Download as ppt, pdf, or txt
You might also like
- Singer U64A & U14B Overlock Service ManualDocument8 pagesSinger U64A & U14B Overlock Service ManualGinny Ross50% (2)
- Dyson - NewDocument5 pagesDyson - NewHarish GNo ratings yet
- Manufacturing Skill Rules For Sheetmetal PartsDocument79 pagesManufacturing Skill Rules For Sheetmetal PartsSuresh Rajagopal100% (1)
- Damp Proof AdvanceDocument2 pagesDamp Proof AdvanceRachit SharmaNo ratings yet
- 3 Soil 755Document3 pages3 Soil 755krishna prakashNo ratings yet
- Gnana Kuri 30Document4 pagesGnana Kuri 30Sridharan VenkatesanNo ratings yet
- TNTET Paper 2 Model PaperDocument39 pagesTNTET Paper 2 Model PaperAmritrajNo ratings yet
- 11504Document20 pages11504Sathish KumarNo ratings yet
- Unit Ii - Applications of Operational AmplifiersDocument45 pagesUnit Ii - Applications of Operational Amplifierssantho shreeNo ratings yet
- My NotesDocument151 pagesMy NotesAhmedNo ratings yet
- Namma Kalvi 12th Maths Study Material Tamil Medium 215380Document21 pagesNamma Kalvi 12th Maths Study Material Tamil Medium 215380Aakaash C.K.No ratings yet
- Get Our Special Grand Bundle PDF Course For All Upcoming Bank ExamsDocument202 pagesGet Our Special Grand Bundle PDF Course For All Upcoming Bank ExamsAnusha PartheebanNo ratings yet
- ME 8791 - MCQs - MechatronicsDocument66 pagesME 8791 - MCQs - MechatronicsRajavignesh V RNo ratings yet
- Industry of Recycling in Colombia and BogotaDocument10 pagesIndustry of Recycling in Colombia and BogotaDiego CardenasNo ratings yet
- Capacity Report FormatDocument9 pagesCapacity Report Formatsaima100% (1)
- NilanesamDocument57 pagesNilanesamThamil ArasiNo ratings yet
- Siemens Delta VegaDocument12 pagesSiemens Delta Vegashailesh284100% (1)
- JudgementDocument20 pagesJudgementElamugilan N SNo ratings yet
- Grammar and Vocabulary of The Tupi LanguageDocument224 pagesGrammar and Vocabulary of The Tupi LanguageCast Moment'sNo ratings yet
- Level 2a Mudood Final ExamDocument4 pagesLevel 2a Mudood Final ExamHEPTAKENo ratings yet
- Ec3561-Vlsi LaboratoryDocument144 pagesEc3561-Vlsi Laboratorynagadeepa2310No ratings yet
- ZZ1002D Sections of Solids Saleel PDFDocument24 pagesZZ1002D Sections of Solids Saleel PDFNanditha ANo ratings yet
- Unit - IVDocument4 pagesUnit - IVsathiaNo ratings yet
- Chapter 2 (DH Parameters)Document18 pagesChapter 2 (DH Parameters)Saurabh ThakurNo ratings yet
- Special CurvesDocument15 pagesSpecial CurvesIsSid100% (1)
- Chapter 1 - Symmetry Elements and OperationDocument32 pagesChapter 1 - Symmetry Elements and OperationkhadijahhannahNo ratings yet
- DrawingDocument90 pagesDrawingShemin T JohnNo ratings yet
- Unit 2 (2D&3D Transformation)Document65 pagesUnit 2 (2D&3D Transformation)Shruti KuradeNo ratings yet
- Lecture Notes 5 The Circular and Trigonometric FunctionsDocument21 pagesLecture Notes 5 The Circular and Trigonometric FunctionsJohn Harold CuaresmaNo ratings yet
- Lecture 3Document31 pagesLecture 3Wolf DragonneNo ratings yet
- Forward and Inverse Kinematic Equations: PositionDocument21 pagesForward and Inverse Kinematic Equations: PositionJis MathewNo ratings yet
- Sections of Solids & Development of SurfaceDocument12 pagesSections of Solids & Development of SurfaceAnonymous p8bHAAxNo ratings yet
