Download as ppt, pdf, or txt
You might also like
- POLYTRACK® Clinker Cooler With Intermediate CrusherDocument116 pagesPOLYTRACK® Clinker Cooler With Intermediate CrusherRahmat Hidayat100% (1)
- Interiors FlooringDocument47 pagesInteriors FlooringAarti Yadav100% (15)
- 7b - Compac Sol Castables (Compatibility Mode)Document35 pages7b - Compac Sol Castables (Compatibility Mode)mahreza189100% (1)
- Fives Webinar Presentation 24.06Document48 pagesFives Webinar Presentation 24.06YudhaAnantaWijaya100% (1)
- Refractory Castable SelectionDocument37 pagesRefractory Castable SelectionElwathig Bakhiet100% (4)
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocument69 pagesNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- CISPI Pipe and Fittings HandbookDocument226 pagesCISPI Pipe and Fittings HandbookThantZin111No ratings yet
- CICO Product Guide PDFDocument36 pagesCICO Product Guide PDFArvind Bajpai100% (3)
- Refractories IntroductionDocument13 pagesRefractories Introductionrupesh soni100% (1)
- Cpi RefractoriesDocument51 pagesCpi RefractoriesRobert BrownNo ratings yet
- Brick CaclulatorDocument7 pagesBrick CaclulatorAbul QasimNo ratings yet
- Brick Lining Installation-Golden RulesDocument34 pagesBrick Lining Installation-Golden RulesNael100% (11)
- Installation With Mortar - Umlauf 2015Document18 pagesInstallation With Mortar - Umlauf 2015Moud SaklyNo ratings yet
- Thermal & Chemical Kilb 2006Document40 pagesThermal & Chemical Kilb 2006mustaf100% (1)
- Castable RefractoryDocument4 pagesCastable RefractorySarbajitMannaNo ratings yet
- Installation - Gocht 2015Document208 pagesInstallation - Gocht 2015vũ minh tâm100% (1)
- 10 Golden Rules For Clinker Burning - INFINITY FOR CEMENT EQUIPMENT PDFDocument15 pages10 Golden Rules For Clinker Burning - INFINITY FOR CEMENT EQUIPMENT PDFNahro AdnanNo ratings yet
- Bricks Calculator-V.3Document10 pagesBricks Calculator-V.3Bülent Bulut100% (3)
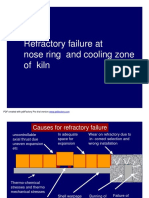
- Bull Nose Ref FailureDocument1 pageBull Nose Ref FailurejagrutNo ratings yet
- Refractory Anchors Catalogue PDFDocument114 pagesRefractory Anchors Catalogue PDFhappy50% (2)
- Rhi Rotary Kiln 2Document40 pagesRhi Rotary Kiln 2Flor Margarita DiazNo ratings yet
- Dry Out Heating Up of Cement Kiln RefractoriesDocument24 pagesDry Out Heating Up of Cement Kiln RefractoriesAnonymous NxpnI6jC100% (2)
- 042 Drying PDFDocument9 pages042 Drying PDFbkchoudhury1993No ratings yet
- Report No. 55 Wear PhenomenaDocument44 pagesReport No. 55 Wear PhenomenaRikshita Agarwal100% (2)
- FLS Cooling of ClinkerDocument30 pagesFLS Cooling of Clinkersaber ghodbaneNo ratings yet
- Cement Kiln ReportDocument22 pagesCement Kiln Reportamir100% (1)
- MonolithicRefractory PDFDocument2 pagesMonolithicRefractory PDFmevaNo ratings yet
- Kiln TrippingDocument13 pagesKiln Tripping7atemmohNo ratings yet
- Drying Out and Heating-Up of Refractory LiningsDocument59 pagesDrying Out and Heating-Up of Refractory LiningsmustafNo ratings yet
- Insulation - Filippich 2015Document22 pagesInsulation - Filippich 2015vũ minh tâmNo ratings yet
- Brick Lining InstallationDocument34 pagesBrick Lining Installationmkpq100% (1)
- Advances in Modern Refractory CastableDocument12 pagesAdvances in Modern Refractory CastableBagas Prasetyawan Adi Nugroho100% (1)
- Brick InstallationDocument19 pagesBrick InstallationGregoryNo ratings yet
- Monolithics - Basten 2018Document69 pagesMonolithics - Basten 2018Yhane Hermann BackNo ratings yet
- 8-Brick Installation PDFDocument70 pages8-Brick Installation PDFMustafa Ramadan100% (1)
- Heating Up ManualDocument9 pagesHeating Up ManualharryNo ratings yet
- Mathios Refractories Catalog Web EditionDocument102 pagesMathios Refractories Catalog Web EditionEvangelos TentisNo ratings yet
- Training Contents For OperatorsDocument7 pagesTraining Contents For OperatorsmkpqNo ratings yet
- World Cement 2017 03 BurnersDocument7 pagesWorld Cement 2017 03 BurnersQuang Huy NguyễnNo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALI100% (1)
- 3 Calciner Technology 105 MinutesDocument29 pages3 Calciner Technology 105 MinutesIrshad HussainNo ratings yet
- CastableDocument8 pagesCastableManindra SinghNo ratings yet
- New Developments in Monolithic ProductsDocument59 pagesNew Developments in Monolithic Productsmahreza189100% (1)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- 2251 TDS Blakite ENGDocument2 pages2251 TDS Blakite ENGdidapopescuNo ratings yet
