Download as pptx, pdf, or txt
You might also like
- Chapter - 3 - Distillation - Ponchon Savarit MethodDocument41 pagesChapter - 3 - Distillation - Ponchon Savarit MethodHearty Ceeda50% (2)
- Separation Process 1Document86 pagesSeparation Process 1hanisshi50% (4)
- About IndiamartDocument5 pagesAbout IndiamartSurbhi MainiNo ratings yet
- Activity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedDocument3 pagesActivity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedKristian Lloyd Evardo100% (4)
- DSG 18 21 Parts Manual 33 PgsDocument33 pagesDSG 18 21 Parts Manual 33 PgskacemNo ratings yet
- Abn ExtractionDocument2 pagesAbn Extractionuttamkumar_mondol_5No ratings yet
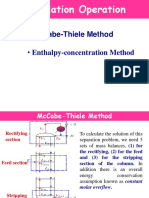
- Mccabe ThieleDocument15 pagesMccabe ThieleChintan ModiNo ratings yet
- Ch4 DesignDocument72 pagesCh4 DesignGebrekiros ArayaNo ratings yet
- Introduction of Feed: The Q-LineDocument8 pagesIntroduction of Feed: The Q-LineQuang Huy BùiNo ratings yet
- McCabe-Thiele Method 1Document37 pagesMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- Jawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemDocument37 pagesJawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemHashmi AshmalNo ratings yet
- Mass and Energy Balances - Stripping Section and Partial ReboilerDocument45 pagesMass and Energy Balances - Stripping Section and Partial ReboilerShamsMohd100% (1)
- Distillation PresentationDocument61 pagesDistillation PresentationAli AmjadNo ratings yet
- Distillation Design The Mccabe-Thiele MethodDocument24 pagesDistillation Design The Mccabe-Thiele MethodNagwa MansyNo ratings yet
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- Counterconcurrent Stage Wise OperationDocument62 pagesCounterconcurrent Stage Wise Operationrejie magnayeNo ratings yet
- The Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YDocument10 pagesThe Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YRose Dane Escobedo DiestaNo ratings yet
- Distillation Continued: V Moles Per HourDocument12 pagesDistillation Continued: V Moles Per HourronaldNo ratings yet
- Mccabe Thiele MethodDocument3 pagesMccabe Thiele Methodmusmanzafar100% (1)
- Distillation III McCabe ThieleDocument34 pagesDistillation III McCabe ThieleHassanNo ratings yet
- PMS Self StudyDocument16 pagesPMS Self StudyAbhishek KabburNo ratings yet
- Distillation L5Document25 pagesDistillation L5Shiavm PatelNo ratings yet
- A-Cold Liquid Feed B - Saturated Liquid Feed C - Partially Vaporized Feed D - Saturated Vapor Feed e - Superheated Vapor FeedDocument16 pagesA-Cold Liquid Feed B - Saturated Liquid Feed C - Partially Vaporized Feed D - Saturated Vapor Feed e - Superheated Vapor FeedAmr HassanNo ratings yet
- 221 06Document25 pages221 06Fransiscus Leo ChandraNo ratings yet
- Distillation Course Notes 2021Document17 pagesDistillation Course Notes 2021SNo ratings yet
- MTO2 EXP 3 To 5Document23 pagesMTO2 EXP 3 To 5Par PatelNo ratings yet
- Ponchon Savarit MethodDocument34 pagesPonchon Savarit Methodppga410100% (7)
- Mass Transfer - II 3350502: Parth Modi, LecturerDocument39 pagesMass Transfer - II 3350502: Parth Modi, LecturerSMIT CHRISTIANNo ratings yet
- DistillationTheory 1Document21 pagesDistillationTheory 1Prashant KumarNo ratings yet
- G K Agrahari Date: 15/11/2021Document38 pagesG K Agrahari Date: 15/11/2021sidharthNo ratings yet
- Chap4 4 PDFDocument8 pagesChap4 4 PDFroxetteNo ratings yet
