Download as pptx, pdf, or txt
You might also like
- Reinforced Concrete Design Solution Manual 7th Edition PDFDocument5 pagesReinforced Concrete Design Solution Manual 7th Edition PDFEdmond Orena BautistaNo ratings yet
- Questions Nde Level 1-2-UTDocument57 pagesQuestions Nde Level 1-2-UTMOhammed PatelNo ratings yet
- RI Defect CausesDocument50 pagesRI Defect CausesWisüttisäk Peäröön100% (3)
- Radiograph Interpretation (RT Film Interpretation)Document10 pagesRadiograph Interpretation (RT Film Interpretation)Abu HurairaNo ratings yet
- Wi Cswip 3.1 Part 19Document12 pagesWi Cswip 3.1 Part 19Ramakrishnan AmbiSubbiah100% (1)
- Radiography TestDocument20 pagesRadiography Testkrishna_pipingNo ratings yet
- API 1104 Defects Acceptance Criteria FinalDocument9 pagesAPI 1104 Defects Acceptance Criteria Finalazizieh5701100% (1)
- Cswip 3.1 Practice QuestionDocument22 pagesCswip 3.1 Practice QuestionKoya ThangalNo ratings yet
- Cswip3.1 QuestionsDocument127 pagesCswip3.1 Questionsshafisham4u50% (2)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument7 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNo ratings yet
- Radiographic Interpretation Answers WIS10 CSWIP 3.2Document3 pagesRadiographic Interpretation Answers WIS10 CSWIP 3.2andrewNo ratings yet
- Sample Questions On CSWIP 3.1Document16 pagesSample Questions On CSWIP 3.1mushruff100% (2)
- Painting Inspection GRADE 3/2: World Centre For Materials Joining TechnologyDocument71 pagesPainting Inspection GRADE 3/2: World Centre For Materials Joining TechnologyAhmedA.HassanNo ratings yet
- Radiography Interpretation PDFDocument220 pagesRadiography Interpretation PDFVijay Kumar100% (1)
- CSWIP 3.1 Training Questions For Pipe Butt Weld 3Document5 pagesCSWIP 3.1 Training Questions For Pipe Butt Weld 3ahmad fikrieNo ratings yet
- Evaluation of RadiographDocument40 pagesEvaluation of Radiographoki karyadi100% (2)
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument62 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23100% (1)
- Radiography: Defects/Processes Course Reference: RI NDT2Document50 pagesRadiography: Defects/Processes Course Reference: RI NDT2AdilMunir100% (2)
- Saudi Aramco: Company General UseDocument8 pagesSaudi Aramco: Company General UseMasudhBashaNo ratings yet
- Limits For Imperfections ISO 5817Document2 pagesLimits For Imperfections ISO 5817tudorteuNo ratings yet
- Acceptance CriteriaDocument19 pagesAcceptance CriteriaAnonymous 5iv0i3cZNo ratings yet
- MCQS .... CSWIP Questions and AnswersDocument67 pagesMCQS .... CSWIP Questions and AnswersAli Kashif100% (1)
- RT Specific ExamDocument3 pagesRT Specific ExamGoutam Kumar Deb100% (2)
- Chapter-17 Weldability ....Document6 pagesChapter-17 Weldability ....shahid khanNo ratings yet
- Cswip 3 1-300 - Multiple Choice QuestionDocument43 pagesCswip 3 1-300 - Multiple Choice QuestionTrương Ngọc SơnNo ratings yet
- MR Zubair - NotesDocument39 pagesMR Zubair - NotesAnjali Singh100% (1)
- R1 Part 1 TWIDocument56 pagesR1 Part 1 TWIYasir NassrullahNo ratings yet
- TestDocument6 pagesTestAdil Hasanov100% (2)
- Final Assesment Multiple Choice Question Cswip Welding Inspector Course Mfy Oo4 All Question To Be AttemptedDocument4 pagesFinal Assesment Multiple Choice Question Cswip Welding Inspector Course Mfy Oo4 All Question To Be AttemptedLe TuanNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument4 pagesCswip 3 (1) .1 Bridge Examination Questionmunna100% (2)
- Welding Defects Ala'aDocument48 pagesWelding Defects Ala'asbmmlaNo ratings yet
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli ClubistNo ratings yet
- Welding Discontinuities X-Ray Films PDFDocument12 pagesWelding Discontinuities X-Ray Films PDFAlienshowNo ratings yet
