Download as pptx, pdf, or txt
You might also like
- Child Care Availability Task ForceDocument28 pagesChild Care Availability Task ForceCapitol Pressroom100% (1)
- 18.0 RO Treatment ProcessDocument42 pages18.0 RO Treatment ProcessJawahir IlmNo ratings yet
- 9544-2 MBR Design Considerations-E PDFDocument4 pages9544-2 MBR Design Considerations-E PDFdevil3300No ratings yet
- Case History - MBR Plant Achieves Higher Flow With PermaCareDocument4 pagesCase History - MBR Plant Achieves Higher Flow With PermaCareSandeep K TiwariNo ratings yet
- Next Generation of MBBR TechnologyDocument48 pagesNext Generation of MBBR TechnologyLouay Mansour100% (1)
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDocument6 pagesTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNo ratings yet
- MBR Membrane Bio ReactorDocument4 pagesMBR Membrane Bio ReactorecotechconsultantsNo ratings yet
- MBRDocument9 pagesMBRAuspicious MuthuNo ratings yet
- Membrane BioreactorsDocument20 pagesMembrane BioreactorsSharathBanakarNo ratings yet
- Bi Water Membrane BrochureDocument8 pagesBi Water Membrane BrochurebazediNo ratings yet
- MBR Design ConsiderationsDocument16 pagesMBR Design ConsiderationsDhanraj BnNo ratings yet
- Difference Between SBR MBR and MBBRDocument13 pagesDifference Between SBR MBR and MBBRiaplsales2014No ratings yet
- Aqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsDocument2 pagesAqua Engineers-250 KLD MBR Membrane System Design Summary: Influent FlowsNithin BharathiNo ratings yet
- Anaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System WhichDocument6 pagesAnaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System Whichnickao123No ratings yet
- MBBR AgraDocument44 pagesMBBR Agrasanjeevsharma9999100% (1)
- Textile Environmental PresentationDocument52 pagesTextile Environmental PresentationNayeem RahmanNo ratings yet
- MBR Technologies: East Valley Water DistrictDocument17 pagesMBR Technologies: East Valley Water Districtkaran198524No ratings yet
- Recommended Design Criteria For Sedimentation... : General Considerations..Document5 pagesRecommended Design Criteria For Sedimentation... : General Considerations..Ahmed WagihNo ratings yet
- MBBRDocument4 pagesMBBRmudit03No ratings yet
- 273 PDFDocument49 pages273 PDFHRK65100% (1)
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibDocument32 pagesPresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- MBBR Design StudyDocument18 pagesMBBR Design StudyVedaraman IyerNo ratings yet
- 1.03 MLD Sbr-Process DesignDocument4 pages1.03 MLD Sbr-Process DesignHemant KaleNo ratings yet
- MBBRDocument4 pagesMBBRPhanNo ratings yet
- MAK WATER - PDS Membrane Bioreactor (MBR) PDFDocument2 pagesMAK WATER - PDS Membrane Bioreactor (MBR) PDFmeisam100% (1)
- Budgetary Offer: Sms Envocare Limited For Muzafarpur CetpDocument41 pagesBudgetary Offer: Sms Envocare Limited For Muzafarpur Cetpsreekanth reddy100% (1)
- Pratik's Final Report On MBRDocument25 pagesPratik's Final Report On MBRpratik100% (1)
- Standard MBR Units PDFDocument9 pagesStandard MBR Units PDFWilmer Martelo Sarabia100% (1)
- Application of Microbead Biological FiltersDocument12 pagesApplication of Microbead Biological FiltersRS Kartika Pulo MasNo ratings yet
- Active CellDocument4 pagesActive Cellab5918590No ratings yet
- The Kaldnes Moving Bed Process For Wastewater Treatment at Pulp and Paper MillsDocument3 pagesThe Kaldnes Moving Bed Process For Wastewater Treatment at Pulp and Paper Millsvinhphat90No ratings yet
