Download as pptx, pdf, or txt
You might also like
- Tutorial 3 - SolutionDocument5 pagesTutorial 3 - SolutionAbdul Aziz Wicaksono100% (1)
- ICT Project Report For Business Meeting (Sample)Document4 pagesICT Project Report For Business Meeting (Sample)Arnol Filyp Garavito OchoaNo ratings yet
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Production Concept Extra Problems PDFDocument1 pageProduction Concept Extra Problems PDFRami AbdelaalNo ratings yet
- Quantitative Analysis of Flexible Manufacturing SystemDocument9 pagesQuantitative Analysis of Flexible Manufacturing SystemJaydeep PatelNo ratings yet
- Chapter 3 SolutionDocument6 pagesChapter 3 Solutionrobertrnicol0% (1)
- Machine DesignDocument3 pagesMachine DesignSean AckermanNo ratings yet
- MINTZBERGDocument32 pagesMINTZBERGgeezee10004464100% (2)
- Chapter 1-Introduction To Machining: Learning ObjectivesDocument6 pagesChapter 1-Introduction To Machining: Learning ObjectivesjagbirNo ratings yet
- Major Project Report On Water Cum Air Cooler (By Nikhil Kumar 7074021ME)Document13 pagesMajor Project Report On Water Cum Air Cooler (By Nikhil Kumar 7074021ME)somya samalNo ratings yet
- Name Harshal Bhatt Department Mechanical 2 YearDocument30 pagesName Harshal Bhatt Department Mechanical 2 YearRahul KhatriNo ratings yet
- TESDA Circular No. 083-2019Document7 pagesTESDA Circular No. 083-2019Percis Angeline DayananNo ratings yet
- Manufacturing Trends of 2020Document124 pagesManufacturing Trends of 2020Mr.N.S. NateshNo ratings yet
- L9. Economics of Metal Cutting1Document40 pagesL9. Economics of Metal Cutting1Fasil Getachew100% (1)
- Ch-4 Design of RivetDocument15 pagesCh-4 Design of RivetTadesse AyalewNo ratings yet
- Lecture 2. Riveted Joints PDFDocument20 pagesLecture 2. Riveted Joints PDFhasanNo ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Numerical Control and Industrial Robotics: Review QuestionsDocument9 pagesNumerical Control and Industrial Robotics: Review QuestionsDavid GonzalezNo ratings yet
- CNC LatheDocument6 pagesCNC LatheChanderprabh JainNo ratings yet
- Design For Manufacturing - SyllabusDocument1 pageDesign For Manufacturing - SyllabuskanivelNo ratings yet
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARNo ratings yet
- Merchant's TheoryDocument7 pagesMerchant's TheoryKannan Thankappan0% (1)
- Metrology and Computer Aided InspectionDocument3 pagesMetrology and Computer Aided InspectionccritamNo ratings yet
- TLE 8 - Isometric and Orthographic DrawingsDocument23 pagesTLE 8 - Isometric and Orthographic DrawingsMelencio Dela Cruz INo ratings yet
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDocument10 pagesIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiNo ratings yet
- Quantitative Analysis of FMSDocument13 pagesQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- Computer Applications in DesignDocument7 pagesComputer Applications in Designmskumar_5540% (1)
- Aim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingDocument4 pagesAim: To Prepare A V Block of - Dimension From The Given Work Piece by UsingSubodh ShrivNo ratings yet
- Coure Outline For Die PDFDocument2 pagesCoure Outline For Die PDFtadeleNo ratings yet
- CuttingDocument28 pagesCuttingburakNo ratings yet
- Metal Cutting Theory - ProblemDocument12 pagesMetal Cutting Theory - ProblemZohaib RafiqNo ratings yet
- Shape Function GeneratioDocument34 pagesShape Function Generatiodtr17No ratings yet
- 322 F22 Lecture17 Yield Criteria Flow RulesDocument41 pages322 F22 Lecture17 Yield Criteria Flow Ruleslokesh100% (1)
