Download as ppt, pdf, or txt
You might also like
- Flow StationDocument28 pagesFlow StationqualityNo ratings yet
- Atlas 7B Know Your ShaperDocument6 pagesAtlas 7B Know Your ShaperColin FinkbeinerNo ratings yet
- ShaperDocument5 pagesShaperRAFIULALAM75% (4)
- Planer MachineDocument46 pagesPlaner Machinepoohru puru100% (15)
- Shaping & Grinding and Realated OperationsDocument26 pagesShaping & Grinding and Realated OperationsIzi86% (7)
- Metal Cutting and Machine Tools Unit - III ObjectiveDocument27 pagesMetal Cutting and Machine Tools Unit - III ObjectivePyla Ravi KumarNo ratings yet
- Unit - IIIDocument30 pagesUnit - IIISai RamNo ratings yet
- Milling & Related OperationsDocument22 pagesMilling & Related OperationsIzi80% (5)
- Exp No 9 ShaperDocument5 pagesExp No 9 ShaperM IRFANNo ratings yet
- 5 Milling & Related OperationsDocument40 pages5 Milling & Related OperationsZihad MondalNo ratings yet
- Shaping Machine Manual FinalDocument4 pagesShaping Machine Manual FinalBarun DeNo ratings yet
- CNC Process Planning and Machining - Getting Started (Is+dl)Document9 pagesCNC Process Planning and Machining - Getting Started (Is+dl)PAVAN KALYANNo ratings yet
- Shapers and PlanersDocument10 pagesShapers and PlanersAlejandro RomainNo ratings yet
- BME Lecture 5 ShaperDocument6 pagesBME Lecture 5 ShaperRoop LalNo ratings yet
- Unit IIIDocument30 pagesUnit IIISourasish TalukderNo ratings yet
- Production Tech IIDocument125 pagesProduction Tech IIchiranthanchiru332No ratings yet
- Shaper Machine SeminrDocument20 pagesShaper Machine SeminrSoumya Banerjee80% (5)
- Shaper and MillingDocument47 pagesShaper and MillingKausar MahmodNo ratings yet
- Unit 3Document80 pagesUnit 3bmm16957No ratings yet
- 7 Introduction To Basic Machining ProcessesDocument10 pages7 Introduction To Basic Machining ProcessesSumudu DilshanNo ratings yet
- Planer: Thirumurugan.M Iiird Year Mechanical Achariya College of Engineering & TechnologyDocument10 pagesPlaner: Thirumurugan.M Iiird Year Mechanical Achariya College of Engineering & Technologythiru7545No ratings yet
- Shaper SlottingDocument34 pagesShaper SlottingAamer MohammedNo ratings yet
- Milling - Production Process - Related OperationsDocument9 pagesMilling - Production Process - Related OperationsMehmet Islam SaifulNo ratings yet
- Ipe Lab Report 4Document11 pagesIpe Lab Report 4Sourav Sutradhar0% (1)
- Shaper Machine: TH THDocument20 pagesShaper Machine: TH THLokesh LokiNo ratings yet
- Shaper Machine: Definition, Parts, Working Principle, Types, Operation, Advantages, Application (Notes & PDF)Document8 pagesShaper Machine: Definition, Parts, Working Principle, Types, Operation, Advantages, Application (Notes & PDF)Arvind DeokarNo ratings yet
- Planer Machine: ApplicationsDocument5 pagesPlaner Machine: ApplicationsRey Charvin S. ROCONo ratings yet
- Shaper and MillingDocument47 pagesShaper and MillingFaysal AhmedNo ratings yet
- MC-MT R16 - Unit-3Document63 pagesMC-MT R16 - Unit-3Anonymous GEHeEQlajbNo ratings yet
- Shaper Planer N SlotterDocument23 pagesShaper Planer N SlotterAtif WahidNo ratings yet
