Download as pptx, pdf, or txt
You might also like
- New Doa-Equity-Hsbc HK 5bDocument13 pagesNew Doa-Equity-Hsbc HK 5bKiara Murithi100% (2)
- Invoice - Alcohal Detector PDFDocument1 pageInvoice - Alcohal Detector PDFdhananjayNo ratings yet
- Cpted 2012Document68 pagesCpted 2012Tqa JalilNo ratings yet
- Thebault Dop01 Teboply Ext GBDocument2 pagesThebault Dop01 Teboply Ext GBDumitrache IulianNo ratings yet
- Laporan Minyak: Wear DebrisDocument2 pagesLaporan Minyak: Wear DebrisNova VandyNo ratings yet
- DION 6631 Series TDSDocument3 pagesDION 6631 Series TDSEldiyar AzamatovNo ratings yet
- Paint - Technical Specification 2022-01...Document1 pagePaint - Technical Specification 2022-01...Weng Hoe ChooNo ratings yet
- BBB - 7372 - En-00 - 1K-STP-U Adhesive Desmoseal S XP 2636 75 Shore A (BBB 7372)Document2 pagesBBB - 7372 - En-00 - 1K-STP-U Adhesive Desmoseal S XP 2636 75 Shore A (BBB 7372)ShuvoNo ratings yet
- NBR Catalogue Eng KKPCDocument2 pagesNBR Catalogue Eng KKPCChandrasekar KrishnamurthyNo ratings yet
- Cpi-1005 Series Pds v1Document2 pagesCpi-1005 Series Pds v1Anonymous JY3oN7sopNo ratings yet
- Fumed SilicaDocument4 pagesFumed SilicaVishal ThelkarNo ratings yet
- Spin PlanDocument15 pagesSpin PlanMukesh Kumar100% (1)
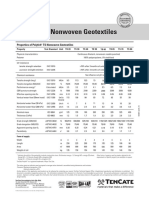
- Property of Polyfelt TS Nonwoven GeotextilesDocument1 pageProperty of Polyfelt TS Nonwoven GeotextilesAgis Satryo Falck100% (1)
- BBB - 7006 - En-00 - 1K-STP-U Adhesive Desmoseal S XP 2458 75 Shore A (BBB 7006)Document2 pagesBBB - 7006 - En-00 - 1K-STP-U Adhesive Desmoseal S XP 2458 75 Shore A (BBB 7006)ShuvoNo ratings yet
- 1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Document2 pages1K-STP-U Adhesive, Desmoseal S XP 2458, 75 Shore A (BBB 7006)Jhon Alexander Isaza JimenezNo ratings yet
- Ace Multi Axes Systems Ltd. Coating Inspection ReportDocument6 pagesAce Multi Axes Systems Ltd. Coating Inspection ReportCorrosion FactoryNo ratings yet
- 2.excellent Top Kraft - MM KartonDocument2 pages2.excellent Top Kraft - MM KartonMark Sebastian MitranNo ratings yet
- Bpxe B6ctalDocument2 pagesBpxe B6ctalVusal HasanovNo ratings yet
- Technical Characteristics 2020 ENDocument1 pageTechnical Characteristics 2020 ENezzularabNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Triad HCDocument1 pageTriad HCalexiq05No ratings yet
- CbsDocument3 pagesCbsBharat ChatrathNo ratings yet
- Metallurgy-Brass PowderDocument4 pagesMetallurgy-Brass Powdersea66No ratings yet
- Pipes For Civi and Industrial Installations OK PDFDocument24 pagesPipes For Civi and Industrial Installations OK PDFBruno ReisNo ratings yet
- Nyachenge-Tabaka Road: Summary of Field Density Test Results (Earthworks)Document17 pagesNyachenge-Tabaka Road: Summary of Field Density Test Results (Earthworks)MartinNo ratings yet
- Soil Test Report: Materials Testing LaboratoryDocument6 pagesSoil Test Report: Materials Testing LaboratoryVero YonduaiNo ratings yet
- Ensocoat en PDFDocument2 pagesEnsocoat en PDFAndrés HerreraNo ratings yet
- TenCate Polyfelt TS Nonwoven GeotextilesDocument6 pagesTenCate Polyfelt TS Nonwoven GeotextilesChee Soon LeeNo ratings yet
- TERGITOL Nonyphenol EthoxylateDocument4 pagesTERGITOL Nonyphenol Ethoxylatevanhung68100% (1)
- Product Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minDocument2 pagesProduct Data Sheet: Sasol Polymers PP: HNR100 MFR: 12g/10minAlbert FortunatoNo ratings yet
