Download as pptx, pdf, or txt
You might also like
- AWS D1.2 AluminiumDocument2 pagesAWS D1.2 AluminiumAslamsherkhan Ibn Hussain Kandamangalam44% (9)
- Plan Detalii Armare Inferioara Placa Peste Etaj 2Document1 pagePlan Detalii Armare Inferioara Placa Peste Etaj 2sieigiNo ratings yet
- A-04 Cortes HospitalDocument1 pageA-04 Cortes HospitalJessy HuertaNo ratings yet
- Planta - Perfil Vilcabamba-Pp 6+000-7+0.90Document1 pagePlanta - Perfil Vilcabamba-Pp 6+000-7+0.90Raul PomaNo ratings yet
- Planta 3: LeyendaDocument1 pagePlanta 3: LeyendaAnderson johan Espinoza malcaNo ratings yet
- COMPUTO DE SOPORTES y ESTRUCTURAS Pesos y SuperficiesDocument1 pageCOMPUTO DE SOPORTES y ESTRUCTURAS Pesos y SuperficiesDiego PanuccioNo ratings yet
- LOPKM34 36 ModelDocument1 pageLOPKM34 36 ModelAishwarya KumarNo ratings yet
- Ingreso Ganaderos 02: A B C F G H D EDocument1 pageIngreso Ganaderos 02: A B C F G H D EFredy Rene M. CatariNo ratings yet
- Perf PDFDocument1 pagePerf PDFMGPHNo ratings yet
- Sleep As Android SpreadsheetDocument1 pageSleep As Android SpreadsheetrdgrabilloNo ratings yet
- Club 3 Asia Projects Inc. Club 3 Asia Projects IncDocument1 pageClub 3 Asia Projects Inc. Club 3 Asia Projects IncJes Arvin ZapantaNo ratings yet
- Planta Primer Nivel Planta Segundo Nivel: Libertas CapiturDocument1 pagePlanta Primer Nivel Planta Segundo Nivel: Libertas CapiturAimara LobosNo ratings yet
- 2500/2500HT Corrosometer Probe: ModelDocument2 pages2500/2500HT Corrosometer Probe: ModelEliasNo ratings yet
- O, Ce Veste Minunată!Document1 pageO, Ce Veste Minunată!konstantinNo ratings yet
- LOPKM31 33 ModelDocument1 pageLOPKM31 33 ModelAishwarya KumarNo ratings yet
- Simbologia: UbicacionDocument1 pageSimbologia: UbicacionMario Guevara Ubidia- IngenieroCivilNo ratings yet
- Disappearing Cross LabDocument1 pageDisappearing Cross LabVida RamnathNo ratings yet
- 12121Document9 pages12121ALCALA SASNo ratings yet
- Bunkers An Analysis of The Technical and Environme... - (PG 89 - 89)Document1 pageBunkers An Analysis of The Technical and Environme... - (PG 89 - 89)Clarcy CrawfordNo ratings yet
- MQ13 600 DR 5840 SS3282Document1 pageMQ13 600 DR 5840 SS3282David Borja HuarachiNo ratings yet
- Trase EksistingDocument1 pageTrase Eksistingwilly irawanNo ratings yet
- Jadwal Pelaksanaan Pekerjaan (Time Schedule)Document1 pageJadwal Pelaksanaan Pekerjaan (Time Schedule)Farkhan Al FadilaNo ratings yet
- Plano Rios ShipasbambaDocument1 pagePlano Rios ShipasbambaRonal Zumaeta PortocarreroNo ratings yet
- 2015 341 PDFDocument1 page2015 341 PDFTri BudiNo ratings yet
- Capricho en SOL M-CrulliDocument1 pageCapricho en SOL M-CrulliAndrés GuerreroNo ratings yet
- 01 PDFDocument1 page01 PDFSathyasai SharmaNo ratings yet
- E-01 Cimentaciones PDFDocument1 pageE-01 Cimentaciones PDFEdinson EncaladaNo ratings yet
- P700 Failing ComponentsDocument1 pageP700 Failing ComponentsDragutin MarkulinNo ratings yet
- License: 1751 Cebrian Street 916-375-0135 Fax: 916-375-0773 Electrical Engineering Consultants West Sacramento, CA 95691Document1 pageLicense: 1751 Cebrian Street 916-375-0135 Fax: 916-375-0773 Electrical Engineering Consultants West Sacramento, CA 95691busbyconstructionNo ratings yet
- 220 M6 0330 00001 - Rev4Document1 page220 M6 0330 00001 - Rev4Cristhian Alexander Aguilar ChavezNo ratings yet
- One-Sec - Truss Marked As Str105: Section - ADocument1 pageOne-Sec - Truss Marked As Str105: Section - Asixramesh123No ratings yet
- 音階和弦練習2Document1 page音階和弦練習2smilezxc44No ratings yet