- UASB-Process Design For Various Types of WastewatersDocument21 pagesUASB-Process Design For Various Types of Wastewatersapitbhu100% (1)
- 5m3d MBR Packaged STP 2017.3.28Document13 pages5m3d MBR Packaged STP 2017.3.28DevNo ratings yet
- 02 - Biological WWTP III - Membrane BioreactorDocument26 pages02 - Biological WWTP III - Membrane BioreactorAhmed100% (1)
- MBR STP - MemtreatDocument2 pagesMBR STP - MemtreatA3S ENVIRONo ratings yet
- Flat Plate Membrane Bioreactor (MBR) System TrainingDocument56 pagesFlat Plate Membrane Bioreactor (MBR) System TrainingmarvilouNo ratings yet
- History of Nano FiltrationDocument42 pagesHistory of Nano FiltrationKieran Sexton100% (2)
- Lec 6 MBRDocument37 pagesLec 6 MBRMohammad ShafiNo ratings yet
- Biomod: Packaged Moving Bed Biofilm ReactorDocument4 pagesBiomod: Packaged Moving Bed Biofilm ReactorAlvaro Huete100% (1)
- EE-2 Mini Project ReportDocument7 pagesEE-2 Mini Project Report63GANESH SINGHCIVILNo ratings yet
- Oxy Bee Solutions Fire Fighting STP, WTPDocument16 pagesOxy Bee Solutions Fire Fighting STP, WTPSaurabh ChaudhariNo ratings yet
- Important Membrane CalculationsDocument39 pagesImportant Membrane Calculationsarun kumar100% (1)
- Manual On The Causes and Contril of Activated SludgeDocument21 pagesManual On The Causes and Contril of Activated SludgeRiianti WidiiNo ratings yet
- 3353, Brochure MBBR Pack EN 1115 PDFDocument6 pages3353, Brochure MBBR Pack EN 1115 PDFJulio TovarNo ratings yet
- A. Standard Membrane Bioreactor Computations: 2.1. Design Flowrates and Maximum Monthly Loading RatesDocument7 pagesA. Standard Membrane Bioreactor Computations: 2.1. Design Flowrates and Maximum Monthly Loading RatesshekharshindeNo ratings yet
- MBBR Pack - GB - 1.0 - 06-10-2015Document8 pagesMBBR Pack - GB - 1.0 - 06-10-2015SvetlanaNo ratings yet
- Memcor UF CS CP Changi Singapore 45 D03679 enDocument2 pagesMemcor UF CS CP Changi Singapore 45 D03679 enRiannaNo ratings yet
- Role of Microorganisms in Waste Water Treatment FinalDocument12 pagesRole of Microorganisms in Waste Water Treatment FinalAhmad AhmadNo ratings yet
- Membrane BioreactorDocument25 pagesMembrane BioreactorAgus WitonoNo ratings yet
- MBR NetworkDocument209 pagesMBR Networkseragak100% (1)
- Study Guide Suspended GrowthDocument44 pagesStudy Guide Suspended GrowthVineet ChaudharyNo ratings yet
- Kubota SMU General Information PDFDocument6 pagesKubota SMU General Information PDFJulio TovarNo ratings yet
- Efficiency Comparison of Various Sewage Treatment Plants in BangaloreDocument36 pagesEfficiency Comparison of Various Sewage Treatment Plants in BangalorePRETTY MARY100% (1)
- HeadworksBio (2) - Latest - Eg - Ro - 047543 PDFDocument40 pagesHeadworksBio (2) - Latest - Eg - Ro - 047543 PDFrjohnson277100% (1)
- ActivateSludgeVS Membrane Reactor SLIDEDocument36 pagesActivateSludgeVS Membrane Reactor SLIDEsebascian100% (2)
- H2flow Daf BrochureDocument4 pagesH2flow Daf BrochureKalyan PatilNo ratings yet
- Ambika Projects (India) Pvt. Ltd. & MBBR ReactorsDocument17 pagesAmbika Projects (India) Pvt. Ltd. & MBBR Reactorsultimateamit0% (1)
- Berghof Filtration ConceptDocument3 pagesBerghof Filtration Conceptskthen72No ratings yet
- Nitrification and Denitrification in the Activated Sludge ProcessFrom EverandNitrification and Denitrification in the Activated Sludge ProcessNo ratings yet
- Atomic Absorption SpectrosDocument28 pagesAtomic Absorption SpectrosvvrckumarNo ratings yet
- Bioremediation of Petroleum Hydrocarbon Contaminated Waste at Various Installations of ONGC. India: Case StudiesDocument8 pagesBioremediation of Petroleum Hydrocarbon Contaminated Waste at Various Installations of ONGC. India: Case StudiesvvrckumarNo ratings yet