- Separating Mixtures Volatility Unit Operation Chemical ReactionDocument18 pagesSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurNo ratings yet
- Vle & Diff DistDocument14 pagesVle & Diff DistChintan ModiNo ratings yet
- Mathematical Modeling of Liquid - Level Systems Level Systems - LiquidDocument6 pagesMathematical Modeling of Liquid - Level Systems Level Systems - LiquidMohamed YahyaNo ratings yet
- Column of Industrial Solvent Recovery Distillation ColumnDocument7 pagesColumn of Industrial Solvent Recovery Distillation Columndhavalesh1No ratings yet
- Distillation, Ponchon Savarit, ShahzadDocument30 pagesDistillation, Ponchon Savarit, ShahzadMahad ZahidNo ratings yet
- Distillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignDocument9 pagesDistillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignIndra KurniawanNo ratings yet
- L IJIIIDocument8 pagesL IJIIIBambang RiantoNo ratings yet
- Mc-Cabe Thiele MethodDocument23 pagesMc-Cabe Thiele MethodSyauqi Subri100% (2)
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
- AbsorptionDocument11 pagesAbsorptionSiddharth AgarwalNo ratings yet
- Note 3 - Distillation With Reflux and McCabe-ThieleDocument28 pagesNote 3 - Distillation With Reflux and McCabe-ThieleKaleesh100% (1)
- Distillation Lecture NotesDocument45 pagesDistillation Lecture Notessuzie annNo ratings yet
- TRAPHE3 - Gas AbsorptionDocument32 pagesTRAPHE3 - Gas Absorptionpenchasi50% (2)
- Theoretical Plates Calculation by McCabe-Thiele MethodDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Methodmohammad shoaibNo ratings yet
- Theoretical Plates Calculation by McCabe-Thiele Method PDFDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Method PDFGODWIN ANYIMAHNo ratings yet
- CHE333 Simultaneous Heat & Mass Transfer Operations Lecture 4: DistillationDocument59 pagesCHE333 Simultaneous Heat & Mass Transfer Operations Lecture 4: DistillationB MasoomNo ratings yet
- Ponchon Savarit PDFDocument71 pagesPonchon Savarit PDFAnonymous UFa1z9XUANo ratings yet
- Fractional DistillationDocument84 pagesFractional DistillationRA MemijeNo ratings yet
- Distillation L6Document21 pagesDistillation L6Shiavm PatelNo ratings yet
- 5 - McCabe-ThieleDocument22 pages5 - McCabe-ThieleOne PieceNo ratings yet
- PDF PDFDocument25 pagesPDF PDFelbronNo ratings yet
- CHE325 Note1 From DR AyoolaDocument30 pagesCHE325 Note1 From DR AyoolaPreciousNo ratings yet
- Column Distillation: Internal Stage-by-Stage Balances: Figure 3-6Document39 pagesColumn Distillation: Internal Stage-by-Stage Balances: Figure 3-6ShamsMohdNo ratings yet
- Chapter 4 (Process Description)Document6 pagesChapter 4 (Process Description)Jamil WarrenNo ratings yet
- CHEG 485 - Lecture 6Document26 pagesCHEG 485 - Lecture 6Muhammad FarooqNo ratings yet
- Che 152. Separation Processes Handout 1.1. Countercurrent Multistage Distillation With Reflux: Ponchon-Savarit Method Multiple Equilibrium StagesDocument11 pagesChe 152. Separation Processes Handout 1.1. Countercurrent Multistage Distillation With Reflux: Ponchon-Savarit Method Multiple Equilibrium StagesBor OtNo ratings yet
- CHE 200 Week 9-12 Distillation ColumnDocument34 pagesCHE 200 Week 9-12 Distillation Columneastskykim1995No ratings yet
- Absorption II. Abstrip-Packed - ColumnsDocument58 pagesAbsorption II. Abstrip-Packed - ColumnsAnonymous wCDPbgMLJNo ratings yet
- Ponchon-Savarit NotesDocument19 pagesPonchon-Savarit Noteskyle2kdNo ratings yet