- Surveying FieldworkDocument13 pagesSurveying FieldworkVictor HassanNo ratings yet
- 1 Lampiran Time LineDocument1 page1 Lampiran Time LineSeksi RujukanNo ratings yet
- 1 Lampiran PDFDocument1 page1 Lampiran PDFIyan SitorusNo ratings yet
- 1 Lampiran Time LineDocument1 page1 Lampiran Time LineSeksi RujukanNo ratings yet
- Modeling With Machine Learning: RNN (Part 1)Document24 pagesModeling With Machine Learning: RNN (Part 1)Rahul VasanthNo ratings yet
- Asset-V1 - MITx 6.86x 1T2021 Type@asset Block@slides - Lecture10 - WithcreditsDocument25 pagesAsset-V1 - MITx 6.86x 1T2021 Type@asset Block@slides - Lecture10 - WithcreditsUttamNo ratings yet
- European Seismic Hazard MapDocument1 pageEuropean Seismic Hazard MapDaiuk.DakNo ratings yet
- MIT3 091SCF09 Lec2 PDFDocument32 pagesMIT3 091SCF09 Lec2 PDFJesús MartínezNo ratings yet
- Construction Daily ReportDocument3 pagesConstruction Daily ReportRony RodriguezNo ratings yet
- Human Biology Year 10 RevisionDocument19 pagesHuman Biology Year 10 RevisionshaliniNo ratings yet
- Published From: Karimnagar Hyderabad Warangal Khammam Nalgonda Mahabubnagar NizamabadDocument18 pagesPublished From: Karimnagar Hyderabad Warangal Khammam Nalgonda Mahabubnagar NizamabadnaninanyeshNo ratings yet
- 01 - Oleod. Tramo III - Plano 01Document1 page01 - Oleod. Tramo III - Plano 01benjamin Diaz BenincampiNo ratings yet
- R06 - Plan Armare Placa Peste Etaj Tehnic - 420X420 - 6Document1 pageR06 - Plan Armare Placa Peste Etaj Tehnic - 420X420 - 6Bogdan ParaschivNo ratings yet
- Lista Cu Forme Fasonate: H/L 420 / 594 (0.25m2) Allplan 2018Document1 pageLista Cu Forme Fasonate: H/L 420 / 594 (0.25m2) Allplan 2018Catalin PopaNo ratings yet
- M3SD K003 Gen Hyd01 F Lay 0005 ADocument1 pageM3SD K003 Gen Hyd01 F Lay 0005 AShreyas ChawaleNo ratings yet
- Granadinas Tremolo TabDocument5 pagesGranadinas Tremolo TabHarry JonesNo ratings yet
- Granadinas Tremolo: Feel Free To Share or ModifyDocument5 pagesGranadinas Tremolo: Feel Free To Share or ModifyHarry JonesNo ratings yet
- CrisisDocument1 pageCrisisT pioveNo ratings yet
- Pe 4 SC L: DatasheetDocument1 pagePe 4 SC L: DatasheetjurpulluruNo ratings yet
- Holdover Tank SpecsDocument1 pageHoldover Tank Specsmahmoud ahmedNo ratings yet
- Scarborough Fair TabDocument2 pagesScarborough Fair TabHarry JonesNo ratings yet
- Week Mold Block 2017Document49 pagesWeek Mold Block 2017cahyaindrarNo ratings yet
- Arquitectura Y Urbanismo: B B B B B BDocument1 pageArquitectura Y Urbanismo: B B B B B BeverNo ratings yet
- Cairndale Hotel and Leisure Club in The Sunday Mirror.Document1 pageCairndale Hotel and Leisure Club in The Sunday Mirror.HotelPRNo ratings yet
- Outside Face of Post Outside Face of Post: Assumed NorthDocument1 pageOutside Face of Post Outside Face of Post: Assumed NorthEngineering NationstarNo ratings yet
- Denah Tampak Stupadu 2 NEW-Layout1Document1 pageDenah Tampak Stupadu 2 NEW-Layout1Romii PradiswaraNo ratings yet
- 22 Open G Tuning Part 2Document1 page22 Open G Tuning Part 2L. ZemnickNo ratings yet
- Instant Assessments for Data Tracking, Grade 1: MathFrom EverandInstant Assessments for Data Tracking, Grade 1: MathRating: 4 out of 5 stars4/5 (1)
- Rotary Index JigDocument12 pagesRotary Index JigGaurav AkotkarNo ratings yet
- Mold Flow Result in Solid WorksDocument17 pagesMold Flow Result in Solid WorksGaurav AkotkarNo ratings yet
- Mold Design of Lan BoxDocument85 pagesMold Design of Lan BoxGaurav AkotkarNo ratings yet
- Report TrainingDocument15 pagesReport TrainingGaurav AkotkarNo ratings yet