- Registry of Sleeve PlacementDocument10 pagesRegistry of Sleeve PlacementJorge Isaac Lara RamosNo ratings yet
- 2K-Polyaspartic Floor Coat, Flex Coat, Self-Leveling, Solvent-Free, 60 Shore D (WKHB 512-2)Document2 pages2K-Polyaspartic Floor Coat, Flex Coat, Self-Leveling, Solvent-Free, 60 Shore D (WKHB 512-2)Jhon Alexander Isaza JimenezNo ratings yet
- Transparent ABS: Mabs: Toray Plastics (Malaysia) Sdn. BNDDocument6 pagesTransparent ABS: Mabs: Toray Plastics (Malaysia) Sdn. BNDTungdinh NguyenNo ratings yet
- 54-Pressure Gauge OIT Calibration CartificateDocument1 page54-Pressure Gauge OIT Calibration CartificateCustomer Support100% (1)
- GD50 Slickline Rev 29 May 18Document1 pageGD50 Slickline Rev 29 May 18hoss mosafaNo ratings yet
- Elmwood Temperatursicherung Eng TdsDocument6 pagesElmwood Temperatursicherung Eng TdsSebastianSimonNo ratings yet
- Rogers - Unknown - RO4400 Series BondplyDocument4 pagesRogers - Unknown - RO4400 Series BondplyHadi SaeidiManeshNo ratings yet
- G 40A 21 66226 With AgeingDocument2 pagesG 40A 21 66226 With Ageingmanju_nov23No ratings yet
- Comparasion Characteristic Raw MaterialDocument1 pageComparasion Characteristic Raw MaterialLaili AzkiyahNo ratings yet
- Poplar Puls FBB GC2 - Shandong MillDocument1 pagePoplar Puls FBB GC2 - Shandong MillBill KingNo ratings yet
- Ensocoat L: Fully Coated Multilayer SBS Board With Uncoated ReverseDocument2 pagesEnsocoat L: Fully Coated Multilayer SBS Board With Uncoated ReverseAmir RtbNo ratings yet
- Molding of EVA Soles Using Expanding and Reducing Agents: AbstractDocument9 pagesMolding of EVA Soles Using Expanding and Reducing Agents: AbstractDr.Samuel KwateyNo ratings yet
- Powders: Technical, Application & Safety DataDocument7 pagesPowders: Technical, Application & Safety DataphuongNo ratings yet
- Riblene FC 30Document2 pagesRiblene FC 30Josevi Jiménez MerinoNo ratings yet
- Product Specifications Hydrate2018Document6 pagesProduct Specifications Hydrate2018Jayakumar ANo ratings yet
- Specification Hydrate FinalDocument6 pagesSpecification Hydrate FinalSanjayNo ratings yet
- MetsBoard Pro FBB Bright - ISO - en-GBDocument1 pageMetsBoard Pro FBB Bright - ISO - en-GBRAFAEL FLORESNo ratings yet
- Omega Amide Nylon Pa CatalogueDocument5 pagesOmega Amide Nylon Pa Cataloguesoni10483No ratings yet
- DiagnosisDocument3 pagesDiagnosispalashNo ratings yet
- Nextel Ceramic Fiber Typical Properties: 3M Property Units Nextel™ 312 Nextel™ 440 Nextel™ 550Document2 pagesNextel Ceramic Fiber Typical Properties: 3M Property Units Nextel™ 312 Nextel™ 440 Nextel™ 550ninatenaNo ratings yet
- Datasheet MomentiveDocument5 pagesDatasheet Momentivehuynh thi y viNo ratings yet
- MorDocument3 pagesMorBharat ChatrathNo ratings yet
- Threebond1212 PDFDocument3 pagesThreebond1212 PDFDeepak JainNo ratings yet
- Sag & Tension (GAP Conductor)Document1 pageSag & Tension (GAP Conductor)Subodh SontakkeNo ratings yet
- Untitled 1Document1 pageUntitled 1Jishnujayan33 9747883533No ratings yet
- METSABOARDDocument1 pageMETSABOARDAlex GonzalezNo ratings yet
- AdipreneDocument3 pagesAdipreneStoianovici CristianNo ratings yet
- Hanno Art SilkDocument1 pageHanno Art SilkhheeggNo ratings yet
- 057-Pap 061Document13 pages057-Pap 061Adhi satyaNo ratings yet
- Teslin TableDocument1 pageTeslin TableEzequiel FernandezNo ratings yet
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesFrom EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerNo ratings yet