- Hypoid PDFDocument7 pagesHypoid PDFadamtuongNo ratings yet
- Lecture01 Engineering CurvesDocument86 pagesLecture01 Engineering Curvesashwinagrawal1995No ratings yet
- Question 1Document6 pagesQuestion 1krthekeyanNo ratings yet
- Engineering CurvesDocument80 pagesEngineering CurvesUtkarsh YadavNo ratings yet
- Points and Planes in 3DDocument30 pagesPoints and Planes in 3DAbsarNo ratings yet
- Lecture 19 PPTDocument66 pagesLecture 19 PPTSWAG BROTHERZNo ratings yet
- Chapter 1 (Week 1)Document87 pagesChapter 1 (Week 1)Amirah AdlinaNo ratings yet
- 5.mathematics of Symmetry Part 2 For StudentsDocument22 pages5.mathematics of Symmetry Part 2 For StudentsPrincess SingNo ratings yet
- ENGGPHYS Codes: 2671, 2857, 3002, and 3592 Engr. B.R. P. MallareDocument8 pagesENGGPHYS Codes: 2671, 2857, 3002, and 3592 Engr. B.R. P. MallareUploader101No ratings yet
- 002 Angular KinematicsDocument28 pages002 Angular KinematicsSamuel VillaNo ratings yet
- Geometry Is All AboutDocument10 pagesGeometry Is All AboutMatara Ligaya GarciaNo ratings yet
- Plane: GeometryDocument9 pagesPlane: GeometryKier Mo ToNo ratings yet
- Design of Machine Elements-II (MEPC-306) : Prepared By: DR Saurabh Kango Assistant Professor NIT JalandharDocument21 pagesDesign of Machine Elements-II (MEPC-306) : Prepared By: DR Saurabh Kango Assistant Professor NIT JalandharGAURAV YADAVNo ratings yet
- Torsion of A CurveDocument3 pagesTorsion of A CurveewbNo ratings yet
- SymmetryDocument96 pagesSymmetryshaangakharNo ratings yet
- Relationship Between Misalignment and Transmission Error in Cross-Axes Helical Gear AssembliesDocument3 pagesRelationship Between Misalignment and Transmission Error in Cross-Axes Helical Gear AssembliesthisisjineshNo ratings yet
- Chapter 1 - Rotational MotionDocument50 pagesChapter 1 - Rotational MotionSiti KhadijahNo ratings yet
- Chapter 7 Circular MotionDocument43 pagesChapter 7 Circular MotionMuhammad ZuhilmiNo ratings yet
- L11 Monidipa PDFDocument112 pagesL11 Monidipa PDFAbhi JainNo ratings yet
- Hsslive-Ch 11. Conic SectionDocument7 pagesHsslive-Ch 11. Conic SectionRose martinNo ratings yet
- CNC MillingDocument71 pagesCNC Millingsanchitaawasthi33No ratings yet
- 测角原理及光学经纬仪的使用 1111Document76 pages测角原理及光学经纬仪的使用 1111Wei LeeNo ratings yet
- Conic Section Discussion RoughDocument8 pagesConic Section Discussion RoughSamantha BaldovinoNo ratings yet
- Formulæ: Formulæ Triangle Equilateral Triangle Triangle Triangle Base Altitude Square Rectangle Rhombus DiagonalsDocument2 pagesFormulæ: Formulæ Triangle Equilateral Triangle Triangle Triangle Base Altitude Square Rectangle Rhombus Diagonalsk2LAINo ratings yet
- 24 - Mathematics - Trigonometrical Ratio Functions IdentitiesDocument22 pages24 - Mathematics - Trigonometrical Ratio Functions IdentitiesKumarNo ratings yet
- Propeller GeometryDocument17 pagesPropeller GeometryAbdelrahman Atef ElbashNo ratings yet
- Ch02 2Document35 pagesCh02 2이재봉No ratings yet
- Physics RigidbodyrotationDocument76 pagesPhysics Rigidbodyrotationsvl3No ratings yet
- Transformation of InversionDocument31 pagesTransformation of InversionPrecious Gayle BucayonNo ratings yet
- U1 AxesDocument18 pagesU1 AxesGaurav SharmaNo ratings yet
