Download as pptx, pdf, or txt
You might also like
- The Pyrotechnic CookbookDocument125 pagesThe Pyrotechnic CookbookDjuric Zoran100% (1)
- CANON D450d, MF4300 Series Service ManualDocument182 pagesCANON D450d, MF4300 Series Service ManualJeepseadoo100% (2)
- On-Bottom Stability AnalysisDocument42 pagesOn-Bottom Stability AnalysisYoungtae Kim67% (3)
- Uop Par-Isom Process: Nelson A. CusherDocument6 pagesUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- GTC Lidong TrainingDocument90 pagesGTC Lidong TrainingBladeDongNo ratings yet
- Catalog VALSIR Canalizare PDFDocument60 pagesCatalog VALSIR Canalizare PDFAlexandru Ilioiu100% (1)
- Hydro CrackingDocument25 pagesHydro CrackingBharat KumarNo ratings yet
- Module 4 (KTU)Document118 pagesModule 4 (KTU)Aravind G100% (1)
- KFBE Fluidized Bed Structured PackingDocument8 pagesKFBE Fluidized Bed Structured PackingMeli ChiambaNo ratings yet
- TOTAL Modeling and Optimization of Fluid Catalytic Cracking UnitsDocument19 pagesTOTAL Modeling and Optimization of Fluid Catalytic Cracking Unitssaleh4060No ratings yet
- Whole Unit 2 - Crude Oil and Refining Product TestingDocument113 pagesWhole Unit 2 - Crude Oil and Refining Product Testingprathamesh singhNo ratings yet
- Natural Gas Liquids (NGL) : Ethane, Propane, Butane, PentaneDocument5 pagesNatural Gas Liquids (NGL) : Ethane, Propane, Butane, Pentaneprathamesh singhNo ratings yet
- Refinery Configurations - Designs For Heavy Oil - Hydrocarbon Processing - October 2011Document12 pagesRefinery Configurations - Designs For Heavy Oil - Hydrocarbon Processing - October 2011SumitAggarwalNo ratings yet
- Petroleum (1) .PPT (Recovered)Document33 pagesPetroleum (1) .PPT (Recovered)Abdallah MansourNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- 10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFDocument26 pages10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFmujeebtalib100% (1)
- BF-9201 US F-200 DatasheetDocument3 pagesBF-9201 US F-200 DatasheetNguyễn Kim HùngNo ratings yet
- Guide Line To Vendor Regarding Tube Layout PreparationDocument4 pagesGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNo ratings yet
- SulfolaneAppendices A EDocument158 pagesSulfolaneAppendices A Erkhandelwal9604No ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- 25 Hylube ProcessDocument2 pages25 Hylube ProcesssumitNo ratings yet
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- Unit 3 Speciality Products - 2Document12 pagesUnit 3 Speciality Products - 2prathamesh singhNo ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- Caustic Scrubber Designs For Refinery Gases ComplDocument28 pagesCaustic Scrubber Designs For Refinery Gases ComplTaniadi SuriaNo ratings yet
- Reforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanDocument17 pagesReforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanSaleem ChohanNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- 017 Catalytic CrackingDocument10 pages017 Catalytic CrackingJess TobiasNo ratings yet
- Hydraulic Decoking System: Nnovation Efficiency QualityDocument8 pagesHydraulic Decoking System: Nnovation Efficiency QualitykennymagallanesNo ratings yet
- 06 Delayed Coking PDFDocument34 pages06 Delayed Coking PDFsureshmechanical86No ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-608Document79 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-608arch0wnzNo ratings yet
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMDocument30 pagesCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMHarish GojiyaNo ratings yet
- Effect of Reactor Inlet Temperature in A HydrotreaterDocument5 pagesEffect of Reactor Inlet Temperature in A HydrotreaterAlexNo ratings yet
- Bielectric DesaalterDocument2 pagesBielectric DesaalterDaniele CirinaNo ratings yet
- Technical - Data - Sheet - Catalyst - HR 538Document1 pageTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarNo ratings yet
- Iocl Training ReportDocument10 pagesIocl Training ReportAbhishek GautamNo ratings yet
- Reliance - Wastewater TreatmentDocument4 pagesReliance - Wastewater Treatmentarini_aristia_sNo ratings yet
