Download as pptx, pdf, or txt
You might also like
- Aashto T350Document89 pagesAashto T350werku koshe0% (1)
- PEKIK AD - Power Quality P2BDocument50 pagesPEKIK AD - Power Quality P2BPinandhito Adi100% (1)
- Ch4 Quality ToolsDocument50 pagesCh4 Quality ToolsAmroz AfzalNo ratings yet
- Torquemaster: Brush Servo MotorsDocument4 pagesTorquemaster: Brush Servo MotorsThịnh PhanNo ratings yet
- Labor Planning For A Manufacturing Line: TEK TeamDocument15 pagesLabor Planning For A Manufacturing Line: TEK TeamahmetNo ratings yet
- Ecp3 1s4Document5 pagesEcp3 1s4plennyNo ratings yet
- Sizing Parameter Report v1.50Document1 pageSizing Parameter Report v1.50sanishkumar.bharathanNo ratings yet
- Folien Berger Banerjee Final 2Document27 pagesFolien Berger Banerjee Final 2biruk deribeNo ratings yet
- Seguimiento de Una Unidad FCCDocument24 pagesSeguimiento de Una Unidad FCCOswaldo FigueraNo ratings yet
- Validation Question Bank Rev 02Document22 pagesValidation Question Bank Rev 02bikas_sahaNo ratings yet
- DP - Flow - Best - Practices 1595 405Document7 pagesDP - Flow - Best - Practices 1595 405Narendra BabuNo ratings yet
- Pearl Pharmaceuticals: Quality Analysis OnDocument24 pagesPearl Pharmaceuticals: Quality Analysis OnSyed Waqas HussainNo ratings yet
- Generator Type Ecp 3-1L/4: HZ V kVA KW kVA KW DSRDocument5 pagesGenerator Type Ecp 3-1L/4: HZ V kVA KW kVA KW DSRFaridh AmroullohNo ratings yet
- 31 2sn2Document5 pages31 2sn2lukman sodiqNo ratings yet
- Topic 2 Quality Specification Lectures Mr. Mohd Syafarim B. MD IshakDocument45 pagesTopic 2 Quality Specification Lectures Mr. Mohd Syafarim B. MD IshakFares IzuanNo ratings yet
- Aeat 601BDocument5 pagesAeat 601BoscarNo ratings yet
- Loctite 2620™: Product DescriptionDocument4 pagesLoctite 2620™: Product DescriptionDiego RomeroNo ratings yet
- Altimass U NewDocument32 pagesAltimass U Newenergiprimer updkbppNo ratings yet
- WEG 3kW 2P B3 IE3 WIMES Data SheetDocument7 pagesWEG 3kW 2P B3 IE3 WIMES Data SheetA aaa AaaNo ratings yet
- Generator Type Eco 40-3S/4Document5 pagesGenerator Type Eco 40-3S/4DEEPAKNo ratings yet
- Project Training in HmsiDocument38 pagesProject Training in HmsimohitNo ratings yet
- ChlorideEDP90 Data Sheet IGBTDocument2 pagesChlorideEDP90 Data Sheet IGBTDeiaa sowwanNo ratings yet
- Performance Data: Section: Date: December 2008Document26 pagesPerformance Data: Section: Date: December 2008cesar moraNo ratings yet
- 13-Caterpillar Lean Certification-Rene Jeanfreau, CaterpillarDocument10 pages13-Caterpillar Lean Certification-Rene Jeanfreau, CaterpillarVignesh WaranNo ratings yet
- Service - Instructions - 530280 Instruction For Modifying The Tubes in The Soap Hopper of RX FX FXB WashersDocument4 pagesService - Instructions - 530280 Instruction For Modifying The Tubes in The Soap Hopper of RX FX FXB WashersAmirNo ratings yet
- PP Like - 8045Document2 pagesPP Like - 8045moktar albhlolyNo ratings yet
- WEG 132kW 315frame 2pole B5Document23 pagesWEG 132kW 315frame 2pole B5A aaa AaaNo ratings yet
- Hardness Conversion Table - ..Document3 pagesHardness Conversion Table - ..Jaidev ShahNo ratings yet
- Chapter 22Document27 pagesChapter 22ShoukatNo ratings yet
- Generator Type Eco 3-1Sn/4: Electrical CharacteristicsDocument5 pagesGenerator Type Eco 3-1Sn/4: Electrical CharacteristicsFaridh AmroullohNo ratings yet