- Department of Mechanical Eng'g: Pattern Development (Meng2021)Document30 pagesDepartment of Mechanical Eng'g: Pattern Development (Meng2021)tadesseNo ratings yet
- Relates Only To Turning CentersDocument37 pagesRelates Only To Turning CentersSuresh RajagopalNo ratings yet
- Vadiraja Theertha Prabandha An Unique Travel Guide of 107 Holy Kshetras 1997Document128 pagesVadiraja Theertha Prabandha An Unique Travel Guide of 107 Holy Kshetras 1997Suresh RajagopalNo ratings yet
- Relates Only To Machining CentersDocument7 pagesRelates Only To Machining CentersSuresh RajagopalNo ratings yet
- Relates Only To Machining Centers & Turning Centers With Live ToolingDocument18 pagesRelates Only To Machining Centers & Turning Centers With Live ToolingSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument29 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- 16lesson Sixteen PresentationDocument78 pages16lesson Sixteen PresentationSuresh RajagopalNo ratings yet
- 12lesson Twelve PresentationDocument77 pages12lesson Twelve PresentationSuresh RajagopalNo ratings yet
- Cutter Radius Compensation Relates To Machining Centers Tool Nose Radius Compensation Relates To Turning CentersDocument137 pagesCutter Radius Compensation Relates To Machining Centers Tool Nose Radius Compensation Relates To Turning CentersSuresh RajagopalNo ratings yet
- Relates Only To Turning CentersDocument49 pagesRelates Only To Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument26 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- 06lesson Six PresentationDocument81 pages06lesson Six PresentationSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument28 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates Mostly To Machining Centers (Unless Turning Center Has Live Tooling)Document16 pagesRelates Mostly To Machining Centers (Unless Turning Center Has Live Tooling)Suresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument20 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument67 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Catia Part07Document19 pagesCatia Part07Suresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument22 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument18 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Catia Part05Document12 pagesCatia Part05Suresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument70 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Relates To Machining and Turning CentersDocument29 pagesRelates To Machining and Turning CentersSuresh RajagopalNo ratings yet
- Catia Part03Document16 pagesCatia Part03Suresh RajagopalNo ratings yet
- AED HDBK 2010Document132 pagesAED HDBK 2010Suresh RajagopalNo ratings yet
- Catia Part04Document13 pagesCatia Part04Suresh RajagopalNo ratings yet
- Catia Part09Document21 pagesCatia Part09Suresh RajagopalNo ratings yet
- Optimization of Machining Time Using Feature Based Process PlanningDocument7 pagesOptimization of Machining Time Using Feature Based Process PlanningSuresh Rajagopal100% (1)
- Machining Time Estimation by Experimental Method Using NC CAm Software Focusing CNC MachineDocument3 pagesMachining Time Estimation by Experimental Method Using NC CAm Software Focusing CNC MachineSuresh RajagopalNo ratings yet