- 0 0 05 Jan 2015 1437039471Annexure-Pre-feasibilityReport (PFR)Document35 pages0 0 05 Jan 2015 1437039471Annexure-Pre-feasibilityReport (PFR)Swastika DasNo ratings yet
- PDFDocument6 pagesPDFjamy862004No ratings yet
- Catalytic Beds Protection: Procatalyse Catalysts & AdsorbentsDocument1 pageCatalytic Beds Protection: Procatalyse Catalysts & Adsorbentsmohsen ranjbarNo ratings yet
- Qatar Petroleum Ngl-1 Operating Manual: Vol: 1 Sec.: 6 1Document29 pagesQatar Petroleum Ngl-1 Operating Manual: Vol: 1 Sec.: 6 1varatharajan g rNo ratings yet
- Summer Training Presentation: ON Distillation Unit OF Mathura RefineryDocument14 pagesSummer Training Presentation: ON Distillation Unit OF Mathura RefineryGovindPatelNo ratings yet
- 142 Yer HS PSM 0001Document75 pages142 Yer HS PSM 0001Janakiraman MalligaNo ratings yet
- Selective Hydrogenation of Vinyl Acetylene To 1,3-Butadiene in Concentrated Vinyl Acetylene Mixed C4 by PdAl2O3 CatalystDocument1 pageSelective Hydrogenation of Vinyl Acetylene To 1,3-Butadiene in Concentrated Vinyl Acetylene Mixed C4 by PdAl2O3 CatalystPaisan InsornNo ratings yet
- Hydrocracking TechnologyDocument12 pagesHydrocracking TechnologyAlaa El-sherbinNo ratings yet
- Refinery Process Diagram - v8Document1 pageRefinery Process Diagram - v8Ignacio Javier Venegas BasáezNo ratings yet
- Concepts For Efficient Hydrogen LiquefactionDocument16 pagesConcepts For Efficient Hydrogen LiquefactionDilla WahabNo ratings yet
- Introduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsDocument22 pagesIntroduction To Uop: Jim Mcgehee Development Specialist, Heavy OilsAnkush Bhandari100% (1)
- NALCO® EC9149A: Section 1. Identification of The Substance/Mixture and of The Company/UndertakingDocument14 pagesNALCO® EC9149A: Section 1. Identification of The Substance/Mixture and of The Company/UndertakingDonatas BertasiusNo ratings yet
- IOCL Intern ReportDocument10 pagesIOCL Intern ReportAbhishek GautamNo ratings yet
- Ar001Document10 pagesAr001Gary ClarkNo ratings yet
- Reforming and IsomerizationDocument17 pagesReforming and Isomerizationhala mrayanNo ratings yet
- Characteristics and Uses of Petroleum FractionsDocument1 pageCharacteristics and Uses of Petroleum FractionsXiiao Xiiao Lingzz100% (1)
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- 3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitDocument8 pages3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitAkankshya MishraNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Iocl Section 1 - Process SpecficationDocument73 pagesIocl Section 1 - Process SpecficationYogi173No ratings yet
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterYasser JaviNo ratings yet
- CDU-III PDT RouteDocument20 pagesCDU-III PDT RouteSaravanan Selva100% (1)
- Chapter 5a - HydrocrackingDocument26 pagesChapter 5a - Hydrocrackingazizia harmes0% (1)
- Whole Unit 2 - Crude Oil and Refining Product TestingDocument113 pagesWhole Unit 2 - Crude Oil and Refining Product Testingprathamesh singhNo ratings yet
- Petroleum Refining Technology Unit-2: CHEG 437 4 Credit CourseDocument56 pagesPetroleum Refining Technology Unit-2: CHEG 437 4 Credit Courseprathamesh singhNo ratings yet
- Unit I Introduction To PetrochemicalsDocument36 pagesUnit I Introduction To Petrochemicalsprathamesh singhNo ratings yet
- Unit-1 - Introduction To Petrochemicals (2) (Autosaved)Document108 pagesUnit-1 - Introduction To Petrochemicals (2) (Autosaved)prathamesh singhNo ratings yet
- Petroleum Refining Technology: CHEG 437 4 Credit CourseDocument61 pagesPetroleum Refining Technology: CHEG 437 4 Credit Courseprathamesh singhNo ratings yet
- Natural Gas Liquids (NGL) : Ethane, Propane, Butane, PentaneDocument5 pagesNatural Gas Liquids (NGL) : Ethane, Propane, Butane, Pentaneprathamesh singhNo ratings yet
- Petroleum Refining Technology Unit-2: CHEG 437 4 Credit CourseDocument56 pagesPetroleum Refining Technology Unit-2: CHEG 437 4 Credit Courseprathamesh singhNo ratings yet
- Unit 3 Speciality Products - 1Document12 pagesUnit 3 Speciality Products - 1prathamesh singhNo ratings yet