- Level Ii QuestionsDocument19 pagesLevel Ii QuestionsAmit Sindhya0% (1)
- Technology Multiple Choice Exam Få Fò - HWPDocument39 pagesTechnology Multiple Choice Exam Få Fò - HWPMark Darrel Aranas100% (3)
- Technology Multiple Choice 3Document10 pagesTechnology Multiple Choice 3Alex KullehNo ratings yet
- Exam Narative Cswip 3.2Document5 pagesExam Narative Cswip 3.2yuwantoniNo ratings yet
- TWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDocument26 pagesTWI CSWIP 3.1 Wis 5 Welding Inspection: World Centre For Materials Joining TechnologyDanem HalasNo ratings yet
- Module 1 Welding Inspection and CertificationDocument16 pagesModule 1 Welding Inspection and CertificationMiki JaksicNo ratings yet
- API 1104 Defects Acceptance Criteria FinalDocument4 pagesAPI 1104 Defects Acceptance Criteria FinalHendry AriosNo ratings yet
- Cswip QuestioDocument15 pagesCswip Questioniminkp123100% (1)
- RT Instruction For SWSIDocument4 pagesRT Instruction For SWSISuresh SenanayakeNo ratings yet
- Cswip 3.1 GeneralDocument3 pagesCswip 3.1 GeneralPrabhu MakeshNo ratings yet
- RT SlideDocument36 pagesRT SlidekbldamNo ratings yet
- Ri - 2Document139 pagesRi - 2Benjamin BrownNo ratings yet
- Cswip QbankDocument23 pagesCswip QbankFownoon100% (1)
- Welding Inspection, Steels Multi - Choice Question Paper (MFY-007)Document7 pagesWelding Inspection, Steels Multi - Choice Question Paper (MFY-007)Moses_JakkalaNo ratings yet
- Cswip 3 1 Macro PDFDocument36 pagesCswip 3 1 Macro PDFtheNo ratings yet
- RI CW 1Document6 pagesRI CW 1amalhaj2013No ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- RT Film InterpretationDocument20 pagesRT Film InterpretationMOhammed PatelNo ratings yet
- RT Interpretation-SignedDocument7 pagesRT Interpretation-Signedhamdi hamdiNo ratings yet
- Radiograph Interpretation - WeldsDocument6 pagesRadiograph Interpretation - WeldsPercy Morales RamirezNo ratings yet
- Radiography InterpretationDocument13 pagesRadiography InterpretationBhavin SukhadiyaNo ratings yet
- Identification of Weld DiscountinuitiesDocument42 pagesIdentification of Weld DiscountinuitiesAhmed shabanNo ratings yet
- Radiograph InterpretationDocument12 pagesRadiograph InterpretationnithingrmeNo ratings yet
- Radiograph Interpretation - WeldsDocument7 pagesRadiograph Interpretation - WeldsDanut RusNo ratings yet
- Helpful RT Article and PhotosDocument8 pagesHelpful RT Article and Photosponnivalavans_994423No ratings yet
- Defects in Fusion WeldingDocument83 pagesDefects in Fusion WeldingBalakumar100% (1)
- Radiographic DefectsDocument20 pagesRadiographic Defectshappysekhon86100% (1)
- Tle 11Document21 pagesTle 11Joanna AprilNo ratings yet
- Radiography PresentationDocument28 pagesRadiography PresentationmqasimqasimNo ratings yet
- Metals 10 00441Document21 pagesMetals 10 00441MOhammed PatelNo ratings yet
- Integrated It Management Tool Kit: Communications of The ACM April 2002Document8 pagesIntegrated It Management Tool Kit: Communications of The ACM April 2002MOhammed PatelNo ratings yet
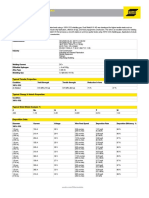
- Dual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresDocument2 pagesDual Shield II 81-K2: Gas-Shielded Flux-Cored Wires (Fcaw) Low Alloy WiresMOhammed PatelNo ratings yet
- Examiner: Mohammed Patel - NDE Level III (200561) Question Paper No.: UT-Specific-621-001Document3 pagesExaminer: Mohammed Patel - NDE Level III (200561) Question Paper No.: UT-Specific-621-001MOhammed PatelNo ratings yet
- NDE Examination Question PaperDocument3 pagesNDE Examination Question PaperMOhammed PatelNo ratings yet