- Special Core Analysis Challenges, Pitfalls and Solutions: What's So "Special" About.Document32 pagesSpecial Core Analysis Challenges, Pitfalls and Solutions: What's So "Special" About.Mostafa KorttamNo ratings yet
- 11 - IntroductionDocument12 pages11 - IntroductionnaiouamNo ratings yet
- Technical PB Mini Split Inverter 60hz 4myw15 SN 07092021Document71 pagesTechnical PB Mini Split Inverter 60hz 4myw15 SN 07092021yedaroNo ratings yet
- Hard Chrome Plating Hard Chrome Plating Is Sometimes Also Called Industrial Chrome or Engineered Chrome. It Is HavingDocument5 pagesHard Chrome Plating Hard Chrome Plating Is Sometimes Also Called Industrial Chrome or Engineered Chrome. It Is HavingJaskiratSinghNo ratings yet
- Awlfair LWDocument3 pagesAwlfair LWBosunPopaNo ratings yet
- Desalting Part 2 May 2009Document51 pagesDesalting Part 2 May 2009ermusatNo ratings yet
- Vishay Roederstein: FeaturesDocument7 pagesVishay Roederstein: Featuresdeepak_singla227No ratings yet
- DC 958Document2 pagesDC 958mkarthiNo ratings yet
- 70 Watt - 48 CellsDocument1 page70 Watt - 48 CellskaranNo ratings yet
- Steam Path AuditDocument65 pagesSteam Path Auditkrlalit100% (1)
- Hermle: EquipmentDocument4 pagesHermle: EquipmentHectorNo ratings yet
- Littelfuse 08082017 05250-1175830Document4 pagesLittelfuse 08082017 05250-1175830vofchik77No ratings yet
- 3-Rock AnalysisDocument112 pages3-Rock AnalysisTruongNo ratings yet
- SHKR School AsdrubalDocument25 pagesSHKR School AsdrubalArmando Pulgar BenavidesNo ratings yet
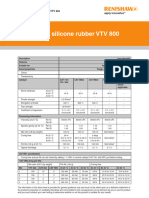
- AMPD Data Sheet Silicone Rubber VTV 800Document2 pagesAMPD Data Sheet Silicone Rubber VTV 800scribduser071No ratings yet
- Low Pressure Filter: Spin-On CartridgesDocument10 pagesLow Pressure Filter: Spin-On CartridgesIgorNo ratings yet
- actiVAR Motor Start CalculatorDocument2 pagesactiVAR Motor Start CalculatorKSXNo ratings yet
- ActiVAR Motor Start CalculatorDocument2 pagesActiVAR Motor Start CalculatorKSXNo ratings yet
- CADEX - Assessing The Health of Batteries - 2007Document77 pagesCADEX - Assessing The Health of Batteries - 2007mekki1No ratings yet
- 175 Resina Cationica - (Resintech) Modelo CG8Document2 pages175 Resina Cationica - (Resintech) Modelo CG8Lore PretoNo ratings yet
- Carlo - Gavazzi RCP11003230VAC Datasheet PDFDocument3 pagesCarlo - Gavazzi RCP11003230VAC Datasheet PDFAhmed El-AdawyNo ratings yet
- Manufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportDocument54 pagesManufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportayaanNo ratings yet
- Generator Type Ecp 28-M/4: DS205A/1 Electrical CharacteristicsDocument5 pagesGenerator Type Ecp 28-M/4: DS205A/1 Electrical CharacteristicsMohamed Bouihat100% (1)
- GTB - Servo Positioning Rotary TableDocument2 pagesGTB - Servo Positioning Rotary Tabletony canNo ratings yet
- File 9Document17 pagesFile 9Caio BittencourtNo ratings yet
- 22315EJW33C3 SphericalRollerBearings SteelCageDocument4 pages22315EJW33C3 SphericalRollerBearings SteelCagerubenNo ratings yet
- Boomer E2 CDocument4 pagesBoomer E2 CFabian AlexisNo ratings yet
