
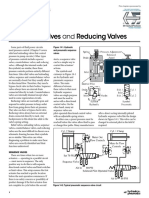
Pressure Control Valves: Controlling The Pressure Level
Pressure Control Valves: Controlling The Pressure Level
You might also like
- Datasheet For Safety Device ConveyorDocument6 pagesDatasheet For Safety Device ConveyorJoe GrosirNo ratings yet
- Mastering Solidworks ParspajouhaanDocument552 pagesMastering Solidworks Parspajouhaanmohamad hoseyn gasemzadeh83% (6)
- Pumps (Questions & Answers)Document14 pagesPumps (Questions & Answers)SriRaman Pathakgaru100% (5)
- Stormchokes OverviewDocument6 pagesStormchokes OverviewJumi mikol100% (2)
- Martha Tilaar: Innovative Product Development of Botu - LikeDocument38 pagesMartha Tilaar: Innovative Product Development of Botu - LikeMade Mas Sujana Wirakusuma100% (1)
- MX Operating ManualDocument24 pagesMX Operating Manualnikhilpoyyara87100% (2)
- Ezstrobe TutorialDocument30 pagesEzstrobe TutorialPaul Christopher Charlesraj V100% (1)
- Pressure Control ValvesDocument55 pagesPressure Control Valvesjasonmani90No ratings yet
- Pressure Control ValvesDocument55 pagesPressure Control ValvesMunender Pal Singh100% (2)
- Pressure Control ValvesDocument55 pagesPressure Control ValvesShriram Avasarkar100% (1)
- Pressure Control ValvesDocument40 pagesPressure Control ValvesVivek Vardhan100% (1)
- 8 - PressurevalvesDocument68 pages8 - PressurevalvesMohamed ZahranNo ratings yet
- Regulator Basics - To B EprintedDocument14 pagesRegulator Basics - To B EprintedSharat ChandraNo ratings yet
- PR 101Document22 pagesPR 101Zohaib AlamNo ratings yet
- 06 Pressure Control ValvesDocument55 pages06 Pressure Control ValvesZakariya ChoudharyNo ratings yet
- Pressure Control ValveDocument53 pagesPressure Control ValveRaghu Bhat100% (1)
- Lecture 5 Hydraulic PressureDocument47 pagesLecture 5 Hydraulic PressureSAMUEL MAKATANENo ratings yet
- V S C Sec C Cte Ve Va: Pressure Control ValvesDocument13 pagesV S C Sec C Cte Ve Va: Pressure Control Valvesfrederick alayonNo ratings yet
- Pressure ControlDocument12 pagesPressure ControlMohamed RashedNo ratings yet
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 pagesDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667No ratings yet
- Pressure Regulators vs. Backpressure RegulatorsDocument5 pagesPressure Regulators vs. Backpressure Regulatorskpmalik6364No ratings yet
- Pressure Control ValveDocument34 pagesPressure Control ValveHASHEMNo ratings yet
- VALVEDocument13 pagesVALVENabaz MuhamadNo ratings yet
- Pressure-Control Valves PDFDocument15 pagesPressure-Control Valves PDFRagab Abulmagd100% (1)
- H D S: C 3 D S C V: OW TO O Tuff Hapter Istribution Ystem Ontrol AlvesDocument18 pagesH D S: C 3 D S C V: OW TO O Tuff Hapter Istribution Ystem Ontrol AlvesRodelas JanineNo ratings yet
- Hidrolik & Pneumatik (Compatibility Mode)Document104 pagesHidrolik & Pneumatik (Compatibility Mode)Ihsan MuhammadNo ratings yet
- Controls 2008Document11 pagesControls 2008nathan.jennerNo ratings yet
- Pressure Control ValvesDocument49 pagesPressure Control ValvesRagnar LodbrokNo ratings yet
- How A Discharge Relief Valve Controls PressureDocument6 pagesHow A Discharge Relief Valve Controls Pressureمحمد مجديNo ratings yet
- Assignment No 3 IHPDocument6 pagesAssignment No 3 IHPJaid KhanNo ratings yet
- FM HydraulicsDocument4 pagesFM HydraulicsOnkar KakadNo ratings yet
- Control Valve Terminology Ver 1Document14 pagesControl Valve Terminology Ver 1bagastcNo ratings yet
- Wet Pipe Sprinkler PresentationDocument37 pagesWet Pipe Sprinkler PresentationDidi AubarNo ratings yet