- Chapter 7 Shaper Operation-1Document22 pagesChapter 7 Shaper Operation-1علاءإدريسNo ratings yet
- Man Pro Lab Exp No. 7 Working Principle of A Shaper MachineDocument8 pagesMan Pro Lab Exp No. 7 Working Principle of A Shaper Machinefotick100% (1)
- LATHEDocument9 pagesLATHEArun PrasadNo ratings yet
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- Planer MachineDocument37 pagesPlaner MachinejpbhimaniNo ratings yet
- Slotting PDFDocument6 pagesSlotting PDFVignesh NayakNo ratings yet
- SHAPER, SLOTTER AND PLANER byDocument18 pagesSHAPER, SLOTTER AND PLANER byash84745No ratings yet
- Shaper MachineDocument23 pagesShaper MachineRayz C.ONo ratings yet
- ShapperDocument5 pagesShapperUsman AyyubNo ratings yet
- Shaper Machine DefinitionDocument16 pagesShaper Machine Definitionمحمد عادلNo ratings yet
- MSM ManualDocument52 pagesMSM ManualHarika Pothamshetty-15No ratings yet
- SHAPER, SLOTTER AND PLANER by MEDocument18 pagesSHAPER, SLOTTER AND PLANER by MEash84745No ratings yet
- Milling Machine Definition Parts Types Operations With PDFDocument11 pagesMilling Machine Definition Parts Types Operations With PDFDark AceNo ratings yet
- Experiment No.: Experiment Name:: TypesDocument4 pagesExperiment No.: Experiment Name:: TypesMirMdMarufHossainNo ratings yet
- Shaping MachinesDocument16 pagesShaping MachinesgauravNo ratings yet
- Planer SlotterDocument4 pagesPlaner SlotterKishor PatilNo ratings yet
- Shaper Machine Working Types Specs Pros Cons Apps PDFDocument17 pagesShaper Machine Working Types Specs Pros Cons Apps PDFYou CuberNo ratings yet
- Shaper MachineDocument3 pagesShaper MachineYawar Abbas Khan0% (1)
- Shaper MachineDocument4 pagesShaper MachineJaydeep Sakariya60% (5)
- MilingDocument18 pagesMilingKasar nagib 2002No ratings yet
- University Institute of Engineering and Technology KurukshetraDocument30 pagesUniversity Institute of Engineering and Technology KurukshetraTusharth HandaNo ratings yet
- Unit 3Document42 pagesUnit 3Viraja AmbatapudiNo ratings yet
- Lec 12 - 13 Shaping Planing and Slotting OperationsDocument36 pagesLec 12 - 13 Shaping Planing and Slotting OperationsAnonymous lTQDM21No ratings yet
- Unit Iii Other Machine ToolsDocument41 pagesUnit Iii Other Machine Toolsrkscad11No ratings yet
- Planer MachineDocument46 pagesPlaner MachineJosell CaipangNo ratings yet
- Shaper LAB REPORTDocument3 pagesShaper LAB REPORTVishal JamuarNo ratings yet
- Shaper MachineDocument81 pagesShaper Machinesam clastineNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Install Piping Systems of PACU and CREDocument65 pagesInstall Piping Systems of PACU and CREBeth AusteNo ratings yet
- Welding of Stainless Steels & Duplex: Roshan RampureDocument74 pagesWelding of Stainless Steels & Duplex: Roshan Rampureapurva karleNo ratings yet
- Plastic vs. Metal Fabrication - Advantages and DisadvantagesDocument11 pagesPlastic vs. Metal Fabrication - Advantages and DisadvantagesManikamma LagaleNo ratings yet
- Finished Bachelor ThesisDocument89 pagesFinished Bachelor ThesisKhaled Omar0% (2)
