
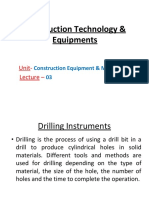
Lec9-Rock Cutting Tools
Lec9-Rock Cutting Tools
You might also like
- Garmin Connect OAuth SpecificationDocument8 pagesGarmin Connect OAuth SpecificationDANIEL MARQUEZNo ratings yet
- Pete321 Chapter4Document20 pagesPete321 Chapter4Jessica Cecilia Silva AnguloNo ratings yet
- Paper Roxborough ROCK CUTTINGDocument18 pagesPaper Roxborough ROCK CUTTINGYolan SatoNo ratings yet
- Smith BitDocument4 pagesSmith BitRio RizkiNo ratings yet
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- CutterHistory NAT 2008Document10 pagesCutterHistory NAT 2008ALP69No ratings yet
- Ramezanzadeh A. - Performance Prediction Models For Hard Rock Tunnel Boring MachinesDocument15 pagesRamezanzadeh A. - Performance Prediction Models For Hard Rock Tunnel Boring MachinesAndres Mujica MorovicNo ratings yet
- PDC Cutters InfoDocument3 pagesPDC Cutters InfoZ Babar KhanNo ratings yet
- UG Mechanical ExcavationDocument116 pagesUG Mechanical ExcavationSaineesh VinjamuriNo ratings yet
- Fea Stress Analysis of Drill BitDocument40 pagesFea Stress Analysis of Drill BitjagadeeshNo ratings yet
- 3-Disc, Button, Toothed Cutters - KopyaDocument22 pages3-Disc, Button, Toothed Cutters - KopyaceydaksemrNo ratings yet
- Boring Hard RockDocument5 pagesBoring Hard Rockfajar agung setiawanNo ratings yet
- Tunnel Boring MachineDocument14 pagesTunnel Boring MachineRohit Sharma100% (1)
- Review of Cuttability Indices and A New PDFDocument11 pagesReview of Cuttability Indices and A New PDFYoyok HartoyoNo ratings yet
- Drilling BitsDocument9 pagesDrilling BitsAli AbdelrahemNo ratings yet
- Crushing in Mineral ProcessingDocument9 pagesCrushing in Mineral ProcessingRodrigo GarcíaNo ratings yet
- Rock Excavation SystemsDocument16 pagesRock Excavation SystemsKerim AydinerNo ratings yet
- Cte U1l3Document14 pagesCte U1l3Nikhil VishavkramaNo ratings yet
- Introduction To Mechanical Size ReductionDocument35 pagesIntroduction To Mechanical Size ReductionFikrie MuhdNo ratings yet
- Jaw and Gyratory CrushersDocument11 pagesJaw and Gyratory CrushersPratik PathakNo ratings yet
- Large Disc Cutters RETC 1991Document8 pagesLarge Disc Cutters RETC 1991jack21abNo ratings yet
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDocument1 pageCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNo ratings yet
- Rock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearDocument41 pagesRock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearLipsa MahapatraNo ratings yet
- Crushing LawsDocument12 pagesCrushing Lawsharishkumar.ravichandranNo ratings yet
- DRILLBITSDocument56 pagesDRILLBITSKathrine Kate CadiangNo ratings yet
- Drilling Bit SelectionDocument8 pagesDrilling Bit SelectionanateghpourNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- Design and Analysis of Swing Jaw Plates of Jaw Crusher: Mr. Reddy Abhishek Mrs. Ryali Nava Sai DivyaDocument5 pagesDesign and Analysis of Swing Jaw Plates of Jaw Crusher: Mr. Reddy Abhishek Mrs. Ryali Nava Sai DivyaCarlos Ediver Arias RestrepoNo ratings yet
- Theory of Cutting ToolsDocument36 pagesTheory of Cutting ToolsimranNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Geological Adaptability Matching Design of Disc Cutter Using MulticriteriaDocument12 pagesGeological Adaptability Matching Design of Disc Cutter Using MulticriteriaJovanNo ratings yet