- IHP Control ValvesDocument22 pagesIHP Control ValvesMayur Madhukar MankarNo ratings yet
- Control Valve TerminologyDocument18 pagesControl Valve TerminologyAbd Elrahman HamdyNo ratings yet
- Study and Testing of PRVDocument4 pagesStudy and Testing of PRVBhargava S PadmashaliNo ratings yet
- ValvesDocument76 pagesValvesN NandiniNo ratings yet
- Control Valve PDFDocument39 pagesControl Valve PDFRush Sf100% (1)
- Pressure SurgeDocument15 pagesPressure SurgesasikumarmarineNo ratings yet
- How To Control Liquid Ring Vacuum PumpsDocument2 pagesHow To Control Liquid Ring Vacuum Pumpsjdgh1986100% (2)
- Fluid Power ControlDocument25 pagesFluid Power Controlshantanuchoudhary007No ratings yet
- API NotesDocument9 pagesAPI Notesking4lifeNo ratings yet
- Flow Control Valve - Definition, Types, Components & Working PrincipleDocument3 pagesFlow Control Valve - Definition, Types, Components & Working PrincipleAbdul Mohid SheikhNo ratings yet
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- PRM FRDocument7 pagesPRM FRGelber Norberto Gutierrez PalaciosNo ratings yet
- Types of Pressure Relief ValvesDocument22 pagesTypes of Pressure Relief ValvesFaraz MichNo ratings yet
- Float Valve - Definition, Function, Control System, Advantages, Problems & Remedial MeasuresDocument2 pagesFloat Valve - Definition, Function, Control System, Advantages, Problems & Remedial MeasuresAbdul Mohid SheikhNo ratings yet
- Safety Valves and Relief Valves.Document17 pagesSafety Valves and Relief Valves.Shikhar SwaroopNo ratings yet
- Control Valve - Theory & SizingDocument29 pagesControl Valve - Theory & SizingSandeep KulathapallilNo ratings yet
- Control ValvesDocument43 pagesControl Valvesanaho8687No ratings yet
- Combating DroopDocument4 pagesCombating DroopjdNo ratings yet
- Tutorial: Valve Closure and Transient Pressure Wave (Part 3)Document4 pagesTutorial: Valve Closure and Transient Pressure Wave (Part 3)Anonymous I4CTAwUNo ratings yet
- Pressure-Relief ValvesDocument11 pagesPressure-Relief ValvesbalaNo ratings yet
- Valves: Relief and Safety ValvesDocument22 pagesValves: Relief and Safety ValvesهانيزايدNo ratings yet
- AIS Exp No 6Document3 pagesAIS Exp No 6Abhijit SomnatheNo ratings yet
- Control Valves Interview QuestionsDocument7 pagesControl Valves Interview QuestionsDerbel WalidNo ratings yet
- Control ValveDocument11 pagesControl Valve700rcchNo ratings yet
- Axial Flow Valves 9710 7 032713ADocument12 pagesAxial Flow Valves 9710 7 032713Adilor19No ratings yet
- HTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23Document11 pagesHTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23jorsueNo ratings yet
- 7 Pressure Relief ValvesDocument3 pages7 Pressure Relief ValvesMohamed SokarNo ratings yet
- Chapter 4Document46 pagesChapter 4Thành CôngNo ratings yet
- Fluidbasics Chapter14Document11 pagesFluidbasics Chapter14asNo ratings yet
- DS - Brodie Back Pressure Valve - BV60 (R9)Document4 pagesDS - Brodie Back Pressure Valve - BV60 (R9)DeonNo ratings yet
- Controlling Centrifugal PumpsDocument12 pagesControlling Centrifugal PumpsDan AngheleaNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- 2022Document4 pages2022عمر منيرNo ratings yet
- 3 Mws Gen Aae Spe PptsourcesoferrorDocument28 pages3 Mws Gen Aae Spe Pptsourcesoferrorعمر منيرNo ratings yet
- 1 Mws Gen Aae Spe PptintroductionDocument37 pages1 Mws Gen Aae Spe Pptintroductionعمر منيرNo ratings yet
- Mutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr MustafaDocument24 pagesMutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr Mustafaعمر منيرNo ratings yet
- Hydrodynamic or Nonpositive Displacement Pumps: Examples of This Type Are: The Centrifugal (Impeller) and Axial (Propeller) PumpsDocument14 pagesHydrodynamic or Nonpositive Displacement Pumps: Examples of This Type Are: The Centrifugal (Impeller) and Axial (Propeller) Pumpsعمر منيرNo ratings yet
- نيوماتيك 4Document18 pagesنيوماتيك 4عمر منيرNo ratings yet
- Mutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr MustafaDocument13 pagesMutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr Mustafaعمر منيرNo ratings yet
- Master Alarm Spec SheetDocument2 pagesMaster Alarm Spec SheetChambi Averanga David RonaldNo ratings yet
- Radio Craft 1944 09Document66 pagesRadio Craft 1944 09Andres M. CipNo ratings yet
- Internal Vibrator IRFUNDocument40 pagesInternal Vibrator IRFUNAmmar AhmadNo ratings yet
- Luzon Genre of Urban WritingDocument16 pagesLuzon Genre of Urban WritingQuinn Everett ValleNo ratings yet
- ICode DetailsDocument3 pagesICode DetailsmohitNo ratings yet
- Jadual Induk BKT - Peperiksaan Diploma - Sijil Bagi Sesi Julai - Disember 2019 - 2.10Document8 pagesJadual Induk BKT - Peperiksaan Diploma - Sijil Bagi Sesi Julai - Disember 2019 - 2.10Arthur ArwinNo ratings yet
- Lanao - Norte@deped - Gov.ph: Gov. A. Quibranza Prov'l. Gov't. Compound Pigcarangan, Tubod Lanao Del NorteDocument3 pagesLanao - Norte@deped - Gov.ph: Gov. A. Quibranza Prov'l. Gov't. Compound Pigcarangan, Tubod Lanao Del NorteEMILY MAG-ALASINNo ratings yet
- Spec Sheet Dx500lca Hddx520lca HDDocument36 pagesSpec Sheet Dx500lca Hddx520lca HDStay FhanieNo ratings yet
- Speedwayr Installation and Operations GuideDocument93 pagesSpeedwayr Installation and Operations GuideAditya Dees AntargataNo ratings yet
- Testing Resistors (Good - DefectiveDocument23 pagesTesting Resistors (Good - Defectivejoseph deliman100% (1)
- SOR2023 RoadDocument279 pagesSOR2023 RoadccykdhamNo ratings yet
- Search Engine OptimizationDocument17 pagesSearch Engine Optimizationruchi goelNo ratings yet
- CH03 Loaders and LinkersDocument20 pagesCH03 Loaders and LinkersTedo Ham100% (4)
- Scientech 2801: PAM, PPM, PWM and Line Coding TechniquesDocument2 pagesScientech 2801: PAM, PPM, PWM and Line Coding Techniquesعلاء حسينNo ratings yet
- Leantec Synfactory: Smart Machine BoxDocument2 pagesLeantec Synfactory: Smart Machine BoxMaurizioNo ratings yet
- Eyebeam 1.5 For Mac: User GuideDocument70 pagesEyebeam 1.5 For Mac: User GuideZviNo ratings yet
- VersiCharge AC Series Brochure.Document4 pagesVersiCharge AC Series Brochure.ricardo cambraNo ratings yet
- Kalyani GroupDocument16 pagesKalyani GroupMayank RanjanNo ratings yet
- Maintenance and RepairDocument4 pagesMaintenance and RepairNyoman RakaNo ratings yet
- SM-24 SM 175Document32 pagesSM-24 SM 175Raimundo GuevaraNo ratings yet
- Paper Bill PDFDocument4 pagesPaper Bill PDFDavid CaplanNo ratings yet
- CL01 Defining Classifying Project Management MethodologiesDocument9 pagesCL01 Defining Classifying Project Management MethodologiesCesar BasualdoNo ratings yet
- Sol Epoxy Epoxy Coating Powder - Product Selector GuidesDocument14 pagesSol Epoxy Epoxy Coating Powder - Product Selector GuidesAlexandreNo ratings yet
- THB360Document581 pagesTHB360Favoreel PatrickNo ratings yet
- 2015 L04 CapstMechEngDocument100 pages2015 L04 CapstMechEngBoy AlfredoNo ratings yet






























































































