Download as pptx, pdf, or txt
You might also like
- Series Reactions CRE 2Document10 pagesSeries Reactions CRE 2Svce ParambaraiNo ratings yet
- PFRDocument19 pagesPFRKangae IlhamNo ratings yet
- Cre PDFDocument8 pagesCre PDFBHOWMICK PATIDAR 15BCH0085No ratings yet
- CreDocument8 pagesCreBHOWMICK PATIDAR 15BCH0085No ratings yet
- Dynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsDocument11 pagesDynamics and Control of Recycle Systems. 2. Comparison Alternative Process DesignsJean Pierre León BravoNo ratings yet
- CRE Chapter 5-Design For Multiple Reactions - K192Document27 pagesCRE Chapter 5-Design For Multiple Reactions - K192Huy Huu HuynhNo ratings yet
- Exp 4Document27 pagesExp 4Dhiyyah MardhiyyahNo ratings yet
- Design For Parallel Reactions (Compatibility Mode)Document8 pagesDesign For Parallel Reactions (Compatibility Mode)Jeetendra YadavNo ratings yet
- Design For Multiple ReactionsDocument43 pagesDesign For Multiple Reactionsmuhammad shahadat awanNo ratings yet
- Assignment 4Document5 pagesAssignment 4Yi Hong LowNo ratings yet
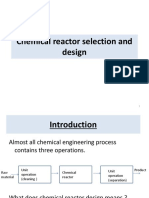
- Chemical Reactor Selection and DesignDocument36 pagesChemical Reactor Selection and Designrajadcet12100% (4)
- Quantitative Treatment, Plug Flow or Batch Reactor. Here We QuantitativelyDocument4 pagesQuantitative Treatment, Plug Flow or Batch Reactor. Here We QuantitativelyAzhari GajahNo ratings yet
- Conversion FouglrDocument21 pagesConversion Fouglrحسام العسلNo ratings yet
- Plug Flow ReactorDocument16 pagesPlug Flow Reactormirdza94No ratings yet
- UNIT-3: Department of Chemical Engineering Sathyabama UniversityDocument16 pagesUNIT-3: Department of Chemical Engineering Sathyabama UniversityBT20CME033 Gautam TahilyaniNo ratings yet
- CSTR ManualDocument11 pagesCSTR ManualMelly FulaNo ratings yet
- Chap 7Document14 pagesChap 7Monil KoradiaNo ratings yet
- Chapter 6Document22 pagesChapter 6sanad.farhatNo ratings yet
- Fluid-Fluid Design ReactorDocument33 pagesFluid-Fluid Design ReactorWendell Kim Llaneta100% (1)
- CRE - Solid Catalyzed ReactionDocument47 pagesCRE - Solid Catalyzed Reactionandono kusuma jatiNo ratings yet
- BNBBHBHBHJBJHDocument25 pagesBNBBHBHBHJBJHZati TarhiziNo ratings yet
- 03 - Homogeneous Reactors3Document26 pages03 - Homogeneous Reactors3sanelisofuturemoyoNo ratings yet
- Differential Reactor. We Have A Differential Flow Reactor When We Choose ToDocument8 pagesDifferential Reactor. We Have A Differential Flow Reactor When We Choose ToIloan ManaluNo ratings yet
- Lab 1.1 Theory - Reaction Kinetic Studies in A Batch ReactorDocument3 pagesLab 1.1 Theory - Reaction Kinetic Studies in A Batch ReactorCARL VINCENT SORIANONo ratings yet
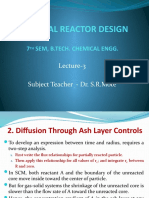
- Chemical Reactor Design: 7 Sem, B.Tech. Chemical EnggDocument20 pagesChemical Reactor Design: 7 Sem, B.Tech. Chemical EnggMohammad Ajaz DeshmukhNo ratings yet
- CRD 01 PDFDocument69 pagesCRD 01 PDFurwah naveedNo ratings yet
- CRE-II - Chapter-04 Fluid-Particle Systems - HKB 2.10.18Document42 pagesCRE-II - Chapter-04 Fluid-Particle Systems - HKB 2.10.18Ananya DaveNo ratings yet
- CSTR Lab ReportDocument14 pagesCSTR Lab ReportAmy Farhana33% (3)
- Chemical Reactor Design and SelectionDocument36 pagesChemical Reactor Design and SelectionShaaban Ali100% (1)
