Download as ppt, pdf, or txt
You might also like
- Training Manual Consepts of Steam Turbine MaintenanceDocument102 pagesTraining Manual Consepts of Steam Turbine Maintenancemen100% (2)
- Session 11 - Optimisation of Roller Press SystemDocument58 pagesSession 11 - Optimisation of Roller Press Systemmahendra sen100% (4)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- 15.10 Lubrication SystemDocument19 pages15.10 Lubrication SystemMoin KhanNo ratings yet
- Brewing Technology From BriggsDocument14 pagesBrewing Technology From BriggsDuy NguyenNo ratings yet
- Plant MaintenanceDocument45 pagesPlant MaintenanceHo ThanhNo ratings yet
- Biopharmaceutical Grade Tubing: Ey EaturesDocument6 pagesBiopharmaceutical Grade Tubing: Ey EaturesSavitriNo ratings yet
- Iogb, Thickener and CyclonesDocument9 pagesIogb, Thickener and Cycloneswhatim1No ratings yet
- Iogb12Document9 pagesIogb12sourabhasahu7No ratings yet
- Polymer Processing & MachineryDocument51 pagesPolymer Processing & MachineryEfranNo ratings yet
- Member 4 GranulationDocument19 pagesMember 4 GranulationJoslin RozNo ratings yet
- MixingDocument34 pagesMixinggrittyptNo ratings yet
- Presentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIDocument16 pagesPresentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIVenNo ratings yet
- Emulsification ProcessDocument31 pagesEmulsification ProcessNguyễnHuyPhúc100% (1)
- To Study The Mini Oil MillDocument20 pagesTo Study The Mini Oil Millvspandey27No ratings yet
- Liquid Piston CompressorsDocument18 pagesLiquid Piston CompressorsBabylyn AustriaNo ratings yet
- Classification o F ExtruderDocument25 pagesClassification o F ExtruderSaman Waheed100% (1)
- Industrial Filtration Presentation1Document23 pagesIndustrial Filtration Presentation1Neelaa BNo ratings yet
- Auxiliary Machinery SystemDocument86 pagesAuxiliary Machinery SystemChristian Cañon GenterolaNo ratings yet
- Unit - 5 Product DevelopmentDocument58 pagesUnit - 5 Product DevelopmentG GaneshNo ratings yet
- Positive Displacement PumpsDocument48 pagesPositive Displacement PumpsSteve Carwell100% (6)
- Feed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadDocument165 pagesFeed Mill: DR / Hesham KOTB Alwadi Poultry Company Veterinary Section HeadTan Thinh Nguyen100% (1)
- Art Lift Slide ShowDocument110 pagesArt Lift Slide ShowAamir ShahzadNo ratings yet
- Report Mill and Boiler FinalDocument35 pagesReport Mill and Boiler FinalMuhammad Nur ShidiqNo ratings yet
- About Tahoora Fresh Fruit Processing PresentationDocument11 pagesAbout Tahoora Fresh Fruit Processing PresentationShan StylesNo ratings yet
- Spices ProcessingDocument46 pagesSpices ProcessingParveen ParveenNo ratings yet
- Chapter 7 ProductionDocument35 pagesChapter 7 ProductionDeniz AkoumNo ratings yet
- Brief Overview On Extruder, Sundyne Pumps, Dryer & CentrifugeDocument16 pagesBrief Overview On Extruder, Sundyne Pumps, Dryer & CentrifugeajaysandhuNo ratings yet
- Construction CapabilitiesDocument16 pagesConstruction CapabilitiesCrystal WeberNo ratings yet
- Cosechadora Serie 7000Document20 pagesCosechadora Serie 7000Secreto SecretosNo ratings yet
- 31fae81aeef24f52fcbfede5f8db735aDocument10 pages31fae81aeef24f52fcbfede5f8db735aFeni KartikaNo ratings yet