- Drill Bits 1Document43 pagesDrill Bits 1aly449440No ratings yet
- HoningDocument4 pagesHoningmiso_mallard5123No ratings yet
- Soil Nail Installation Guide 2012.11.19Document6 pagesSoil Nail Installation Guide 2012.11.19Anand KumarNo ratings yet
- Mec 104Document11 pagesMec 104Indranil BhattacharyaNo ratings yet
- PDC BitsDocument40 pagesPDC BitsRizwan Farid100% (1)
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- Crushers To ScreensDocument48 pagesCrushers To ScreensChinnu NinanNo ratings yet
- Modeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherDocument46 pagesModeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherPrudhvi VasagiriNo ratings yet
- Road Header 6Document5 pagesRoad Header 6Damianus SiNagaNo ratings yet
- Tool Wear & Surface RoughnessDocument14 pagesTool Wear & Surface RoughnessManoj S KNo ratings yet
- Diamond Core and Percussion Drilling InformationDocument5 pagesDiamond Core and Percussion Drilling InformationS N satyanarayanaNo ratings yet
- Grinding AssignmentDocument4 pagesGrinding AssignmentSyed Ashmal Hashmi100% (1)
- Investigation of Surface Roughness of Various Grinding Wheel For Bronze and GunmetalDocument19 pagesInvestigation of Surface Roughness of Various Grinding Wheel For Bronze and Gunmetalk eswariNo ratings yet
- Faculyu of Engineering: Department of Petroyluem EngnineeringDocument11 pagesFaculyu of Engineering: Department of Petroyluem EngnineeringHamaamNo ratings yet
- Impact Crusher PDFDocument45 pagesImpact Crusher PDFMusheer BashaNo ratings yet
- 1032329Document6 pages1032329Ahmed GharbiNo ratings yet
- 08 Drilling Engineering Part 4 DrillbitsDocument35 pages08 Drilling Engineering Part 4 DrillbitsAzizul HakimNo ratings yet
- Abrasive Machining ProcessDocument13 pagesAbrasive Machining ProcessAbdulRehman Ahmed SoomroNo ratings yet
- DrillingDocument4 pagesDrillingHardik KarkarNo ratings yet
- Determination of DrillingDocument8 pagesDetermination of DrillingDanna DeaNo ratings yet
- 20 - Partial-Face Tunneling MachineryDocument40 pages20 - Partial-Face Tunneling MachineryAnubhav SinghNo ratings yet
- Prnciples of Drilling and Drill BitDocument20 pagesPrnciples of Drilling and Drill Bitsudishett100% (1)
- Production Estimating Techniques For Underground Mining Using RoadheadersDocument11 pagesProduction Estimating Techniques For Underground Mining Using RoadheadersAmbarr SutantiNo ratings yet
- Steeringwheel BitDocument22 pagesSteeringwheel BitAaron MartinNo ratings yet
- Week 6 CasingsDocument21 pagesWeek 6 CasingsSidra IqbalNo ratings yet
- Drilling & Geology 2012 ResourcePres Festningen LongDocument65 pagesDrilling & Geology 2012 ResourcePres Festningen Longruzzo2003No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- BLTN24 010Document44 pagesBLTN24 010Enchanting EffortNo ratings yet
- Chinese Code 3370 For TunnelsDocument390 pagesChinese Code 3370 For TunnelsEnchanting EffortNo ratings yet
- Lab Experiment Slides On LCPC TestDocument7 pagesLab Experiment Slides On LCPC TestEnchanting EffortNo ratings yet
- Chapter 10 AASHTO LRFD Bridge Design Specifications 8th Ed. 2017Document179 pagesChapter 10 AASHTO LRFD Bridge Design Specifications 8th Ed. 2017Enchanting EffortNo ratings yet
- Forensic Geotechnical Engineering: V.V.S. Rao G.L. Sivakumar Babu EditorsDocument15 pagesForensic Geotechnical Engineering: V.V.S. Rao G.L. Sivakumar Babu EditorsEnchanting EffortNo ratings yet
