HasniNo ratings yet
- Hrs Tubular Heat Exchangers: Installation & Operation ManualDocument19 pagesHrs Tubular Heat Exchangers: Installation & Operation ManualArun KarthikeyanNo ratings yet
- Impact of Flowfield-Radiation Coupling On AeroheatingDocument11 pagesImpact of Flowfield-Radiation Coupling On Aeroheatingmiquelbs2001No ratings yet
- FMM Cia 2 2019Document2 pagesFMM Cia 2 2019Vinay KorekarNo ratings yet