- Carbon Dioxide Capture and Sequestration: Presentation by A.Srividya 19IS1D0104Document8 pagesCarbon Dioxide Capture and Sequestration: Presentation by A.Srividya 19IS1D0104vvrckumarNo ratings yet
- Biological Methylat IONDocument8 pagesBiological Methylat IONvvrckumarNo ratings yet
- Lesson 4, ActsDocument2 pagesLesson 4, ActsAgoraphobic NosebleedNo ratings yet
- Customer Success ManagerDocument3 pagesCustomer Success Manageraltern8tubeNo ratings yet
- InterjectionsDocument3 pagesInterjectionsning89No ratings yet
- Ijrcm 1 Vol 2 Issue 12 Art 17Document13 pagesIjrcm 1 Vol 2 Issue 12 Art 17Shraddha ChoudharyNo ratings yet
- Entrepreneurship: For Shs LearnersDocument11 pagesEntrepreneurship: For Shs LearnersPrincess Jean GalabinNo ratings yet
- Brochure On Emotional DisturbanceDocument3 pagesBrochure On Emotional Disturbanceapi-290007627No ratings yet
- Manual AirBagDocument36 pagesManual AirBagРоман КабрицкийNo ratings yet
- Unitedworld Institute of Design BrochureDocument23 pagesUnitedworld Institute of Design BrochuredivyarajsinhNo ratings yet
- Paper - 1: Read The Instructions CarefullyDocument34 pagesPaper - 1: Read The Instructions CarefullyManya SinghNo ratings yet
- Consumer BehaviorDocument19 pagesConsumer Behaviornidhibhopal100% (1)
- CRediT Author StatementDocument2 pagesCRediT Author StatementCarlos MaroveNo ratings yet
- Mit Commercial Real Estate Analysis and Investment Online Short Program BrochureDocument9 pagesMit Commercial Real Estate Analysis and Investment Online Short Program BrochureJennifer LeeNo ratings yet
- Bless The Broken Road Chords (F)Document2 pagesBless The Broken Road Chords (F)Anonymous 8tw7R6No ratings yet
- Test Corrections Chapter 3 and 4Document3 pagesTest Corrections Chapter 3 and 4Trevor CarrNo ratings yet
- Person-Centered Counseling Applied To Stan's CaseDocument2 pagesPerson-Centered Counseling Applied To Stan's CaseREMY JOY CABANNo ratings yet
- Unity in DiversityDocument3 pagesUnity in DiversityGirish Joshi100% (1)
- Keselica v. Carcieri Et Al - Document No. 6Document9 pagesKeselica v. Carcieri Et Al - Document No. 6Justia.comNo ratings yet
- 0 - Performance of Shs Students in Teaching PhysicsDocument65 pages0 - Performance of Shs Students in Teaching PhysicsEvelyn Berdejo JubanNo ratings yet
- 11.29.12 Post Standard, The Word Is Out New Law Protects Overdose Victims and HelpersDocument2 pages11.29.12 Post Standard, The Word Is Out New Law Protects Overdose Victims and Helperswebmaster@drugpolicy.orgNo ratings yet
- Industrial Report On Saras DairyDocument88 pagesIndustrial Report On Saras DairyDeepak ChelaniNo ratings yet
- Qualitative Text AnalysisDocument5 pagesQualitative Text AnalysisroyfockerNo ratings yet
- Benefits of Educational Data MiningDocument5 pagesBenefits of Educational Data MiningShujat Hussain GadiNo ratings yet
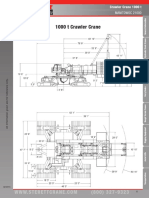
- Sterett Manitowoc 21000Document12 pagesSterett Manitowoc 21000PB 02 WALENo ratings yet
- Taj HotelDocument36 pagesTaj HotelDharitRathod100% (1)
- Technology Readiness LevelsDocument16 pagesTechnology Readiness LevelsHasitha KesharaNo ratings yet
- Risk Management in The Outdoors 1Document13 pagesRisk Management in The Outdoors 1api-278802103No ratings yet
- Big DataDocument20 pagesBig DataBhavnita NareshNo ratings yet
- Vienna Big Band Machine: Jive MusicDocument1 pageVienna Big Band Machine: Jive MusicangeloNo ratings yet
- LP 1 SS 19Document15 pagesLP 1 SS 19Jomar LomentigarNo ratings yet