- Final CombinedDocument53 pagesFinal Combinedprathamesh singhNo ratings yet
- Unit 3 Speciality Products - 2Document12 pagesUnit 3 Speciality Products - 2prathamesh singhNo ratings yet
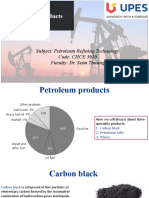
- Subject: Petroleum Refining Technology Code: CHCE 3010 Faculty: Dr. Seim TimungDocument19 pagesSubject: Petroleum Refining Technology Code: CHCE 3010 Faculty: Dr. Seim Timungprathamesh singhNo ratings yet
- Unit 2 Refining Process - 2Document25 pagesUnit 2 Refining Process - 2prathamesh singhNo ratings yet
- Unit I Unified Process and Use Case Diagrams: Introduction To OOAD With OO BasicsDocument14 pagesUnit I Unified Process and Use Case Diagrams: Introduction To OOAD With OO BasicsDharani jNo ratings yet
- R-12-090 - Pressure Meter Test ReportDocument30 pagesR-12-090 - Pressure Meter Test ReportRaghu Prakash ANo ratings yet
- Solving Multi-Dimensional Problems of Gas Dynamics Using MATLABDocument40 pagesSolving Multi-Dimensional Problems of Gas Dynamics Using MATLABMahmoud Abd El LateefNo ratings yet
- Smart Panels - Digitized Switchboards - Blokset Desing and Assembly GuideDocument94 pagesSmart Panels - Digitized Switchboards - Blokset Desing and Assembly Guidelorentz franklinNo ratings yet
- Lesson2 Perform Mensuration and CalculationDocument16 pagesLesson2 Perform Mensuration and CalculationJoseph Acebo100% (1)
- Atom and MoleculesDocument76 pagesAtom and MoleculesNur Athirah Hashim0% (1)
- Availability Based TariffDocument2 pagesAvailability Based TariffVijaya KumarNo ratings yet
- Abime Des Oiseaux Analysis PDFDocument3 pagesAbime Des Oiseaux Analysis PDFRaúl IIINo ratings yet
- Linear SeperabilityDocument11 pagesLinear SeperabilityNetaji GandiNo ratings yet
- 12th Imp Topics Chapter WiseDocument4 pages12th Imp Topics Chapter WiserampriyachinNo ratings yet
- Writing Tips: Thesis: Which SectionsDocument4 pagesWriting Tips: Thesis: Which SectionsAsanka RodrigoNo ratings yet
- 3.2.9. Rubber Closures For Containers For Aqueous Parenteral Preparations, For Powders and For Freeze-Dried PowdersDocument2 pages3.2.9. Rubber Closures For Containers For Aqueous Parenteral Preparations, For Powders and For Freeze-Dried PowdersG_RanjithNo ratings yet
- Resonant Converters-IIDocument68 pagesResonant Converters-IISONU KUMARNo ratings yet
- Turbo CodesDocument28 pagesTurbo CodesSharad KaushikNo ratings yet
- Homework Lecture3 ComplexityDocument4 pagesHomework Lecture3 Complexityca.petropavloskNo ratings yet
- Learning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaDocument644 pagesLearning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaCyrus RayNo ratings yet
- ACCESS POINTS - Gateways & Servers: 3com Universal Dual Band Access PointDocument37 pagesACCESS POINTS - Gateways & Servers: 3com Universal Dual Band Access PointdipuuuNo ratings yet
- LSTM 3Document9 pagesLSTM 3Raj PatilNo ratings yet
- Ebook Theory of Statistical Inference 1St Edition Anthony Almudevar Online PDF All ChapterDocument69 pagesEbook Theory of Statistical Inference 1St Edition Anthony Almudevar Online PDF All Chapteredfnmaudif955100% (5)
- DC MotorsDocument2 pagesDC MotorsMeggy VillanuevaNo ratings yet
- Extraction and Gas Chromatographic Determination of Ethanol in BeveragesDocument12 pagesExtraction and Gas Chromatographic Determination of Ethanol in BeveragesJonathanNo ratings yet
- Structural and Hydrological Design of Permeable PavementsDocument20 pagesStructural and Hydrological Design of Permeable Pavementssach1116No ratings yet
- Curso: Programación de Obras: Docente: Ing. Karina M. Espinoza Mezarina Ciclo: IxDocument25 pagesCurso: Programación de Obras: Docente: Ing. Karina M. Espinoza Mezarina Ciclo: IxEliazarPeraltaNo ratings yet
- TUT2Document4 pagesTUT2Yogesh Israni ASET, NoidaNo ratings yet
- IMPORTANTE. Environment and ControversiesDocument7 pagesIMPORTANTE. Environment and ControversiesWellyngtonNo ratings yet
- Digital Pressure Sensor: Bosch SensortecDocument28 pagesDigital Pressure Sensor: Bosch SensortecGerardo GutierrezNo ratings yet