- CH 1 OnlineDocument10 pagesCH 1 OnlinepalesaNo ratings yet
- Tubular Flow Reactor Sample UiTM Lab ReportDocument20 pagesTubular Flow Reactor Sample UiTM Lab ReportNur AqilahNo ratings yet
- The Modeling of Chemical Reactors Chapter 7Document17 pagesThe Modeling of Chemical Reactors Chapter 7ManoakiNo ratings yet
- CH142L - Experiment 1Document17 pagesCH142L - Experiment 1Allyssa BadilloNo ratings yet
- PFR ReactorDocument19 pagesPFR Reactorkhairi100% (1)
- Modelling and Simulation of Saponification Reaction in Different Type of ReactorDocument9 pagesModelling and Simulation of Saponification Reaction in Different Type of ReactorrahulNo ratings yet
- Reactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezDocument23 pagesReactors: CHML 404-01 Date: 03/11/2019 Unit Operation: 1 Instructor: Dr. MartinezKevin ThomasNo ratings yet
- Reactor Lab Saponification LabDocument28 pagesReactor Lab Saponification LabZain HaiderNo ratings yet
- The Limiting Reactant: Lecture 4 /course2 Reactor Design Design Equations For ReactorsDocument16 pagesThe Limiting Reactant: Lecture 4 /course2 Reactor Design Design Equations For Reactorsزهرة ZaraNo ratings yet
- CHE3044F, 2013: Reactor Design 1: TUTORIAL 6Document4 pagesCHE3044F, 2013: Reactor Design 1: TUTORIAL 6nmhatityeNo ratings yet
- Application of The Studio Concept-Engineering ReactionsDocument2 pagesApplication of The Studio Concept-Engineering ReactionsShaba BabaNo ratings yet
- Assignment 1Document3 pagesAssignment 1NoranierahNohoNo ratings yet
- ExamplesDocument13 pagesExamplesyagnikNo ratings yet
- TRK 16.2Document23 pagesTRK 16.2adoxaNo ratings yet
- EdexcelA2ChemistryRG 9781846905964 Pg8-17 WebDocument10 pagesEdexcelA2ChemistryRG 9781846905964 Pg8-17 Webmarina_shawkyNo ratings yet
- FullDocument33 pagesFullEja RotiKeju100% (2)
- Interview Questions On Chemical Reaction EngineeringDocument2 pagesInterview Questions On Chemical Reaction Engineeringujghvfkj100% (2)
- Chap 1 CREDocument24 pagesChap 1 CREtuansyafiqNo ratings yet
- Cre Ii - 33 - 34Document37 pagesCre Ii - 33 - 34Mehul VarshneyNo ratings yet
- Reactor EnggDocument75 pagesReactor EnggarunperthNo ratings yet
- Attainable RegionDocument23 pagesAttainable RegionSaurabh SumanNo ratings yet
- Dispersion ModelDocument9 pagesDispersion ModelBrahma Teja LbNo ratings yet
- Assignment Reactor 1Document14 pagesAssignment Reactor 1DilaFirizqinaNo ratings yet
- PCh. 4 Fluid-Particle SystemsDocument42 pagesPCh. 4 Fluid-Particle SystemsAnanya DaveNo ratings yet
- PFR A1Document17 pagesPFR A1Emili BrauNo ratings yet
- Unit 4Document111 pagesUnit 4Hariharan MothilalNo ratings yet
- Introductory Laplace Transform with ApplicationsFrom EverandIntroductory Laplace Transform with ApplicationsRating: 5 out of 5 stars5/5 (1)
- Theory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFrom EverandTheory and Applications of the Empirical Valence Bond Approach: From Physical Chemistry to Chemical BiologyFernanda DuarteNo ratings yet
- Api 5l GR x52 psl1 psl2 Pipe PDFDocument31 pagesApi 5l GR x52 psl1 psl2 Pipe PDFSefliadi StNo ratings yet
- Terex 3303b Parts BookDocument7 pagesTerex 3303b Parts BookRavinder SinghNo ratings yet