- Datum Features: Functional Datum Manufacturing Datum Changing The DatumDocument29 pagesDatum Features: Functional Datum Manufacturing Datum Changing The DatumOrville SutariNo ratings yet
- Introduction of Machine Shop OperationDocument14 pagesIntroduction of Machine Shop Operationjohn50% (2)
- Bench WorkingDocument11 pagesBench WorkingMonica MagdyNo ratings yet
- Power ScrewsDocument10 pagesPower ScrewsamanggayamNo ratings yet
- Question Bank BTMEC601 Manufacturing Processes IIDocument14 pagesQuestion Bank BTMEC601 Manufacturing Processes IINeel PawarNo ratings yet
- Chapter 7: Process PlanningDocument6 pagesChapter 7: Process Planningஅன்புடன் அஸ்வின்No ratings yet
- Introduction To Complex NumbersDocument3 pagesIntroduction To Complex NumbersAnsarNo ratings yet
- Task 1 Introduction (Paraphrase) : Overall It Can Be Seen That SVO. Further, SVODocument3 pagesTask 1 Introduction (Paraphrase) : Overall It Can Be Seen That SVO. Further, SVOZahidul IslamNo ratings yet
- Machine Tools - 2015-16Document310 pagesMachine Tools - 2015-16Akshay Saxena100% (2)
- What Is Machine DesignDocument54 pagesWhat Is Machine DesignPavan KishoreNo ratings yet
- ME2308 Lab ManualDocument28 pagesME2308 Lab ManualNishanth ShannmugamNo ratings yet
- Calculation Manufacturing ProcessDocument18 pagesCalculation Manufacturing ProcessEncik MaaNo ratings yet
- Workshop Practice IIDocument50 pagesWorkshop Practice IIFikremariam Ermias100% (3)
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument12 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- CompletionDocument128 pagesCompletionMelgie Mae Matulin DikitananNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Jigs and Fixture Sem III FinalDocument127 pagesJigs and Fixture Sem III Finalnikhil sidNo ratings yet
- Assignment o Tom at I OnDocument22 pagesAssignment o Tom at I OnphyrdowsNo ratings yet
- Workshop Practise: An IntroductionDocument21 pagesWorkshop Practise: An IntroductionjgkonnullyNo ratings yet
- Lab Report 2Document6 pagesLab Report 2Dave Vendivil SambranoNo ratings yet
- A ProjectDocument14 pagesA Projectajay0% (1)
- GTDMC ReportDocument11 pagesGTDMC ReportOwais AhmedNo ratings yet
- Nepal Standard Measurement and Weigh ActDocument20 pagesNepal Standard Measurement and Weigh ActGautamNo ratings yet
- Tool Wear and Tool LifeDocument5 pagesTool Wear and Tool LifenkchandruNo ratings yet
- Experiment-1: Study of Bench Grinding and It's OperationsDocument10 pagesExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNo ratings yet
- Sample Question Paper Mechanical Engineering MeasurementsDocument4 pagesSample Question Paper Mechanical Engineering MeasurementsAbhishek SakatNo ratings yet
- Friction in Pipes Aim:: FM&HM LabDocument7 pagesFriction in Pipes Aim:: FM&HM Labashoku2No ratings yet
- MCE 493 MCE 593 CH 2 and 3Document47 pagesMCE 493 MCE 593 CH 2 and 3Toto TitiNo ratings yet
- Tutorial (1) Manufacturing Models & MetricsDocument37 pagesTutorial (1) Manufacturing Models & MetricsAbdulaziz almasoudiNo ratings yet
- Universiti Teknikal Malaysia Melaka (Utem) : Faculty of Manufacturing EngineeringDocument2 pagesUniversiti Teknikal Malaysia Melaka (Utem) : Faculty of Manufacturing EngineeringSyahmi HasanNo ratings yet
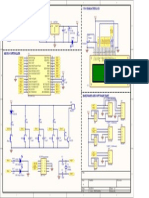
- LCD Display: Power Supply 2 16 Character LCDDocument1 pageLCD Display: Power Supply 2 16 Character LCDSyahmi Hasan100% (1)