- Tool Design & Applications - Lec2Document24 pagesTool Design & Applications - Lec2Mohamed H. ElhosaryNo ratings yet
- Working Knowledge How Organizations Manage What THDocument16 pagesWorking Knowledge How Organizations Manage What THNabil AchouriNo ratings yet
- Metal Casting Processes: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityDocument70 pagesMetal Casting Processes: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityalimurjokoNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- Preparation of Language MaterialsDocument11 pagesPreparation of Language MaterialsMelecio BaleroNo ratings yet
- PAINTING AND COATING OF PLASTICS PowerpointDocument26 pagesPAINTING AND COATING OF PLASTICS PowerpointAnonymous 8YWK5O0% (1)
- Jamson Flotation CellsDocument10 pagesJamson Flotation CellsErland Yennfred Zegarra MezaNo ratings yet
- Case Study of Defects in Casting and Forging: Project Guide: Prof. R. K. MahajanDocument20 pagesCase Study of Defects in Casting and Forging: Project Guide: Prof. R. K. MahajanMahander Pratap SinghNo ratings yet
- Torches NM Straight Cutting TorchDocument1 pageTorches NM Straight Cutting TorchDries VandezandeNo ratings yet
- Presentacion SOIN3 B Com 1Document20 pagesPresentacion SOIN3 B Com 1YUMECAN ®No ratings yet
- m4 - U3 - Mounting & Dressing The Grinding WheelDocument13 pagesm4 - U3 - Mounting & Dressing The Grinding WheelViệt Đặng XuânNo ratings yet
- 17 4phDocument3 pages17 4phrush_oceanNo ratings yet
- Manufacturing Process - 3rdDocument2 pagesManufacturing Process - 3rdKodok SuperNo ratings yet
- Common Injection Moulding Defects, Causes, andDocument5 pagesCommon Injection Moulding Defects, Causes, andsharuziNo ratings yet
- 172 18012023 DPR 172 NB Opv&opv90m PT - Dru Kemhan NicoDocument7 pages172 18012023 DPR 172 NB Opv&opv90m PT - Dru Kemhan NicoQA QCNo ratings yet
- What Is Draft AllowanceDocument3 pagesWhat Is Draft AllowanceAshok Pradhan100% (3)
- Damascus SteelDocument7 pagesDamascus SteelMichael MichaelNo ratings yet
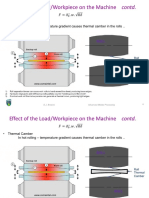
- Effect of The Load/Workpiece On The Machine ContdDocument14 pagesEffect of The Load/Workpiece On The Machine ContdFoley OmoniyiNo ratings yet
- Clutch HSG Casting CostingDocument18 pagesClutch HSG Casting CostingAjay DeshpandeNo ratings yet
- Tolerance Chart For Casting For Intolerable Dimensional As Per ISO 8062, IS 2102Document2 pagesTolerance Chart For Casting For Intolerable Dimensional As Per ISO 8062, IS 2102Umesh Sakhareliya100% (1)
- Fusealloy Fabrication Guidelines 2016Document25 pagesFusealloy Fabrication Guidelines 2016Vitor Rigueira de GodoyNo ratings yet
- Seminar Report Streolithography NNDocument23 pagesSeminar Report Streolithography NNShubham DesaiNo ratings yet
- Draughtsman Civil Materials: CementDocument4 pagesDraughtsman Civil Materials: CementHARIJITH K SNo ratings yet
- Repair GI CoatingDocument2 pagesRepair GI CoatingcashloverNo ratings yet
- Grinding & Finishing (Me)Document14 pagesGrinding & Finishing (Me)amar chakrabortyNo ratings yet
- 18me45b Metal Casting Welding Model Question Paper 2Document2 pages18me45b Metal Casting Welding Model Question Paper 2Stalan JonathanNo ratings yet
- Ch-27.4 Plain Carbon SteelDocument11 pagesCh-27.4 Plain Carbon SteelManish Kumar MehtaNo ratings yet
- Actchem 85 85 RST 8-15Document1 pageActchem 85 85 RST 8-15rivrsideNo ratings yet
- Basics of Welding and Welding Symbols: ContentDocument31 pagesBasics of Welding and Welding Symbols: ContentsumanbabiNo ratings yet