Download as pptx, pdf, or txt
You might also like
- Datasheet For Safety Device ConveyorDocument6 pagesDatasheet For Safety Device ConveyorJoe GrosirNo ratings yet
- Mastering Solidworks ParspajouhaanDocument552 pagesMastering Solidworks Parspajouhaanmohamad hoseyn gasemzadeh83% (6)
- Pumps (Questions & Answers)Document14 pagesPumps (Questions & Answers)SriRaman Pathakgaru100% (5)
- Stormchokes OverviewDocument6 pagesStormchokes OverviewJumi mikol100% (2)
- Martha Tilaar: Innovative Product Development of Botu - LikeDocument38 pagesMartha Tilaar: Innovative Product Development of Botu - LikeMade Mas Sujana Wirakusuma100% (1)
- MX Operating ManualDocument24 pagesMX Operating Manualnikhilpoyyara87100% (2)
- Ezstrobe TutorialDocument30 pagesEzstrobe TutorialPaul Christopher Charlesraj V100% (1)
- Pressure Control ValvesDocument55 pagesPressure Control Valvesjasonmani90No ratings yet
- Pressure Control ValvesDocument55 pagesPressure Control ValvesMunender Pal Singh100% (2)
- Pressure Control ValvesDocument55 pagesPressure Control ValvesShriram Avasarkar100% (1)
- Pressure Control ValvesDocument40 pagesPressure Control ValvesVivek Vardhan100% (1)
- 8 - PressurevalvesDocument68 pages8 - PressurevalvesMohamed ZahranNo ratings yet
- Regulator Basics - To B EprintedDocument14 pagesRegulator Basics - To B EprintedSharat ChandraNo ratings yet
- PR 101Document22 pagesPR 101Zohaib AlamNo ratings yet
- 06 Pressure Control ValvesDocument55 pages06 Pressure Control ValvesZakariya ChoudharyNo ratings yet
- Pressure Control ValveDocument53 pagesPressure Control ValveRaghu Bhat100% (1)
- Lecture 5 Hydraulic PressureDocument47 pagesLecture 5 Hydraulic PressureSAMUEL MAKATANENo ratings yet
- V S C Sec C Cte Ve Va: Pressure Control ValvesDocument13 pagesV S C Sec C Cte Ve Va: Pressure Control Valvesfrederick alayonNo ratings yet
- Pressure ControlDocument12 pagesPressure ControlMohamed RashedNo ratings yet
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 pagesDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667No ratings yet
- Pressure Regulators vs. Backpressure RegulatorsDocument5 pagesPressure Regulators vs. Backpressure Regulatorskpmalik6364No ratings yet
- Pressure Control ValveDocument34 pagesPressure Control ValveHASHEMNo ratings yet
- VALVEDocument13 pagesVALVENabaz MuhamadNo ratings yet
- Pressure-Control Valves PDFDocument15 pagesPressure-Control Valves PDFRagab Abulmagd100% (1)
- H D S: C 3 D S C V: OW TO O Tuff Hapter Istribution Ystem Ontrol AlvesDocument18 pagesH D S: C 3 D S C V: OW TO O Tuff Hapter Istribution Ystem Ontrol AlvesRodelas JanineNo ratings yet
- Hidrolik & Pneumatik (Compatibility Mode)Document104 pagesHidrolik & Pneumatik (Compatibility Mode)Ihsan MuhammadNo ratings yet
- Controls 2008Document11 pagesControls 2008nathan.jennerNo ratings yet
- Pressure Control ValvesDocument49 pagesPressure Control ValvesRagnar LodbrokNo ratings yet
- How A Discharge Relief Valve Controls PressureDocument6 pagesHow A Discharge Relief Valve Controls Pressureمحمد مجديNo ratings yet
- Assignment No 3 IHPDocument6 pagesAssignment No 3 IHPJaid KhanNo ratings yet
- FM HydraulicsDocument4 pagesFM HydraulicsOnkar KakadNo ratings yet
- Control Valve Terminology Ver 1Document14 pagesControl Valve Terminology Ver 1bagastcNo ratings yet
- Wet Pipe Sprinkler PresentationDocument37 pagesWet Pipe Sprinkler PresentationDidi AubarNo ratings yet