- Update On SPIDO Science (Studies and Project Identification & Development Office)Document15 pagesUpdate On SPIDO Science (Studies and Project Identification & Development Office)croccocarmineNo ratings yet
- Philippine Distribution Code 2016 EditionDocument158 pagesPhilippine Distribution Code 2016 EditionGoddes VishnuNo ratings yet
- POSCO Maharashtra SteelDocument5 pagesPOSCO Maharashtra SteelBiraj Sahoo100% (1)
- ID-20MF RFID Reader Module 13.56MHz HFDocument13 pagesID-20MF RFID Reader Module 13.56MHz HFAbleIDLtdNo ratings yet
- Senior Engineering Manager - Template 6Document1 pageSenior Engineering Manager - Template 6vijay_prhtNo ratings yet
- Passive Building Design in JanakpurDocument29 pagesPassive Building Design in JanakpurAnurag SrivastavaNo ratings yet
- PPLADocument55 pagesPPLAdreamafonNo ratings yet
- What Is A Generator Control Panel? - ADE PowerDocument1 pageWhat Is A Generator Control Panel? - ADE PowerAnd jazNo ratings yet
- Vishnukumar PH.D ResumeDocument2 pagesVishnukumar PH.D ResumeGCVishnuKumarNo ratings yet
- Business Continuity Planning at The Bank of JapanDocument11 pagesBusiness Continuity Planning at The Bank of Japanblue_l1No ratings yet
- TPM in Food IndustryDocument2 pagesTPM in Food IndustryBrendan CrowleyNo ratings yet
- Faaiz CV-1Document2 pagesFaaiz CV-1Ali RazaNo ratings yet
- Critical SkillsDocument5 pagesCritical SkillsJosiah MwashitaNo ratings yet
- Amateur Band PlanDocument19 pagesAmateur Band PlandeanNo ratings yet
- Diamond Shape Layouts 20641Document17 pagesDiamond Shape Layouts 20641Aleja SaavedraNo ratings yet
- M-Log V3: Modular Data Logger For Fleet ManagementDocument3 pagesM-Log V3: Modular Data Logger For Fleet ManagementSamara Casey MagsanocNo ratings yet
- Is - Lecture 1Document49 pagesIs - Lecture 1Tayyab AslamNo ratings yet
- Trans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierDocument9 pagesTrans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierMuryllo Siqueyros Lupus SanteNo ratings yet
- IN 1052 UpgradingFromVersions1040And1041 enDocument108 pagesIN 1052 UpgradingFromVersions1040And1041 enRahul KhatriNo ratings yet
- Microsoft Word - BAE BL 008-02Document28 pagesMicrosoft Word - BAE BL 008-02Riccardo De RubeisNo ratings yet
- Project ManagementDocument9 pagesProject Managementanuj jainNo ratings yet
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDocument5 pagesAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTENo ratings yet
- Reporte de Threat Modeling ProyectoDocument19 pagesReporte de Threat Modeling ProyectoCarlos Garcia Jacome DarkerNo ratings yet
- Advancements in Impulse Response Measurements by Sine SweepsDocument52 pagesAdvancements in Impulse Response Measurements by Sine SweepsLeo MauroNo ratings yet
- Work Background: Site Engineer (2 Years & 2 Months)Document3 pagesWork Background: Site Engineer (2 Years & 2 Months)Manish JangidNo ratings yet
- For Today's Emergency DepartmentsDocument4 pagesFor Today's Emergency DepartmentsdesbestNo ratings yet
- Company Profile Perushaan TelekomunikasiDocument33 pagesCompany Profile Perushaan TelekomunikasiDendy Baskhara PutraNo ratings yet
- Instagram User AnalyticsDocument6 pagesInstagram User AnalyticsRahul ShirudeNo ratings yet
- Metron QA-IDS - ManualDocument62 pagesMetron QA-IDS - ManualzorgglubNo ratings yet





























































































