Download as pptx, pdf, or txt
You might also like
- Nisshin Steel Cold Rolled Special Steel StripDocument28 pagesNisshin Steel Cold Rolled Special Steel StripekopujiantoeNo ratings yet
- BS 3059-2Document11 pagesBS 3059-2abhiNo ratings yet
- Annex A: (Normative)Document6 pagesAnnex A: (Normative)calvente27No ratings yet
- Hinged 42mm2 PDFDocument120 pagesHinged 42mm2 PDFViswanathan Kannoor67% (3)
- Astm A403Document7 pagesAstm A403mtpiping2572100% (1)
- Brosur KHIDocument16 pagesBrosur KHIpangalengan zaxNo ratings yet
- SM490 Ya-Yb ChemicalDocument1 pageSM490 Ya-Yb ChemicalJoko TrisnantoNo ratings yet
- Steel SpecificationsDocument3 pagesSteel SpecificationsMazlan MansorNo ratings yet
- Chemical PropertiesDocument1 pageChemical PropertiesDanny TriwibowoNo ratings yet
- Alloy Steel ChartDocument4 pagesAlloy Steel Chartmodi_mihirNo ratings yet
- Buderus Edelstahl Presentation PDFDocument15 pagesBuderus Edelstahl Presentation PDFMustafa Mert SAMLINo ratings yet
- A N D High-Cycle Fatigue Properties of Various Steels Specified in Jis For Machine Structural USEDocument12 pagesA N D High-Cycle Fatigue Properties of Various Steels Specified in Jis For Machine Structural USEKadek Santiari DewiNo ratings yet
- Is 1030 GR340-570WDocument2 pagesIs 1030 GR340-570WAnkit Singh100% (1)
- CHEMISTRY Raw MaterialDocument6 pagesCHEMISTRY Raw Materialaditya18decNo ratings yet
- 34crnimo6: Steel GradeDocument6 pages34crnimo6: Steel GradeBiju KNo ratings yet
- Decon (Screw) WK SeriesDocument3 pagesDecon (Screw) WK Serieszuigh899gNo ratings yet
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDocument1 pageWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaHassan MostajabNo ratings yet
- Spring Steel Chemical CompositionDocument5 pagesSpring Steel Chemical CompositionSunil Dinanath Joshi100% (1)
- Plates Steel MetalDocument12 pagesPlates Steel MetalAnonymous aWpx7nENo ratings yet
- 25crmo4: Steel GradeDocument3 pages25crmo4: Steel GradeCristian Stiven Martinez GonzalezNo ratings yet
- BQ PlateDocument2 pagesBQ PlateAvishay TufikianNo ratings yet
- C11000 (Electrolytic Tough Pitch)Document2 pagesC11000 (Electrolytic Tough Pitch)Giang NguyenNo ratings yet
- Astm A653a 653M 4Document1 pageAstm A653a 653M 4Barbado BlancoNo ratings yet
- Sepction - 2Document4 pagesSepction - 2k koradiaNo ratings yet
- Steel Grade: Material Data SheetDocument3 pagesSteel Grade: Material Data Sheetprabhu vijayanNo ratings yet
- Equivalent TableDocument1 pageEquivalent Tableliamcs88% (8)
- 42 CR Mo 4Document4 pages42 CR Mo 4eduardomanar1224No ratings yet
- Pipe & Tube SpecificationsDocument3 pagesPipe & Tube SpecificationsIbrahim Ali100% (1)
- S355J2Document5 pagesS355J2jon perez diezNo ratings yet
- Thành phần hóa học thép - Steel bars for concrete reinforcementDocument3 pagesThành phần hóa học thép - Steel bars for concrete reinforcementDuẩn VũNo ratings yet
- WS412Document7 pagesWS412Martin OusephNo ratings yet
- Steel Plate For For Boiler Pressure Vessel DIN17135 A ST 41 SteelDocument1 pageSteel Plate For For Boiler Pressure Vessel DIN17135 A ST 41 SteelAull Krizz NaGrt0% (1)
- Applicable Standards: ASTM A792 ASTM A792 EN10215Document14 pagesApplicable Standards: ASTM A792 ASTM A792 EN10215ersinNo ratings yet
- Product Code:: Pkg/Ro/41 Special SteelsDocument9 pagesProduct Code:: Pkg/Ro/41 Special SteelsPranav TripathiNo ratings yet
- Pakistan Ssteel Mills Mild Steel Grades SpecificationDocument3 pagesPakistan Ssteel Mills Mild Steel Grades SpecificationWaqas WaqasNo ratings yet
- Material SpecDocument456 pagesMaterial SpecAyush Narang70% (10)
- Steel Grade: Material Data SheetDocument3 pagesSteel Grade: Material Data SheetBouremana AnèsNo ratings yet
- Steel Grade: Material Data SheetDocument3 pagesSteel Grade: Material Data Sheetdinesh kumarNo ratings yet
- Hobart 9LDocument1 pageHobart 9LFelipe montanaNo ratings yet
- #Kobelco Welding Hand BookDocument1 page#Kobelco Welding Hand BookIradahNo ratings yet
- Extracto Norma ASTM A792Document2 pagesExtracto Norma ASTM A792Christian Latorre VielmaNo ratings yet
- Lasdraad HTS 70 PRIORDocument1 pageLasdraad HTS 70 PRIORCem DufourNo ratings yet
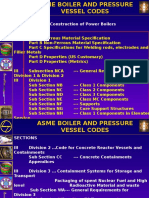
- Sections: I Rules For Construction of Power BoilersDocument23 pagesSections: I Rules For Construction of Power BoilerssanketNo ratings yet
- A 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQDocument14 pagesA 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQhNo ratings yet