- IHP Control ValvesDocument22 pagesIHP Control ValvesMayur Madhukar MankarNo ratings yet
- Control Valve TerminologyDocument18 pagesControl Valve TerminologyAbd Elrahman HamdyNo ratings yet
- Study and Testing of PRVDocument4 pagesStudy and Testing of PRVBhargava S PadmashaliNo ratings yet
- ValvesDocument76 pagesValvesN NandiniNo ratings yet
- Control Valve PDFDocument39 pagesControl Valve PDFRush Sf100% (1)
- Pressure SurgeDocument15 pagesPressure SurgesasikumarmarineNo ratings yet
- How To Control Liquid Ring Vacuum PumpsDocument2 pagesHow To Control Liquid Ring Vacuum Pumpsjdgh1986100% (2)
- Fluid Power ControlDocument25 pagesFluid Power Controlshantanuchoudhary007No ratings yet
- API NotesDocument9 pagesAPI Notesking4lifeNo ratings yet
- Flow Control Valve - Definition, Types, Components & Working PrincipleDocument3 pagesFlow Control Valve - Definition, Types, Components & Working PrincipleAbdul Mohid SheikhNo ratings yet
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- PRM FRDocument7 pagesPRM FRGelber Norberto Gutierrez PalaciosNo ratings yet
- Types of Pressure Relief ValvesDocument22 pagesTypes of Pressure Relief ValvesFaraz MichNo ratings yet
- Float Valve - Definition, Function, Control System, Advantages, Problems & Remedial MeasuresDocument2 pagesFloat Valve - Definition, Function, Control System, Advantages, Problems & Remedial MeasuresAbdul Mohid SheikhNo ratings yet
- Safety Valves and Relief Valves.Document17 pagesSafety Valves and Relief Valves.Shikhar SwaroopNo ratings yet
- Control Valve - Theory & SizingDocument29 pagesControl Valve - Theory & SizingSandeep KulathapallilNo ratings yet
- Control ValvesDocument43 pagesControl Valvesanaho8687No ratings yet
- Combating DroopDocument4 pagesCombating DroopjdNo ratings yet
- Tutorial: Valve Closure and Transient Pressure Wave (Part 3)Document4 pagesTutorial: Valve Closure and Transient Pressure Wave (Part 3)Anonymous I4CTAwUNo ratings yet
- Pressure-Relief ValvesDocument11 pagesPressure-Relief ValvesbalaNo ratings yet
- Valves: Relief and Safety ValvesDocument22 pagesValves: Relief and Safety ValvesهانيزايدNo ratings yet
- AIS Exp No 6Document3 pagesAIS Exp No 6Abhijit SomnatheNo ratings yet
- Control Valves Interview QuestionsDocument7 pagesControl Valves Interview QuestionsDerbel WalidNo ratings yet
- Control ValveDocument11 pagesControl Valve700rcchNo ratings yet
- Axial Flow Valves 9710 7 032713ADocument12 pagesAxial Flow Valves 9710 7 032713Adilor19No ratings yet
- HTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23Document11 pagesHTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23jorsueNo ratings yet
- 7 Pressure Relief ValvesDocument3 pages7 Pressure Relief ValvesMohamed SokarNo ratings yet
- Chapter 4Document46 pagesChapter 4Thành CôngNo ratings yet
- Fluidbasics Chapter14Document11 pagesFluidbasics Chapter14asNo ratings yet
- DS - Brodie Back Pressure Valve - BV60 (R9)Document4 pagesDS - Brodie Back Pressure Valve - BV60 (R9)DeonNo ratings yet
- Controlling Centrifugal PumpsDocument12 pagesControlling Centrifugal PumpsDan AngheleaNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- 2022Document4 pages2022عمر منيرNo ratings yet
- 3 Mws Gen Aae Spe PptsourcesoferrorDocument28 pages3 Mws Gen Aae Spe Pptsourcesoferrorعمر منيرNo ratings yet
- 1 Mws Gen Aae Spe PptintroductionDocument37 pages1 Mws Gen Aae Spe Pptintroductionعمر منيرNo ratings yet
- Mutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr MustafaDocument24 pagesMutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr Mustafaعمر منيرNo ratings yet
- Hydrodynamic or Nonpositive Displacement Pumps: Examples of This Type Are: The Centrifugal (Impeller) and Axial (Propeller) PumpsDocument14 pagesHydrodynamic or Nonpositive Displacement Pumps: Examples of This Type Are: The Centrifugal (Impeller) and Axial (Propeller) Pumpsعمر منيرNo ratings yet
- نيوماتيك 4Document18 pagesنيوماتيك 4عمر منيرNo ratings yet
- Mutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr MustafaDocument13 pagesMutah University Mechanical Eng. Dept. Introduction To Pneumatics and Hydraulics Systems (Subj. No. 0402526) Dr. Ramadan Jabr Mustafaعمر منيرNo ratings yet
- Master Alarm Spec SheetDocument2 pagesMaster Alarm Spec SheetChambi Averanga David RonaldNo ratings yet
- Radio Craft 1944 09Document66 pagesRadio Craft 1944 09Andres M. CipNo ratings yet
- Internal Vibrator IRFUNDocument40 pagesInternal Vibrator IRFUNAmmar AhmadNo ratings yet
- Luzon Genre of Urban WritingDocument16 pagesLuzon Genre of Urban WritingQuinn Everett ValleNo ratings yet
- ICode DetailsDocument3 pagesICode DetailsmohitNo ratings yet
- Jadual Induk BKT - Peperiksaan Diploma - Sijil Bagi Sesi Julai - Disember 2019 - 2.10Document8 pagesJadual Induk BKT - Peperiksaan Diploma - Sijil Bagi Sesi Julai - Disember 2019 - 2.10Arthur ArwinNo ratings yet
- Lanao - Norte@deped - Gov.ph: Gov. A. Quibranza Prov'l. Gov't. Compound Pigcarangan, Tubod Lanao Del NorteDocument3 pagesLanao - Norte@deped - Gov.ph: Gov. A. Quibranza Prov'l. Gov't. Compound Pigcarangan, Tubod Lanao Del NorteEMILY MAG-ALASINNo ratings yet
- Spec Sheet Dx500lca Hddx520lca HDDocument36 pagesSpec Sheet Dx500lca Hddx520lca HDStay FhanieNo ratings yet
- Speedwayr Installation and Operations GuideDocument93 pagesSpeedwayr Installation and Operations GuideAditya Dees AntargataNo ratings yet
- Testing Resistors (Good - DefectiveDocument23 pagesTesting Resistors (Good - Defectivejoseph deliman100% (1)
- SOR2023 RoadDocument279 pagesSOR2023 RoadccykdhamNo ratings yet
- Search Engine OptimizationDocument17 pagesSearch Engine Optimizationruchi goelNo ratings yet
- CH03 Loaders and LinkersDocument20 pagesCH03 Loaders and LinkersTedo Ham100% (4)
- Scientech 2801: PAM, PPM, PWM and Line Coding TechniquesDocument2 pagesScientech 2801: PAM, PPM, PWM and Line Coding Techniquesعلاء حسينNo ratings yet
- Leantec Synfactory: Smart Machine BoxDocument2 pagesLeantec Synfactory: Smart Machine BoxMaurizioNo ratings yet
- Eyebeam 1.5 For Mac: User GuideDocument70 pagesEyebeam 1.5 For Mac: User GuideZviNo ratings yet
- VersiCharge AC Series Brochure.Document4 pagesVersiCharge AC Series Brochure.ricardo cambraNo ratings yet
- Kalyani GroupDocument16 pagesKalyani GroupMayank RanjanNo ratings yet
- Maintenance and RepairDocument4 pagesMaintenance and RepairNyoman RakaNo ratings yet
- SM-24 SM 175Document32 pagesSM-24 SM 175Raimundo GuevaraNo ratings yet
- Paper Bill PDFDocument4 pagesPaper Bill PDFDavid CaplanNo ratings yet
- CL01 Defining Classifying Project Management MethodologiesDocument9 pagesCL01 Defining Classifying Project Management MethodologiesCesar BasualdoNo ratings yet
- Sol Epoxy Epoxy Coating Powder - Product Selector GuidesDocument14 pagesSol Epoxy Epoxy Coating Powder - Product Selector GuidesAlexandreNo ratings yet
- THB360Document581 pagesTHB360Favoreel PatrickNo ratings yet
- 2015 L04 CapstMechEngDocument100 pages2015 L04 CapstMechEngBoy AlfredoNo ratings yet