Download as pptx, pdf, or txt
You might also like
- JANUARY-2023-PHYSICS P2 (Blue)Document21 pagesJANUARY-2023-PHYSICS P2 (Blue)Shayanna Charles100% (2)
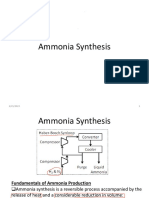
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDocument34 pagesProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- Facility Inspection Report: Tail Gas Treatment UnitDocument7 pagesFacility Inspection Report: Tail Gas Treatment Unitabdelkader benabdallahNo ratings yet
- Ammonia Process DescriptionDocument51 pagesAmmonia Process DescriptionSaad Khan89% (9)
- NH3 Syn FlowsheetDocument56 pagesNH3 Syn Flowsheetpepepopooo100% (1)
- Che 455 Fall 2009 Major 1 Phthalic Anhydride Production: BackgroundDocument20 pagesChe 455 Fall 2009 Major 1 Phthalic Anhydride Production: Backgroundاحمد الدلالNo ratings yet
- Mahek PresentationDocument13 pagesMahek PresentationAmit GangulyNo ratings yet
- Kettle ReboilersDocument6 pagesKettle ReboilersHow Jie WeiNo ratings yet
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- Installation of Ammonia Pre-HeaterDocument24 pagesInstallation of Ammonia Pre-HeaterSAJIDSATTARNo ratings yet
- 13 - Oxygen Removal From Boiler WaterDocument12 pages13 - Oxygen Removal From Boiler Waterarunkumar23101100% (1)
- Ammonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziDocument57 pagesAmmonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziShahabuddin Khan NiaziNo ratings yet
- Chee3004: Project 2Document43 pagesChee3004: Project 2faizzi100% (3)
- Aspen Hysys Studie Kite-1Document10 pagesAspen Hysys Studie Kite-1AnavheobaNo ratings yet
- HP and LP Boiler PresentationDocument35 pagesHP and LP Boiler PresentationNevermoreNo ratings yet
- Turbine & AuxilariesDocument64 pagesTurbine & Auxilariesulhatolkargmailcom100% (2)
- Cooling SystemDocument5 pagesCooling Systemmengstuhagos1223No ratings yet
- Ammonia Synthesis - 2023Document36 pagesAmmonia Synthesis - 2023Abrar Mahbub NashikNo ratings yet
- Ammonia Synthesis and Molecular SieveDocument25 pagesAmmonia Synthesis and Molecular Sieveaehque04No ratings yet
- Identifying Poor HXDocument4 pagesIdentifying Poor HXBhargava ramNo ratings yet
- Chee3004 Project 2Document43 pagesChee3004 Project 2Susyana SripNo ratings yet
- Dropwise and Flimwise CondensationDocument12 pagesDropwise and Flimwise CondensationAbhishek AnandNo ratings yet
- Ammonia Plant: Kribhco Shyam Fertilisers LTDDocument51 pagesAmmonia Plant: Kribhco Shyam Fertilisers LTDSabeeh Faruqui100% (1)
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
- Heat Exchanger Design: ME 310 Thermo-Fluid System DesignDocument30 pagesHeat Exchanger Design: ME 310 Thermo-Fluid System DesignAlif RifatNo ratings yet
- TEM AmmoniaDocument19 pagesTEM AmmoniaChaeeon LimNo ratings yet
- Modul Mke Refrigerasi Prof Amiral Aziz MSC APUDocument49 pagesModul Mke Refrigerasi Prof Amiral Aziz MSC APUDonie Widyanto SoedjarwoNo ratings yet
- Process Integration of A Steam TurbineDocument9 pagesProcess Integration of A Steam Turbineali.a.yahyaNo ratings yet
- Ice Plant Test RigDocument9 pagesIce Plant Test Rigramniwas123No ratings yet
- Turbine Heat Rate and EfficiecyDocument48 pagesTurbine Heat Rate and EfficiecyPralay Raut100% (8)
- Lecture 6 - Heat Transfer EquipmentDocument72 pagesLecture 6 - Heat Transfer EquipmentLouie GresulaNo ratings yet
- Hysys Workbook Part-1: By: Eng. Ahmed DeyabDocument23 pagesHysys Workbook Part-1: By: Eng. Ahmed Deyabahmed atwaNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- Comb CycleDocument13 pagesComb Cyclerain55555No ratings yet
- DFL Trainees Week 13 ReportDocument36 pagesDFL Trainees Week 13 ReportMuhammad Bello BabaNo ratings yet
- Stripper Low EfficiencyDocument14 pagesStripper Low EfficiencyMuhammad Irfaan MeoNo ratings yet
- BoilerDocument35 pagesBoilerrizkydjonhansemitNo ratings yet
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018No ratings yet
- Description of Various Urea Manufacturing ProcessDocument5 pagesDescription of Various Urea Manufacturing ProcessSameer Pandey100% (1)
- Selection of Condensers and Chillers: Systems & Components (India) Pvt. LTDDocument34 pagesSelection of Condensers and Chillers: Systems & Components (India) Pvt. LTDRASHEED YUSUFNo ratings yet
- Condensate Water System-SKMDocument37 pagesCondensate Water System-SKMShubham VermaNo ratings yet
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- Projeto - ProcessosDocument11 pagesProjeto - ProcessosRoberta ResendeNo ratings yet
- CL405 2021 End Term ExaminationDocument4 pagesCL405 2021 End Term ExaminationArpit GuptaNo ratings yet
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerKrishnan Santhanaraj100% (4)