- Power & Pneumatic ToolsDocument39 pagesPower & Pneumatic ToolsLeslie VoklusNo ratings yet
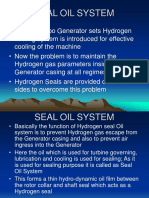
- Seal Oil SystemDocument20 pagesSeal Oil SystemChandu ChukkaNo ratings yet
- DS Cufp2311 28 08 23Document16 pagesDS Cufp2311 28 08 23doenepmoviesNo ratings yet
- Centrifugal CompressorsDocument19 pagesCentrifugal CompressorsInaam Ur RehmanNo ratings yet
- Care and Management of Equipment Used in FeedDocument35 pagesCare and Management of Equipment Used in Feedjaveriadawoodhnd9090No ratings yet
- UNIT 1 (G) IhpDocument60 pagesUNIT 1 (G) Ihpsantosh alguleNo ratings yet
- Rotary PumpsDocument31 pagesRotary PumpsalbertNo ratings yet
- Wellbore Departure DPA RioDocument32 pagesWellbore Departure DPA RioAdriana Rezende100% (1)
- MC HighPressureStageCasingPump E10026Document6 pagesMC HighPressureStageCasingPump E10026govindkaniNo ratings yet
- Engine TypeDocument3 pagesEngine TypeLakshan KarunarathneNo ratings yet
- Brausse SIGNA 1050fi ENGDocument12 pagesBrausse SIGNA 1050fi ENGi.gryczanNo ratings yet
- Mill Wright QuestionDocument19 pagesMill Wright QuestionRajanish Kumar MishraNo ratings yet
- BCFA y MDBADocument4 pagesBCFA y MDBACAR6No ratings yet
- Plastics Processing TechnologyDocument31 pagesPlastics Processing TechnologyFrancisco PiñaNo ratings yet
- Threshing: Rice Competitiveness Enhancement FundDocument57 pagesThreshing: Rice Competitiveness Enhancement FundSeverino Jr. SaleraNo ratings yet
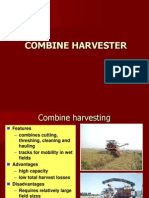
- Combine HarvesterDocument40 pagesCombine Harvesterthirumangai6100% (6)
- BlowerDocument60 pagesBlowergovardhan100% (5)
- Turbocompressors: Flexware, IncDocument13 pagesTurbocompressors: Flexware, IncManojkumarNo ratings yet
- SuperchargerDocument13 pagesSuperchargerJose Alberto Luna ValladaresNo ratings yet
- Evodos Type 25 CentrifugeDocument8 pagesEvodos Type 25 CentrifugeFilippo FerrariNo ratings yet
- Refrigeration Equipment & Control ME535: Lecture 3-CompressorsDocument50 pagesRefrigeration Equipment & Control ME535: Lecture 3-CompressorsAhmed AhmedNo ratings yet
- Chapter - 4: Basic Components of Hydraulic &pneumatic SystemsDocument98 pagesChapter - 4: Basic Components of Hydraulic &pneumatic SystemsAjay KashyapNo ratings yet
- CO Compressor: Sip CourseDocument117 pagesCO Compressor: Sip CourseKaleem Ullah50% (2)
- Screw Pump: Presented By: Padon, Mric Kimjim JDocument24 pagesScrew Pump: Presented By: Padon, Mric Kimjim JJohn A. CenizaNo ratings yet
- Components of Hydraulic SystemDocument42 pagesComponents of Hydraulic SystemShrikant BorseNo ratings yet
- Module 10 - 2 Hydraulic Power PacksDocument63 pagesModule 10 - 2 Hydraulic Power PacksJaphet GabatanNo ratings yet
- Pumps: Created By-Suneth Bombuwela Student Number - 6622313Document32 pagesPumps: Created By-Suneth Bombuwela Student Number - 6622313Suneth Dilusha BombuwelaNo ratings yet
- 12 MARINE Air CompressorDocument13 pages12 MARINE Air CompressorTuhin HandaNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Science 7-Q1-Module 4 Properties of SolutionsDocument23 pagesScience 7-Q1-Module 4 Properties of SolutionsManilyn RosalesNo ratings yet
- AEROSOL OT100% Surf Act Ant (USA Version)Document6 pagesAEROSOL OT100% Surf Act Ant (USA Version)kohonNo ratings yet