Download as pptx, pdf, or txt
You might also like
- Garmin Connect OAuth SpecificationDocument8 pagesGarmin Connect OAuth SpecificationDANIEL MARQUEZNo ratings yet
- Pete321 Chapter4Document20 pagesPete321 Chapter4Jessica Cecilia Silva AnguloNo ratings yet
- Paper Roxborough ROCK CUTTINGDocument18 pagesPaper Roxborough ROCK CUTTINGYolan SatoNo ratings yet
- Smith BitDocument4 pagesSmith BitRio RizkiNo ratings yet
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- CutterHistory NAT 2008Document10 pagesCutterHistory NAT 2008ALP69No ratings yet
- Ramezanzadeh A. - Performance Prediction Models For Hard Rock Tunnel Boring MachinesDocument15 pagesRamezanzadeh A. - Performance Prediction Models For Hard Rock Tunnel Boring MachinesAndres Mujica MorovicNo ratings yet
- PDC Cutters InfoDocument3 pagesPDC Cutters InfoZ Babar KhanNo ratings yet
- UG Mechanical ExcavationDocument116 pagesUG Mechanical ExcavationSaineesh VinjamuriNo ratings yet
- Fea Stress Analysis of Drill BitDocument40 pagesFea Stress Analysis of Drill BitjagadeeshNo ratings yet
- 3-Disc, Button, Toothed Cutters - KopyaDocument22 pages3-Disc, Button, Toothed Cutters - KopyaceydaksemrNo ratings yet
- Boring Hard RockDocument5 pagesBoring Hard Rockfajar agung setiawanNo ratings yet
- Tunnel Boring MachineDocument14 pagesTunnel Boring MachineRohit Sharma100% (1)
- Review of Cuttability Indices and A New PDFDocument11 pagesReview of Cuttability Indices and A New PDFYoyok HartoyoNo ratings yet
- Drilling BitsDocument9 pagesDrilling BitsAli AbdelrahemNo ratings yet
- Crushing in Mineral ProcessingDocument9 pagesCrushing in Mineral ProcessingRodrigo GarcíaNo ratings yet
- Rock Excavation SystemsDocument16 pagesRock Excavation SystemsKerim AydinerNo ratings yet
- Cte U1l3Document14 pagesCte U1l3Nikhil VishavkramaNo ratings yet
- Introduction To Mechanical Size ReductionDocument35 pagesIntroduction To Mechanical Size ReductionFikrie MuhdNo ratings yet
- Jaw and Gyratory CrushersDocument11 pagesJaw and Gyratory CrushersPratik PathakNo ratings yet
- Large Disc Cutters RETC 1991Document8 pagesLarge Disc Cutters RETC 1991jack21abNo ratings yet
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDocument1 pageCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNo ratings yet
- Rock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearDocument41 pagesRock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearLipsa MahapatraNo ratings yet
- Crushing LawsDocument12 pagesCrushing Lawsharishkumar.ravichandranNo ratings yet
- DRILLBITSDocument56 pagesDRILLBITSKathrine Kate CadiangNo ratings yet
- Drilling Bit SelectionDocument8 pagesDrilling Bit SelectionanateghpourNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- Design and Analysis of Swing Jaw Plates of Jaw Crusher: Mr. Reddy Abhishek Mrs. Ryali Nava Sai DivyaDocument5 pagesDesign and Analysis of Swing Jaw Plates of Jaw Crusher: Mr. Reddy Abhishek Mrs. Ryali Nava Sai DivyaCarlos Ediver Arias RestrepoNo ratings yet
- Theory of Cutting ToolsDocument36 pagesTheory of Cutting ToolsimranNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Geological Adaptability Matching Design of Disc Cutter Using MulticriteriaDocument12 pagesGeological Adaptability Matching Design of Disc Cutter Using MulticriteriaJovanNo ratings yet
- Drill Bits 1Document43 pagesDrill Bits 1aly449440No ratings yet