- JIS3115 SB 480 SteelDocument1 pageJIS3115 SB 480 Steelvalli rajuNo ratings yet
- Rail Section PropertiesDocument5 pagesRail Section Propertiesalpha innNo ratings yet
- Book1 - KhaitanDocument2 pagesBook1 - Khaitananirwan.duttaNo ratings yet
- P355GHDocument1 pageP355GHCommercial MarocNo ratings yet
- C Si MN P S CR Mo Ni NB Ti Worknorme DIN BS Astm / Aisi GostDocument4 pagesC Si MN P S CR Mo Ni NB Ti Worknorme DIN BS Astm / Aisi GostSWPriestNo ratings yet
- Steel Bolts - Yield Strength: Parameters and PropertiesDocument2 pagesSteel Bolts - Yield Strength: Parameters and PropertiesZAZZERA125No ratings yet
- Venvu 116Document1 pageVenvu 116ronaldb322No ratings yet
- Special Steel Products PDFDocument4 pagesSpecial Steel Products PDFArijit MajumdarNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4kazdanoNo ratings yet
- Consumable For Dissimilar Welding (Low Alloy Steel/Carbon Steel To SS)Document3 pagesConsumable For Dissimilar Welding (Low Alloy Steel/Carbon Steel To SS)Trushar ParmarNo ratings yet
- Catalog Sicam 1 (Tevi)Document32 pagesCatalog Sicam 1 (Tevi)orgas andreiNo ratings yet
- Montana Thermal Break 120 MM Sliding SeriesDocument74 pagesMontana Thermal Break 120 MM Sliding SeriesHisham AtraNo ratings yet
- New - Chemistry-Investigatory-Project-Setting-Of-CementDocument11 pagesNew - Chemistry-Investigatory-Project-Setting-Of-CementRishi AsNo ratings yet
- Fused Deposition Modeling: Process, Materials, Parameters, Properties, and ApplicationsDocument41 pagesFused Deposition Modeling: Process, Materials, Parameters, Properties, and ApplicationsNaveenkumar ANo ratings yet
- 331 Heat Treatment: ASME B31.3-2012Document4 pages331 Heat Treatment: ASME B31.3-2012Stephen RajNo ratings yet
- Cswip 3.1 Question PaperDocument213 pagesCswip 3.1 Question Papersateesh50% (2)
- Sika PDS - E - Antisol S PDFDocument2 pagesSika PDS - E - Antisol S PDFlwin_oo2435No ratings yet
- MODULE 2.1 PPT2.1 FluidisationDocument27 pagesMODULE 2.1 PPT2.1 Fluidisationjithin jacobNo ratings yet
- En10083-2 - 1996 - C35eDocument3 pagesEn10083-2 - 1996 - C35ealextentwentyNo ratings yet
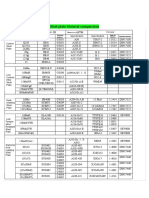
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Special Machines - Polytechnic Textbooks PDFDocument168 pagesSpecial Machines - Polytechnic Textbooks PDFboopathi rajaNo ratings yet
- Gasketing Design Guide-Final - LRDocument44 pagesGasketing Design Guide-Final - LRPinasthika KhatulistiwaNo ratings yet
- Datasheet For Steel Grades Specialsteel 06Cr25Ni20Document3 pagesDatasheet For Steel Grades Specialsteel 06Cr25Ni20nagmech07No ratings yet
- Nippon Hydrophilic CoatingsDocument2 pagesNippon Hydrophilic Coatingsamit100% (1)
- Plague Doctor Mask TutorialDocument12 pagesPlague Doctor Mask TutorialSYLVIENo ratings yet
- ERCUDocument1 pageERCURogério JuniorNo ratings yet
- Hapter 1Document46 pagesHapter 1SURESHNo ratings yet
- Paper Industry An OverviewDocument6 pagesPaper Industry An OverviewREHANNo ratings yet
- Sikaceram 50 Tilofix 14Document4 pagesSikaceram 50 Tilofix 14TARGET TRADE LINKSNo ratings yet
- Casting Material Gray Iron in ASTM A278Document4 pagesCasting Material Gray Iron in ASTM A278GousePeerzadeNo ratings yet
- Inorganic Zinc Rich Paint PDFDocument2 pagesInorganic Zinc Rich Paint PDFarunrengaraj100% (1)
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQM A67% (3)
- Paper & Paperboard PackagingDocument56 pagesPaper & Paperboard PackagingAkulah Endang100% (1)
- Alkyd PrimerDocument1 pageAlkyd PrimerMihai AlexandruNo ratings yet
- Indra: For ConstructionDocument8 pagesIndra: For Constructionsumit kumarNo ratings yet
- CH3133 - Week 09 - Aqsha - Khoa - UpdatedDocument54 pagesCH3133 - Week 09 - Aqsha - Khoa - UpdatedHoàng KhôiNo ratings yet
- AutophoreticDocument3 pagesAutophoreticreddyNo ratings yet
- X2CrNiMoN22-5-3 - 1 PDFDocument3 pagesX2CrNiMoN22-5-3 - 1 PDFAA86AANo ratings yet
- KLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesDocument24 pagesKLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesLuis Fillipe Lopes TorresNo ratings yet
- Fitter MCQDocument10 pagesFitter MCQRahul RawatNo ratings yet
- Global Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelDocument33 pagesGlobal Projects Organisation: Material Specification For 316/316L and 6mo Austenitic Stainless SteelThiyagarajan JayaramenNo ratings yet