- Powder Coating Data SheetDocument2 pagesPowder Coating Data SheetsujeetNo ratings yet
- Methods, Processes and Equipment Involved in Manufacturing of PlasticDocument34 pagesMethods, Processes and Equipment Involved in Manufacturing of PlasticNiño Gerard JabagatNo ratings yet
- 01 Samss 048 PDFDocument21 pages01 Samss 048 PDFMohamed SolimanNo ratings yet
- Welder CardDocument1 pageWelder CardRaju KumarNo ratings yet
- Appunti AlbaneseDocument192 pagesAppunti Albanesej77wn7j9yvNo ratings yet
- Sika Monotop®-412 S: Product Data SheetDocument4 pagesSika Monotop®-412 S: Product Data SheetSylvester WafulaNo ratings yet
- Industrial Visit at Sewage Treatment Plant (STP) Bharwara SushileDocument17 pagesIndustrial Visit at Sewage Treatment Plant (STP) Bharwara SushilePRAVEEN1999340% (5)
- Sheaves Catalog - Blanche From DG CraneDocument10 pagesSheaves Catalog - Blanche From DG CraneEnquiry DESH ShipbuildingNo ratings yet
- Submerged Arc WeldingDocument2 pagesSubmerged Arc WeldingcalcedaNo ratings yet
- Non-Traditional Machining PDFDocument21 pagesNon-Traditional Machining PDFSaurabh ManralNo ratings yet
- Flashcards - Investigating Temperature Changes of Reactions - Edexcel Chemistry IGCSEDocument27 pagesFlashcards - Investigating Temperature Changes of Reactions - Edexcel Chemistry IGCSEsohaila ibrahimNo ratings yet
- Assignment 3Document3 pagesAssignment 3Tony TroxNo ratings yet
- 12 Chemistry Notes Ch02 SolutionsDocument5 pages12 Chemistry Notes Ch02 SolutionsHimanshu DixitNo ratings yet
- One-Step Integrated Complete Bore Repair System: Model BRS6 - (Popular For Large Diameter Heavy Equipment Bore Repair)Document1 pageOne-Step Integrated Complete Bore Repair System: Model BRS6 - (Popular For Large Diameter Heavy Equipment Bore Repair)sujit kcNo ratings yet
- 2019.04.03 - Экспертное Заключение (листы С245, Ст3пс5) - ENGDocument36 pages2019.04.03 - Экспертное Заключение (листы С245, Ст3пс5) - ENGReza MohebbiNo ratings yet
- Brown Stock WashingDocument5 pagesBrown Stock WashingDaniel LieNo ratings yet
- Radiator Cores: Quality With Value GuaranteedDocument4 pagesRadiator Cores: Quality With Value GuaranteedMilton Quispe ChillitupaNo ratings yet
- MCQ For Welding ShopDocument6 pagesMCQ For Welding Shopsudhir guptaNo ratings yet
- Sikalatex-100 P Qa: Product Data SheetDocument2 pagesSikalatex-100 P Qa: Product Data SheetM. KumaranNo ratings yet
- UQESH Flooring System V2 - 4Document1 pageUQESH Flooring System V2 - 4RayGaintNo ratings yet
- Tiếng Anh chuyên nghiệp cho Thiết kế và Sản xuất Khuôn mẫuDocument170 pagesTiếng Anh chuyên nghiệp cho Thiết kế và Sản xuất Khuôn mẫuHoa HồngNo ratings yet
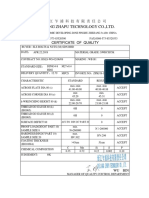
- Zhejiang Zhapu Technology Co.,LtdDocument1 pageZhejiang Zhapu Technology Co.,LtdTurbo Snail RNo ratings yet
- Mechanics of Machining: On Tool GeometryDocument16 pagesMechanics of Machining: On Tool GeometryEthan HuntNo ratings yet
- Ahs KubahDocument12 pagesAhs KubahMUHAMMAD IKBAL ARBA LASIJANNo ratings yet
- Razon Master Plaster MPCS 102Document2 pagesRazon Master Plaster MPCS 102Razon Construction ChemicalsNo ratings yet