- (BS 1016-106.4.1-1993) - Methods For Analysis and Testing of Coal and Coke. Ultimate Analysis of Coal and Coke. Determination of Total Sulfur Content. Eschka Method PDFDocument14 pages(BS 1016-106.4.1-1993) - Methods For Analysis and Testing of Coal and Coke. Ultimate Analysis of Coal and Coke. Determination of Total Sulfur Content. Eschka Method PDFaufal Riswan100% (2)
- BelgJBotJansenetal1998 PDFDocument10 pagesBelgJBotJansenetal1998 PDFalexNo ratings yet
- SterilizerDocument2 pagesSterilizerkesjanaNo ratings yet
- Compression Process CalculationsDocument2 pagesCompression Process CalculationsRahul ChandrawarNo ratings yet
- Practical 4 Postlab ReportDocument8 pagesPractical 4 Postlab Reportgracebrewster123No ratings yet
- Basics of Solder Paste PDFDocument28 pagesBasics of Solder Paste PDFRanjitha BNo ratings yet
- Mercer IzationDocument75 pagesMercer IzationTanmay JagetiaNo ratings yet
- C303Document7 pagesC303randi martaNo ratings yet
- SCH 3U Final Exam: Practice: Identify The Letter of The Choice That Best Completes The Statement or Answers The QuestionDocument3 pagesSCH 3U Final Exam: Practice: Identify The Letter of The Choice That Best Completes The Statement or Answers The Question소피아No ratings yet
- Revision Notes For Checkpoint ChemistryDocument13 pagesRevision Notes For Checkpoint ChemistryKostas TampakisNo ratings yet
- Vapor Source ModelsDocument33 pagesVapor Source ModelsGita KhaerunnisaNo ratings yet
- FTS SemisolidDocument9 pagesFTS SemisolidEdi SaputraNo ratings yet
- Predictive MaintenanceDocument22 pagesPredictive MaintenanceseethiniratnakarNo ratings yet
- Applications of Kinetic Methods in Thermal Analysis: A ReviewDocument13 pagesApplications of Kinetic Methods in Thermal Analysis: A ReviewAakash BharadwajNo ratings yet
- Template 2 Supervise Work-Based Learning Document No. Issued By: SfistDocument3 pagesTemplate 2 Supervise Work-Based Learning Document No. Issued By: Sfistカトリーナ パトリシアNo ratings yet
- Introduction +objectivesDocument3 pagesIntroduction +objectivesSyafiyatulMunawarahNo ratings yet
- Chapter 1 - Automotive Batteries ConstructionDocument62 pagesChapter 1 - Automotive Batteries ConstructionMsaiful MiyoshiNo ratings yet
- Neslab CFT Series Recirculating ChillerDocument27 pagesNeslab CFT Series Recirculating ChillerAgenor Carvalho100% (1)
- 10 Formative Assessment Sheet 2Document5 pages10 Formative Assessment Sheet 2Harun ÖzdemirNo ratings yet
- CHM 112 Kinetics Practice Problems Answers - Reader ViewDocument19 pagesCHM 112 Kinetics Practice Problems Answers - Reader ViewSyasya FaqihahNo ratings yet
- HT 2Document49 pagesHT 2JATIN DALMIANo ratings yet
- 32 Samss 007 PDFDocument59 pages32 Samss 007 PDFkartik_harwani4387No ratings yet
- 896 Degreasing Agent Series: For Fast Degreasing at Room Temperature, Electrolysis Degreasing and Removing WaxDocument1 page896 Degreasing Agent Series: For Fast Degreasing at Room Temperature, Electrolysis Degreasing and Removing WaxereciulsNo ratings yet
- How Different Forms of Energy Are HarnessedDocument6 pagesHow Different Forms of Energy Are HarnessedMary JuntillaNo ratings yet
- Dye-Sensitized Solar CellDocument7 pagesDye-Sensitized Solar CellFaez Ahammad MazumderNo ratings yet
- Rheomac 707 PDFDocument3 pagesRheomac 707 PDFMohamed KhanNo ratings yet
- Question: An Aerobic Complete Mix-Reactor (No Recycle) With A Volume ofDocument2 pagesQuestion: An Aerobic Complete Mix-Reactor (No Recycle) With A Volume ofHmid AljbreNo ratings yet