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerTochi Krishna Abhishek100% (4)
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet SinghNo ratings yet
- NTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I IDocument88 pagesNTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I Ihaxxo24100% (2)
- Ped - Kettle Type ReboilerDocument24 pagesPed - Kettle Type ReboilerHet ThankiNo ratings yet
- Heat Recorery Systems: (I) High Overall CoefficientsDocument9 pagesHeat Recorery Systems: (I) High Overall CoefficientsPhilip ShihNo ratings yet
- Condenser Performance Analysis and Its ImprovementDocument23 pagesCondenser Performance Analysis and Its Improvementanup_nair100% (2)
- CondenserDocument52 pagesCondenserIgor CardosoNo ratings yet
- Deaerator, HP Heaters & FRSDocument30 pagesDeaerator, HP Heaters & FRSsoumen mandalNo ratings yet
- Hydrogen GenerationDocument48 pagesHydrogen GenerationAshish100% (2)
- 4TH Class Part B Review QuestionsDocument14 pages4TH Class Part B Review QuestionsCalvin Jude GoveiaNo ratings yet
- Eor 3Document49 pagesEor 3mohsen ahmed thabetNo ratings yet
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Curtain WallDocument9 pagesCurtain WallHansanee MagoNo ratings yet
- The Tides PhenomenonDocument155 pagesThe Tides PhenomenonDavid Hernández DomínguezNo ratings yet
- Flow Through Bridge PiersDocument9 pagesFlow Through Bridge Piersshahid aliNo ratings yet
- Translated Funktionsrahmen Modules (10!01!2012)Document84 pagesTranslated Funktionsrahmen Modules (10!01!2012)ognarfNo ratings yet
- Lithography IaDocument38 pagesLithography IaChung NguyenNo ratings yet
- BS-120 Brochure EnglishDocument1 pageBS-120 Brochure EnglishbhezosNo ratings yet
- SAMPLE PAPER Physics XI by S.K. Pandey Principal KV GangraniDocument9 pagesSAMPLE PAPER Physics XI by S.K. Pandey Principal KV GangraniAKASH KUMAR X ANo ratings yet
- End Plate Beam To Column Moment ConnectionDocument84 pagesEnd Plate Beam To Column Moment ConnectionNguyen Duc CuongNo ratings yet
- Ultra High Temperature Vacuum Furnace With Rapid Heating in Graphite EnvironmentDocument2 pagesUltra High Temperature Vacuum Furnace With Rapid Heating in Graphite EnvironmentvaleryNo ratings yet
- Heatpump DigitalDocument3 pagesHeatpump DigitalAnonymous 73gEYyEtLNo ratings yet
- 03 BoltzGibbsShannonDocument30 pages03 BoltzGibbsShannonroxy8marie8chanNo ratings yet
- Hydroplaning of Modern Aircraft TiresDocument11 pagesHydroplaning of Modern Aircraft TiresCarlosKentNo ratings yet
- Solution Digital Notes by Bharat SirDocument8 pagesSolution Digital Notes by Bharat SirroboNo ratings yet
- Laser Alignment Systems For Shafts, Turbines, and MachinesDocument16 pagesLaser Alignment Systems For Shafts, Turbines, and MachinesMarcosNo ratings yet
- Kaplan Turbine RunnerDocument10 pagesKaplan Turbine Runnerloganathanm179No ratings yet
- Jonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDocument51 pagesJonasson and Storeheier - 2001 - Nord 2000. New Nordic Prediction Method For Rail TDiego Villalobos S.No ratings yet
- Biochem PH and BuffersDocument9 pagesBiochem PH and BuffersKurtNo ratings yet
- FEDERAL LANDS HIGHWAY PROGRAM - Determining The Rippability of RocksDocument4 pagesFEDERAL LANDS HIGHWAY PROGRAM - Determining The Rippability of RocksharleyNo ratings yet
- Refraction 2Document47 pagesRefraction 2RuDy RaviNo ratings yet
- How PCS Effect On Calibrated TOFD VelocityDocument2 pagesHow PCS Effect On Calibrated TOFD VelocityWill SmithNo ratings yet
- Cambridge IGCSE (9-1) : PHYSICS 0972/41Document16 pagesCambridge IGCSE (9-1) : PHYSICS 0972/41dowanahamidNo ratings yet
- TABLE OF CONTENTS - Iii-ViDocument3 pagesTABLE OF CONTENTS - Iii-ViMoe Thant OoNo ratings yet
- R22 Physical PropertiesDocument1 pageR22 Physical PropertiesGhulam HussainNo ratings yet
- Colombian Climatology in Cmip5/Cmip6 Models: Persistent Biases and ImprovementsDocument22 pagesColombian Climatology in Cmip5/Cmip6 Models: Persistent Biases and ImprovementshdsalasNo ratings yet
- List & Properties of UK Strcutral Steel Shapes No Sheet DescriptionDocument65 pagesList & Properties of UK Strcutral Steel Shapes No Sheet DescriptionThắngg TrịnhhNo ratings yet
- Practical 8 - Case-Based Lab: Foundation of Science School of Biosciences Taylor's University MalaysiaDocument7 pagesPractical 8 - Case-Based Lab: Foundation of Science School of Biosciences Taylor's University MalaysiaNatashaAnneNo ratings yet
- Thermo HWDocument6 pagesThermo HWMuhammad Fawwad ObaidaNo ratings yet
- Group 3 Fission-Track Dating: 1. DefinitionDocument3 pagesGroup 3 Fission-Track Dating: 1. DefinitionXavier AbainzaNo ratings yet
- Wa0000.Document12 pagesWa0000.karapakulabhavanaNo ratings yet