- NDE Examination Question PaperDocument6 pagesNDE Examination Question PaperMOhammed PatelNo ratings yet
- RT Film InterpretationDocument20 pagesRT Film InterpretationMOhammed PatelNo ratings yet
- Buoy SPMDocument40 pagesBuoy SPMMOhammed PatelNo ratings yet
- Caravan SpecificationDocument5 pagesCaravan SpecificationVimala PonnusamyNo ratings yet
- Belt Conveyor Splicing MethodsDocument2 pagesBelt Conveyor Splicing MethodsAgus BudiajiNo ratings yet
- MATHEMATICS (1 Hour) : Delhi Public School Secunderabad Nacharam/ Mahendra Hills/NadergulDocument6 pagesMATHEMATICS (1 Hour) : Delhi Public School Secunderabad Nacharam/ Mahendra Hills/NadergulRishab DoshiNo ratings yet
- ISO 82492000 (En) Ferrite Number FNDocument3 pagesISO 82492000 (En) Ferrite Number FNMurad AlmoudiNo ratings yet
- Module 1 PDFDocument8 pagesModule 1 PDFANGELICA GARCIANo ratings yet
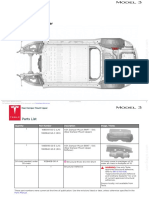
- M3 - Rear Damper Mount UpperDocument29 pagesM3 - Rear Damper Mount UpperDongTaNo ratings yet
- Hydrogen and SAF For Aviation 1696853988Document17 pagesHydrogen and SAF For Aviation 1696853988Gurvinder SinghNo ratings yet
- Tindall Tunnels Trenches Brochure PDFDocument2 pagesTindall Tunnels Trenches Brochure PDFM. Murat ErginNo ratings yet
- Knitting Capacity & Booking StatusDocument7 pagesKnitting Capacity & Booking StatussaidurtexNo ratings yet
- 6403 en Speedi-SleevesDocument44 pages6403 en Speedi-Sleevesdestro3000No ratings yet
- Tarifa Bel RayDocument3 pagesTarifa Bel RayJoseNo ratings yet
- Arlanxeo TSR Product BrochureDocument16 pagesArlanxeo TSR Product BrochureErwin ErwinNo ratings yet
- Articulo Patente 4Document4 pagesArticulo Patente 4AgentesteveNo ratings yet
- C4 Acid - and - Redox - Ox - NumbersDocument24 pagesC4 Acid - and - Redox - Ox - Numbersdosibo2378No ratings yet
- P2620 CPD SheetDocument1 pageP2620 CPD SheetAlejandra Rodriguez NocuaNo ratings yet
- Influence of Feroel Filler Size and Clustering of Ag-BT - PVDF - ACSami - 2023Document16 pagesInfluence of Feroel Filler Size and Clustering of Ag-BT - PVDF - ACSami - 2023Cristina CiomagaNo ratings yet
- Materials 14 06657Document17 pagesMaterials 14 06657Alperen BozdemirNo ratings yet
- Ellingham DiagramDocument38 pagesEllingham DiagramAlbert50% (2)
- WPS SS316Document4 pagesWPS SS316Budi Setia RahmanNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- CyanuratesDocument2 pagesCyanuratesMaggie VillacortaNo ratings yet
- 10-DSRF-N 10K Ductile Cast Iron Gate Valve (Flange Type) TOYO VALVE 37700451 - MonotaRO PhilippinesDocument2 pages10-DSRF-N 10K Ductile Cast Iron Gate Valve (Flange Type) TOYO VALVE 37700451 - MonotaRO PhilippinesFredie LabradorNo ratings yet
- Ptl555 - vw96223 Surface Protection AluminiumDocument8 pagesPtl555 - vw96223 Surface Protection AluminiumindviNo ratings yet
- BricklayingDocument11 pagesBricklayingPecandu KopiNo ratings yet
- Lubrication and Piston Rings AmoserDocument44 pagesLubrication and Piston Rings AmoserrafaelNo ratings yet
- Denim Garments Processing 1Document14 pagesDenim Garments Processing 1Mudassar AliNo ratings yet
- Study On Mechanical Properties of Concrete-Filled Steel Tubular Short Columns Under Different Curing TemperaturesDocument12 pagesStudy On Mechanical Properties of Concrete-Filled Steel Tubular Short Columns Under Different Curing TemperaturesTJPRC PublicationsNo ratings yet
- 1-10 Clariant - Prasant KumarDocument10 pages1-10 Clariant - Prasant Kumarmsh43No ratings yet
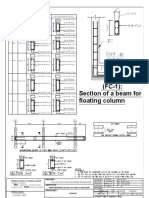
- MUTHUKUMARAN VILLA - FIRST FLOOR BEAM Layout & Details - (R0) - 07-06-2021-4 OF 4Document1 pageMUTHUKUMARAN VILLA - FIRST FLOOR BEAM Layout & Details - (R0) - 07-06-2021-4 OF 4Abdullah AhamedNo ratings yet