- HoningDocument4 pagesHoningmiso_mallard5123No ratings yet
- Soil Nail Installation Guide 2012.11.19Document6 pagesSoil Nail Installation Guide 2012.11.19Anand KumarNo ratings yet
- Mec 104Document11 pagesMec 104Indranil BhattacharyaNo ratings yet
- PDC BitsDocument40 pagesPDC BitsRizwan Farid100% (1)
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- Crushers To ScreensDocument48 pagesCrushers To ScreensChinnu NinanNo ratings yet
- Modeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherDocument46 pagesModeling and Analysis of Rotor Shaft Assembly of Hammer Mill CrusherPrudhvi VasagiriNo ratings yet
- Road Header 6Document5 pagesRoad Header 6Damianus SiNagaNo ratings yet
- Tool Wear & Surface RoughnessDocument14 pagesTool Wear & Surface RoughnessManoj S KNo ratings yet
- Diamond Core and Percussion Drilling InformationDocument5 pagesDiamond Core and Percussion Drilling InformationS N satyanarayanaNo ratings yet
- Grinding AssignmentDocument4 pagesGrinding AssignmentSyed Ashmal Hashmi100% (1)
- Investigation of Surface Roughness of Various Grinding Wheel For Bronze and GunmetalDocument19 pagesInvestigation of Surface Roughness of Various Grinding Wheel For Bronze and Gunmetalk eswariNo ratings yet
- Faculyu of Engineering: Department of Petroyluem EngnineeringDocument11 pagesFaculyu of Engineering: Department of Petroyluem EngnineeringHamaamNo ratings yet
- Impact Crusher PDFDocument45 pagesImpact Crusher PDFMusheer BashaNo ratings yet
- 1032329Document6 pages1032329Ahmed GharbiNo ratings yet
- 08 Drilling Engineering Part 4 DrillbitsDocument35 pages08 Drilling Engineering Part 4 DrillbitsAzizul HakimNo ratings yet
- Abrasive Machining ProcessDocument13 pagesAbrasive Machining ProcessAbdulRehman Ahmed SoomroNo ratings yet
- DrillingDocument4 pagesDrillingHardik KarkarNo ratings yet
- Determination of DrillingDocument8 pagesDetermination of DrillingDanna DeaNo ratings yet
- 20 - Partial-Face Tunneling MachineryDocument40 pages20 - Partial-Face Tunneling MachineryAnubhav SinghNo ratings yet
- Prnciples of Drilling and Drill BitDocument20 pagesPrnciples of Drilling and Drill Bitsudishett100% (1)
- Production Estimating Techniques For Underground Mining Using RoadheadersDocument11 pagesProduction Estimating Techniques For Underground Mining Using RoadheadersAmbarr SutantiNo ratings yet
- Steeringwheel BitDocument22 pagesSteeringwheel BitAaron MartinNo ratings yet
- Week 6 CasingsDocument21 pagesWeek 6 CasingsSidra IqbalNo ratings yet
- Drilling & Geology 2012 ResourcePres Festningen LongDocument65 pagesDrilling & Geology 2012 ResourcePres Festningen Longruzzo2003No ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- BLTN24 010Document44 pagesBLTN24 010Enchanting EffortNo ratings yet
- Chinese Code 3370 For TunnelsDocument390 pagesChinese Code 3370 For TunnelsEnchanting EffortNo ratings yet
- Lab Experiment Slides On LCPC TestDocument7 pagesLab Experiment Slides On LCPC TestEnchanting EffortNo ratings yet
- Chapter 10 AASHTO LRFD Bridge Design Specifications 8th Ed. 2017Document179 pagesChapter 10 AASHTO LRFD Bridge Design Specifications 8th Ed. 2017Enchanting EffortNo ratings yet
- Forensic Geotechnical Engineering: V.V.S. Rao G.L. Sivakumar Babu EditorsDocument15 pagesForensic Geotechnical Engineering: V.V.S. Rao G.L. Sivakumar Babu EditorsEnchanting EffortNo ratings yet