- Separation Course Chapter Five: Distillation: More About Mccabe-Thiele Method and Multi-ComponentsDocument71 pagesSeparation Course Chapter Five: Distillation: More About Mccabe-Thiele Method and Multi-ComponentsShayma'a H. HarranNo ratings yet
- CharterMedical - Cell-FreezeDocument10 pagesCharterMedical - Cell-FreezeCampaign MediaNo ratings yet
- MAE 3272 - Lecture 5 Notes - Load Cell Desgin, Calibration, and ApplicationsDocument12 pagesMAE 3272 - Lecture 5 Notes - Load Cell Desgin, Calibration, and ApplicationsaoeusnthidNo ratings yet
- 3GPP - Carrier Aggregation For LTE - 20141015Document68 pages3GPP - Carrier Aggregation For LTE - 20141015Mochamad Guntur Hady PutraNo ratings yet
- Bushmaster B2K ManualDocument8 pagesBushmaster B2K Manualmjt00550% (2)
- Notice: Meetings: Environmental Management Site-Specific Advisory Board— Oak Ridge Reservation, TNDocument2 pagesNotice: Meetings: Environmental Management Site-Specific Advisory Board— Oak Ridge Reservation, TNJustia.comNo ratings yet
- Lesson Plan T.L.E. IV: Topic: Making The Pie CrustDocument3 pagesLesson Plan T.L.E. IV: Topic: Making The Pie CrustJovelyn Avila100% (3)
- Experiment No 16Document3 pagesExperiment No 16Usama MughalNo ratings yet
- The Mechanica LUniverse - Mechanics and HeatDocument8 pagesThe Mechanica LUniverse - Mechanics and Heatjmgg5808No ratings yet
- GeeCee VenturesDocument1 pageGeeCee VenturesNaveen kishore100% (1)
- Digital Skills: Where Universities MatterDocument12 pagesDigital Skills: Where Universities MatterSean Hooeks0% (1)
- Chapter9 Braking DCDocument43 pagesChapter9 Braking DCFrozenTuxNo ratings yet
- W Ork Ing Sci Ent Ifica LlyDocument30 pagesW Ork Ing Sci Ent Ifica Llyイクラご飯.No ratings yet
- General 2Document6 pagesGeneral 2skynyrd75No ratings yet
- Artificial Neural Network Using PythonDocument3 pagesArtificial Neural Network Using PythonPoornima GhodkeNo ratings yet
- DGS Circular - Digital SignaturesDocument2 pagesDGS Circular - Digital SignaturesCletus PaulNo ratings yet
- Models of Interactions For Piano and Live ElectronicsDocument97 pagesModels of Interactions For Piano and Live ElectronicsLucas Quínamo Furtado de MendonçaNo ratings yet
- Enfriadores Oilair, Modelos OAIDocument6 pagesEnfriadores Oilair, Modelos OAISergioAbdonNo ratings yet
- Diagrams of Motion': Stop-Motion Animation As A Form of Kinetic Sculpture in The Short Films of Jan Švankmajer and The Brothers QuayDocument14 pagesDiagrams of Motion': Stop-Motion Animation As A Form of Kinetic Sculpture in The Short Films of Jan Švankmajer and The Brothers Quayshalbafanm81No ratings yet
- Alpha RT PDFDocument8 pagesAlpha RT PDFHugo GranadosNo ratings yet
- People StrategyDocument2 pagesPeople StrategyRiddhi SinghalNo ratings yet
- Sedition Wars - Lights Out Campaign SmallDocument16 pagesSedition Wars - Lights Out Campaign SmallBilly Pistole100% (2)
- C-12294 Instruction Boston Insert Owners ManualDocument36 pagesC-12294 Instruction Boston Insert Owners Manualgreaternorthroad8820No ratings yet
- Lon L. Fuller PDFDocument19 pagesLon L. Fuller PDFharshkumraNo ratings yet
- ShopeePay Payment Services Agreement - (Online Merchant) ESB LTE - (ESB Com) 23062022Document37 pagesShopeePay Payment Services Agreement - (Online Merchant) ESB LTE - (ESB Com) 23062022jessicaNo ratings yet
- Evidence Based Dentistry - A Review: January 2014Document5 pagesEvidence Based Dentistry - A Review: January 2014Sitta Dea ViastiyaNo ratings yet
- Tense: Atle Grønn and Arnim Von StechowDocument29 pagesTense: Atle Grønn and Arnim Von StechowCamila SilvestreNo ratings yet