- Oil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceDocument6 pagesOil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceJonathan JuarezNo ratings yet
- Multiple Choices Questions: K K K K (CO)Document14 pagesMultiple Choices Questions: K K K K (CO)MutasimNo ratings yet
- Aalterpaint - Galva Wash - 02 - enDocument2 pagesAalterpaint - Galva Wash - 02 - enAnitha Grey'sNo ratings yet
- Type D3 Protectospray Directional Spray Nozzles, Open, Medium Velocity General DescriptionDocument6 pagesType D3 Protectospray Directional Spray Nozzles, Open, Medium Velocity General DescriptionsamNo ratings yet
- Chemistry For Changing Times 13th Edition Hill Solutions ManualDocument24 pagesChemistry For Changing Times 13th Edition Hill Solutions ManualSharonVargasgjme100% (49)
- Penerapan Metode Storet Dan Indeks Diversitas Fitoplankton DariDocument11 pagesPenerapan Metode Storet Dan Indeks Diversitas Fitoplankton DariMirwan SyamNo ratings yet
- S3 Chem P1Document6 pagesS3 Chem P1Kigozi MusaNo ratings yet
- P-Block - Revision Session - 1 Handbook.Document9 pagesP-Block - Revision Session - 1 Handbook.Sachin YadavNo ratings yet
- Excellence in Chemistry Senior Secondary 1 Teachers GuideDocument81 pagesExcellence in Chemistry Senior Secondary 1 Teachers GuideDapur NoinNo ratings yet
- Tinopal in Rice NoodlesDocument10 pagesTinopal in Rice NoodlesThiện Chí NguyễnNo ratings yet
- Inorganic Chem Ass 1Document4 pagesInorganic Chem Ass 1LémauriceNo ratings yet
- ChromatographyDocument19 pagesChromatographyppj25945No ratings yet
- Hach Sample CellsDocument8 pagesHach Sample CellsKania LouisNo ratings yet
- No Nama Barang Jumlah Harga/Unit Harga (RP) PPNDocument1 pageNo Nama Barang Jumlah Harga/Unit Harga (RP) PPNakbarNo ratings yet
- Bisphenol Grade FKM DaikinDocument5 pagesBisphenol Grade FKM DaikinBudi Sapto AjiNo ratings yet
- University of Central Punjab Faculty of SciencesDocument18 pagesUniversity of Central Punjab Faculty of SciencesAttitudekiller RanaNo ratings yet
- Biochem Lab Nucleic AcidDocument7 pagesBiochem Lab Nucleic AcidCristine EchaveNo ratings yet
- Work Power Energy Faculty Copy Yw3bPNODocument92 pagesWork Power Energy Faculty Copy Yw3bPNOSamridh GuptaNo ratings yet
- Comperative Analysis of Cement Block at Partial Replacement of Fly AshDocument13 pagesComperative Analysis of Cement Block at Partial Replacement of Fly AshWeb ResearchNo ratings yet
- Chem Lab 11Document4 pagesChem Lab 11WHITTINHGAM RAYANNANo ratings yet
- Aluminium Welding - 1Document3 pagesAluminium Welding - 1Sasi Head OfficeNo ratings yet
- Choice and Use of Appropriate Guidewire in Pci: Sajy KuruttukulamDocument209 pagesChoice and Use of Appropriate Guidewire in Pci: Sajy KuruttukulamSuryaNo ratings yet
- Mathematical Modeling of Ethane Cracking PDFDocument14 pagesMathematical Modeling of Ethane Cracking PDFAlfonso BlancoNo ratings yet
- Periodic Classification of ElementsDocument16 pagesPeriodic Classification of ElementsChaitanya RajeshNo ratings yet
- Symbol On P ID 1714418978Document48 pagesSymbol On P ID 1714418978trrjz7k2hgNo ratings yet
- Grizzly Supplies Bushings Reference GuideDocument20 pagesGrizzly Supplies Bushings Reference GuidecenkNo ratings yet
- Thermochemistr Y: Laboratory ManualDocument4 pagesThermochemistr Y: Laboratory ManualGilynne MagosNo ratings yet