- Traffic Measurement and Vehicle Classification With A Single Magnetic SensorDocument23 pagesTraffic Measurement and Vehicle Classification With A Single Magnetic SensorSyahmi HasanNo ratings yet
- Title: Intelligent Seat Model Recognizing SystemDocument17 pagesTitle: Intelligent Seat Model Recognizing SystemSyahmi HasanNo ratings yet
- Proposal Engineer SocietyDocument3 pagesProposal Engineer SocietySyahmi HasanNo ratings yet
- Issai 100 20210906114606Document37 pagesIssai 100 20210906114606Eddy ETMNo ratings yet
- PARADOX Spectra User ManualDocument47 pagesPARADOX Spectra User ManualBurim LatifiNo ratings yet
- Business Math Report On TaxDocument23 pagesBusiness Math Report On TaxJustine Kaye PorcadillaNo ratings yet
- APA Format For Annotated Bibliographies: Updated For 5th EditionDocument3 pagesAPA Format For Annotated Bibliographies: Updated For 5th EditionSafat Al Mamun RonoNo ratings yet
- Water Treatment Plant Residuals Management PDFDocument4 pagesWater Treatment Plant Residuals Management PDFWil OrtizNo ratings yet
- Passage Planning - Sharjah To Abu Dhabi 13 July 2010Document4 pagesPassage Planning - Sharjah To Abu Dhabi 13 July 2010Kunal Singh100% (2)
- Corporation Definition - Legal Form of Business That Is Separate From Its Owners.Document39 pagesCorporation Definition - Legal Form of Business That Is Separate From Its Owners.Amalia Tamayo YlananNo ratings yet
- Seed Nuts BarDocument3 pagesSeed Nuts Barsanjeet_kaur_10No ratings yet
- Art StylesDocument34 pagesArt StylesAdrienne Dave MojicaNo ratings yet
- Catering. Chapter 1Document20 pagesCatering. Chapter 1Vy Nguyễn Lê ThúyNo ratings yet
- Quantum Materials Science EngineeringDocument2 pagesQuantum Materials Science Engineeringvisheshp961No ratings yet
- Econometrics QP CalicutDocument17 pagesEconometrics QP CalicutMadonaNo ratings yet
- IT Week1Document11 pagesIT Week1Mustafa AdilNo ratings yet
- FTII Acting Entance EXAM Notes - JET 2019Document61 pagesFTII Acting Entance EXAM Notes - JET 2019Vipul ShankarNo ratings yet
- Trade War Between US and China - Docx-2Document32 pagesTrade War Between US and China - Docx-2Khanh Linh HoangNo ratings yet
- Structure of WaterDocument31 pagesStructure of WaterMwangi BonfaceNo ratings yet
- मजदुर २०७७-११-५ बर्ष २३ अंक २६Document8 pagesमजदुर २०७७-११-५ बर्ष २३ अंक २६Ganga DahalNo ratings yet
- Lesson 2 - Pure Substances and MixturesDocument41 pagesLesson 2 - Pure Substances and Mixturescecil tayagNo ratings yet
- Xi Engcore Supportmaterials Chandigarh RegionDocument175 pagesXi Engcore Supportmaterials Chandigarh RegionNaveen SasikumarNo ratings yet
- Modular OT WorksDocument67 pagesModular OT WorksNandagopal DhakshinamoorthyNo ratings yet
- Nitesh CVDocument2 pagesNitesh CVpatil.nitesh9211No ratings yet
- Electrical Machines and Control: REAL TransformersDocument25 pagesElectrical Machines and Control: REAL TransformersAmmar Syahid RabbaniNo ratings yet
- Despiece de La Caja de Transmision R1300GDocument3 pagesDespiece de La Caja de Transmision R1300GArmando Calderon YalleNo ratings yet
- 03 Analyzing Windows ProgramsDocument17 pages03 Analyzing Windows ProgramsSaluu TvTNo ratings yet
- Sargonic and Gutian Periods PDFDocument182 pagesSargonic and Gutian Periods PDFRafael AzothNo ratings yet
- Territorial Patterns and Relations in HungaryDocument31 pagesTerritorial Patterns and Relations in HungarymrrwhoNo ratings yet
- Textile Industry in IndiaDocument97 pagesTextile Industry in IndiaDharmendra B MistryNo ratings yet
- Music8 LAS Q3 Wk2Document2 pagesMusic8 LAS Q3 Wk2Marl Rina Esperanza100% (1)