- TX-nr626 Manual eDocument140 pagesTX-nr626 Manual earnoldNo ratings yet
- Preparation 1zr-Fe Engine Mechanical Recommended Tools PDFDocument2 pagesPreparation 1zr-Fe Engine Mechanical Recommended Tools PDFAlbert BriceñoNo ratings yet
- Ac-5474 Ac-5477 Ac-5527pr Ac-5529 Ac-5531Document112 pagesAc-5474 Ac-5477 Ac-5527pr Ac-5529 Ac-5531Jan AernoutsNo ratings yet
- Carraro 143016Document11 pagesCarraro 143016Nizar BrahamNo ratings yet
- Preventive Maintenance SimDocument4 pagesPreventive Maintenance SimBBKFP Training CenterNo ratings yet
- 2018 BRZ WiringDocument422 pages2018 BRZ WiringDaniel Dario Greig SalazarNo ratings yet
- DC Inverter Duct Type Unit: Indoor Unit Outdoor UnitDocument40 pagesDC Inverter Duct Type Unit: Indoor Unit Outdoor UnitLODELBARRIO RDNo ratings yet
- Toshiba Smart TV - Brochure PDFDocument6 pagesToshiba Smart TV - Brochure PDFd@rm@1No ratings yet
- Extron Rsu 126 PDFDocument2 pagesExtron Rsu 126 PDFNikkiNo ratings yet
- Jacobsen XD Diferencial-TransmisionDocument6 pagesJacobsen XD Diferencial-TransmisionCarlos VillanuevaNo ratings yet
- Parts List: TFHX-CDocument78 pagesParts List: TFHX-CRB STNo ratings yet
- Centro-Matic Flowmaster Rotary Driven Hydraulic Pump Models 85487 & 86258 Series BDocument8 pagesCentro-Matic Flowmaster Rotary Driven Hydraulic Pump Models 85487 & 86258 Series BSIDI ahmedou yahyaNo ratings yet
- DHK0034 DHK0082 DHK4090 DHK4360 DHK1814 DHK3838 DHK4074Document7 pagesDHK0034 DHK0082 DHK4090 DHK4360 DHK1814 DHK3838 DHK4074Mahbub UzzamanNo ratings yet
- WH SXC09H3E8 - + - WH UX09HE8 HuDocument4 pagesWH SXC09H3E8 - + - WH UX09HE8 HupipacsharcosNo ratings yet
- Eim-11 2ndsem-1q TQDocument5 pagesEim-11 2ndsem-1q TQJasper CulipNo ratings yet
- URC7962 Complete Manual and Code List PDFDocument196 pagesURC7962 Complete Manual and Code List PDFSergio GrañaNo ratings yet
- Powertronic Installation Manual-Ktm Duke 390 (2012-2016)Document25 pagesPowertronic Installation Manual-Ktm Duke 390 (2012-2016)GauravNo ratings yet
- Basic Tools and Equipment Used in Meal PreparationDocument37 pagesBasic Tools and Equipment Used in Meal Preparationhersal fae gerardo100% (2)
- Denon PMA-1500AE Manual PDFDocument90 pagesDenon PMA-1500AE Manual PDFgeminyetfNo ratings yet
- Tle Eim10 Q3 M8Document12 pagesTle Eim10 Q3 M8JungieNo ratings yet
- Universal Lathe C0636ax1000Document2 pagesUniversal Lathe C0636ax1000Alireza KazemiNo ratings yet
- 11wiring Diagram of Auxiliary Heater (ACH)Document6 pages11wiring Diagram of Auxiliary Heater (ACH)Алексей ЄвтушокNo ratings yet
- PC Works Four Point SurroundDocument18 pagesPC Works Four Point SurroundWDM27No ratings yet
- Electric Duct Heaters - Installation GuideDocument2 pagesElectric Duct Heaters - Installation GuideLeandro SimonsNo ratings yet
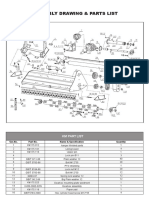
- Assembly Drawing & Parts ListDocument2 pagesAssembly Drawing & Parts ListOskars RozefeldsNo ratings yet
- 11 Pti CatalogDocument165 pages11 Pti CatalogJorge A VilalNo ratings yet
- DS-500 Series Weighing ScaleDocument1 pageDS-500 Series Weighing ScaleAntmavrNo ratings yet
- Cable List For STG System+ RR Additional Cable - 07.04.2019Document6 pagesCable List For STG System+ RR Additional Cable - 07.04.2019ashish sahaNo ratings yet