- High-Performance Gradient Elution: The Practical Application of the Linear-Solvent-Strength ModelFrom EverandHigh-Performance Gradient Elution: The Practical Application of the Linear-Solvent-Strength ModelNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- DialogueDocument4 pagesDialogueapi-309670433100% (1)
- Cicret BraceletDocument41 pagesCicret BraceletramrajNo ratings yet
- HAT400 V1.0 enDocument6 pagesHAT400 V1.0 enThao Nguyen XuanNo ratings yet
- EJB DevelopmentDocument540 pagesEJB Developmentridham_shethNo ratings yet
- HM Inter Prediction 111022 r3Document52 pagesHM Inter Prediction 111022 r3Lộc Đoàn Văn LộcNo ratings yet
- UgCS User Manual-DraftDocument34 pagesUgCS User Manual-DraftLucas Matías MolinaNo ratings yet
- EM Assinment 2Document3 pagesEM Assinment 2Atul GaurNo ratings yet
- Chapter 5 MQDocument10 pagesChapter 5 MQAndrea AnnunziataNo ratings yet
- UC Opp No. 2 CRISPR PatentDocument65 pagesUC Opp No. 2 CRISPR PatentjsherkowNo ratings yet
- Humidity Temp RHTDocument2 pagesHumidity Temp RHTRajeev M PuthiyedathNo ratings yet
- Life Cycle Alignment Concerns in Acquisition of Software-Intensive SystemsDocument28 pagesLife Cycle Alignment Concerns in Acquisition of Software-Intensive SystemsJe RomeNo ratings yet
- Graphical Convolution Example: T T T G T FDocument22 pagesGraphical Convolution Example: T T T G T FÇháråñ ÇhèrryNo ratings yet
- Visio Briket1Document1 pageVisio Briket1Pradika WibowoNo ratings yet
- Pricestock248export1685186848684 - 0527 19 27 28Document50 pagesPricestock248export1685186848684 - 0527 19 27 28Tahmid TurjoNo ratings yet
- 39thv RGVDocument109 pages39thv RGVRajeshYadavNo ratings yet
- Adanga PP Daily Production Report 7th March 2021Document10 pagesAdanga PP Daily Production Report 7th March 2021emmanuel francizNo ratings yet
- En 10056-1 (2017) (E)Document8 pagesEn 10056-1 (2017) (E)JohnNo ratings yet
- 18-A-Anchor and CablesDocument2 pages18-A-Anchor and CablesRohit SinghNo ratings yet
- The Offshore Oil and Gas Decommissioning Market 2013-2023 PDFDocument22 pagesThe Offshore Oil and Gas Decommissioning Market 2013-2023 PDFVisiongainGlobal100% (1)
- Part SD200N TenggarongDocument2 pagesPart SD200N TenggarongAndre STANo ratings yet
- Laboratory Manual 4: Discrete Time Fourier Transform & Discrete Fourier TransformDocument10 pagesLaboratory Manual 4: Discrete Time Fourier Transform & Discrete Fourier TransformHassanNo ratings yet
- TR 06 Test Reports-1Document13 pagesTR 06 Test Reports-1Siva SankarNo ratings yet
- 7 - Woson Tanda PDFDocument16 pages7 - Woson Tanda PDFNassima BelilNo ratings yet
- CARVER+Shock: Jeffrey J. Danneels Department Manager Sandia National Laboratories Albuquerque, NMDocument18 pagesCARVER+Shock: Jeffrey J. Danneels Department Manager Sandia National Laboratories Albuquerque, NMdiggerexeNo ratings yet
- FHWA - Design and Construction of Stone Columns Vol IDocument210 pagesFHWA - Design and Construction of Stone Columns Vol IGeorge Christodoulidis100% (2)
- Is:4926 RMCDocument21 pagesIs:4926 RMCRamesh100% (7)
- Bonus Motion Detector Circuits: Project #MD1Document6 pagesBonus Motion Detector Circuits: Project #MD1evaldobarrosNo ratings yet
- Atm DDDocument5 pagesAtm DDVrushali KhatpeNo ratings yet
- Material SpecificationsDocument27 pagesMaterial Specificationssat palNo ratings yet
- XML Is A Platform Independent LanguageDocument6 pagesXML Is A Platform Independent LanguageAshok KambleNo ratings yet