- Update On SPIDO Science (Studies and Project Identification & Development Office)Document15 pagesUpdate On SPIDO Science (Studies and Project Identification & Development Office)croccocarmineNo ratings yet
- Philippine Distribution Code 2016 EditionDocument158 pagesPhilippine Distribution Code 2016 EditionGoddes VishnuNo ratings yet
- POSCO Maharashtra SteelDocument5 pagesPOSCO Maharashtra SteelBiraj Sahoo100% (1)
- ID-20MF RFID Reader Module 13.56MHz HFDocument13 pagesID-20MF RFID Reader Module 13.56MHz HFAbleIDLtdNo ratings yet
- Senior Engineering Manager - Template 6Document1 pageSenior Engineering Manager - Template 6vijay_prhtNo ratings yet
- Passive Building Design in JanakpurDocument29 pagesPassive Building Design in JanakpurAnurag SrivastavaNo ratings yet
- PPLADocument55 pagesPPLAdreamafonNo ratings yet
- What Is A Generator Control Panel? - ADE PowerDocument1 pageWhat Is A Generator Control Panel? - ADE PowerAnd jazNo ratings yet
- Vishnukumar PH.D ResumeDocument2 pagesVishnukumar PH.D ResumeGCVishnuKumarNo ratings yet
- Business Continuity Planning at The Bank of JapanDocument11 pagesBusiness Continuity Planning at The Bank of Japanblue_l1No ratings yet
- TPM in Food IndustryDocument2 pagesTPM in Food IndustryBrendan CrowleyNo ratings yet
- Faaiz CV-1Document2 pagesFaaiz CV-1Ali RazaNo ratings yet
- Critical SkillsDocument5 pagesCritical SkillsJosiah MwashitaNo ratings yet
- Amateur Band PlanDocument19 pagesAmateur Band PlandeanNo ratings yet
- Diamond Shape Layouts 20641Document17 pagesDiamond Shape Layouts 20641Aleja SaavedraNo ratings yet
- M-Log V3: Modular Data Logger For Fleet ManagementDocument3 pagesM-Log V3: Modular Data Logger For Fleet ManagementSamara Casey MagsanocNo ratings yet
- Is - Lecture 1Document49 pagesIs - Lecture 1Tayyab AslamNo ratings yet
- Trans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierDocument9 pagesTrans - Command-Line Translator Using Google Translate, Bing Translator, Yandex - Translate, Etc. - Translate-Shell Commands - Man Pages - ManKierMuryllo Siqueyros Lupus SanteNo ratings yet
- IN 1052 UpgradingFromVersions1040And1041 enDocument108 pagesIN 1052 UpgradingFromVersions1040And1041 enRahul KhatriNo ratings yet
- Microsoft Word - BAE BL 008-02Document28 pagesMicrosoft Word - BAE BL 008-02Riccardo De RubeisNo ratings yet
- Project ManagementDocument9 pagesProject Managementanuj jainNo ratings yet
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDocument5 pagesAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTENo ratings yet
- Reporte de Threat Modeling ProyectoDocument19 pagesReporte de Threat Modeling ProyectoCarlos Garcia Jacome DarkerNo ratings yet
- Advancements in Impulse Response Measurements by Sine SweepsDocument52 pagesAdvancements in Impulse Response Measurements by Sine SweepsLeo MauroNo ratings yet
- Work Background: Site Engineer (2 Years & 2 Months)Document3 pagesWork Background: Site Engineer (2 Years & 2 Months)Manish JangidNo ratings yet
- For Today's Emergency DepartmentsDocument4 pagesFor Today's Emergency DepartmentsdesbestNo ratings yet
- Company Profile Perushaan TelekomunikasiDocument33 pagesCompany Profile Perushaan TelekomunikasiDendy Baskhara PutraNo ratings yet
- Instagram User AnalyticsDocument6 pagesInstagram User AnalyticsRahul ShirudeNo ratings yet
- Metron QA-IDS - ManualDocument62 pagesMetron QA-IDS - ManualzorgglubNo ratings yet