- Working at Height SafetyDocument71 pagesWorking at Height SafetyAtma Prakash SinhaNo ratings yet
- Material HandlingDocument58 pagesMaterial HandlingAtma Prakash SinhaNo ratings yet
- Gas Safety TRG, RevDocument68 pagesGas Safety TRG, RevAtma Prakash SinhaNo ratings yet
- Work Permit Safety Standard Training PackDocument24 pagesWork Permit Safety Standard Training PackAtma Prakash Sinha100% (1)
- Read The Following Text and Do The Exercises BelowDocument3 pagesRead The Following Text and Do The Exercises BelowFack FackNo ratings yet
- Claw HammerDocument15 pagesClaw HammerkhalifawhanNo ratings yet
- LiquifloCatalog 2009 EngineeringDocument67 pagesLiquifloCatalog 2009 Engineeringleo cejaNo ratings yet
- Chapter - III Financial System and Non-Banking Financial Companies - The Structure and Status ProfileDocument55 pagesChapter - III Financial System and Non-Banking Financial Companies - The Structure and Status Profilechirag10pnNo ratings yet
- CS IRAT OptimizationDocument7 pagesCS IRAT OptimizationRyan Felix100% (1)
- Herbal Gram Index v1-67Document86 pagesHerbal Gram Index v1-67terryvnd50% (2)
- Dron-B5zs2y r0 enDocument31 pagesDron-B5zs2y r0 enZak zsNo ratings yet
- Tokyo Keiso - FS-100 DatasheetDocument8 pagesTokyo Keiso - FS-100 DatasheetAizat RomainoNo ratings yet
- CS8611 MINI PROJECT Validation of Facebook Login PageDocument14 pagesCS8611 MINI PROJECT Validation of Facebook Login PageaddssdfaNo ratings yet
- Domain Modeling: - by Abirami.P Keerthana.VDocument24 pagesDomain Modeling: - by Abirami.P Keerthana.VPorutselvanNo ratings yet
- iVMS-4200-Client-Software Datasheet V3.11.0 20240126Document9 pagesiVMS-4200-Client-Software Datasheet V3.11.0 20240126Yasmin SunartaNo ratings yet
- Ft. Grund 5400hsDocument5 pagesFt. Grund 5400hstamasraduNo ratings yet
- 807 Karnataka Yantradhare 2015Document25 pages807 Karnataka Yantradhare 2015MALLIKARJUN BIRADARNo ratings yet
- Normal 5f5fc792e6de4Document66 pagesNormal 5f5fc792e6de4AbdulmalekNo ratings yet
- Shreya Singhal Vs Union of IndiaDocument3 pagesShreya Singhal Vs Union of IndiaShivang SharmaNo ratings yet
- Sac 300: Financial Mathematics: Question 1 (30 Marks)Document4 pagesSac 300: Financial Mathematics: Question 1 (30 Marks)Anne Atieno NdoloNo ratings yet
- CB Assignment IIIDocument12 pagesCB Assignment IIIJaya BharneNo ratings yet
- Rural Awareness Work Experience Programme Manual: B.Sc. (Hons.) HorticultureDocument88 pagesRural Awareness Work Experience Programme Manual: B.Sc. (Hons.) HorticulturePotsangbam Dhanabir SinghNo ratings yet
- jhtp7LM 14Document16 pagesjhtp7LM 14vicrattlehead2013No ratings yet
- Commercial Banks Standard - en GBDocument23 pagesCommercial Banks Standard - en GBmustafa kamal khanNo ratings yet
- Bionet Hl7 Guide Report - Ver1.3 - Eng (140911)Document13 pagesBionet Hl7 Guide Report - Ver1.3 - Eng (140911)sergio ribeiroNo ratings yet
- Civil Law Jurist Lecture Notes ReducedDocument21 pagesCivil Law Jurist Lecture Notes ReducedRio AborkaNo ratings yet
- High Power CommitteeDocument39 pagesHigh Power CommitteeJaya PrabhaNo ratings yet
- AsdfDocument5 pagesAsdfOmar FarukNo ratings yet
- Shimadzu Integrated Report 2022aDocument55 pagesShimadzu Integrated Report 2022aThiết bị Ngày nayNo ratings yet
- Flanger Box Operation ManualDocument7 pagesFlanger Box Operation ManualFerencNo ratings yet
- MtisDocument12 pagesMtisRussell JohnNo ratings yet