- 2 Introduction-Refractories ApresentaçãoDocument11 pages2 Introduction-Refractories ApresentaçãoBrunoNo ratings yet
- En Iso 10081-2-2005 PDFDocument10 pagesEn Iso 10081-2-2005 PDFdong ganNo ratings yet
- JW DZ 02a eDocument37 pagesJW DZ 02a eChumpol ChantangNo ratings yet
- 102 Fuel Firing Systems PDFDocument84 pages102 Fuel Firing Systems PDFGhassen Hammouda100% (3)
- VDZ-Onlinecourse 0 0 enDocument34 pagesVDZ-Onlinecourse 0 0 enRuth Sriwahyuni100% (1)
- Scenario - Hot Spot On Kiln - Questions - Jan12 FINAL-TABLESSEDocument11 pagesScenario - Hot Spot On Kiln - Questions - Jan12 FINAL-TABLESSEAnonymous 3ESYcrKPNo ratings yet
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovNo ratings yet
- Fls Kiln Operation-Raw Material CharacteristicsDocument46 pagesFls Kiln Operation-Raw Material CharacteristicssadatjafariNo ratings yet
- Magnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIIFrom EverandMagnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIINo ratings yet
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- AGC Plibrico Monolithic RefractoriesDocument15 pagesAGC Plibrico Monolithic RefractoriesUmashankar Govindappa0% (1)
- 9 - Ceramics Manufacturing, Properties and ApplicationsDocument39 pages9 - Ceramics Manufacturing, Properties and ApplicationsPradeep krNo ratings yet
- Refractories-MTEN 403: Department of Materials Science and Engineering University of GhanaDocument33 pagesRefractories-MTEN 403: Department of Materials Science and Engineering University of GhanaDaniel Appuing100% (1)
- Cement - Trends and Product MixDocument27 pagesCement - Trends and Product MixGauranka MoranNo ratings yet
- Cast Basalt Information SheetDocument4 pagesCast Basalt Information SheetVijayakumar AtthuluriNo ratings yet
- Advanced Ceramic Materials For Composite Armor Protection Systems General LiteratureDocument4 pagesAdvanced Ceramic Materials For Composite Armor Protection Systems General Literatureibrahim100% (1)
- Cement_Policy_UTCL Inland Mobility Policy_20151015_0320240122091956137189Document9 pagesCement_Policy_UTCL Inland Mobility Policy_20151015_0320240122091956137189rupesh soniNo ratings yet
- CTI Refractory DocumentDocument93 pagesCTI Refractory Documentrupesh soniNo ratings yet
- Cement Division Technical Training Tools: 090519 Technicaltrainingtools DescriptionDocument6 pagesCement Division Technical Training Tools: 090519 Technicaltrainingtools Descriptionrupesh soniNo ratings yet
- 03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1Document6 pages03.01 PR PYR P06 02 How To Start-Up & Optimize A Burner v1rupesh soniNo ratings yet
- 10.04a PR RFR P06 21Document15 pages10.04a PR RFR P06 21rupesh soniNo ratings yet
- 10 Basic SkillsDocument51 pages10 Basic Skillsrupesh soni100% (1)
- Cooler Air Distribution: Job AidDocument2 pagesCooler Air Distribution: Job Aidrupesh soniNo ratings yet
- How To Check The Calibration of Cooling Fan Airflows: PyroprocessingDocument2 pagesHow To Check The Calibration of Cooling Fan Airflows: Pyroprocessingrupesh soniNo ratings yet
- 10 081222 CroDocument1 page10 081222 Crorupesh soniNo ratings yet
- How To Control The False Air in The Preheater: PyroprocessingDocument4 pagesHow To Control The False Air in The Preheater: Pyroprocessingrupesh soniNo ratings yet
- 04.01 LQTS Free Lime Analysis by Complexometry Method - ENGDocument12 pages04.01 LQTS Free Lime Analysis by Complexometry Method - ENGrupesh soniNo ratings yet
- 04.03 Combustion ManualDocument50 pages04.03 Combustion Manualrupesh soniNo ratings yet
- False Air CalculationDocument11 pagesFalse Air Calculationrupesh soniNo ratings yet
- Brick Height Selection and Brick Mixing RatioDocument14 pagesBrick Height Selection and Brick Mixing Ratiorupesh soni100% (1)
- Refractories IntroductionDocument13 pagesRefractories Introductionrupesh soni100% (1)
- 01.02 Doctrine Raw MixDocument2 pages01.02 Doctrine Raw Mixrupesh soniNo ratings yet
- Refractory: Zoning of Kilns and Brick SelectionDocument26 pagesRefractory: Zoning of Kilns and Brick Selectionrupesh soni100% (1)
- Revit Architecture 2011 Basic Course Final VersionDocument193 pagesRevit Architecture 2011 Basic Course Final VersionCosmin Mihalte100% (2)
- BSC Hmco T76 SyDocument198 pagesBSC Hmco T76 SyCharith GowdaNo ratings yet
- Methos Statement For SubstructureDocument14 pagesMethos Statement For SubstructureĐărsĥąna RanasingheNo ratings yet
- 74821000250SPC0008 - 2 - Support SpecDocument62 pages74821000250SPC0008 - 2 - Support SpecEduardo RateikeNo ratings yet
- FootingDocument6 pagesFootingIvan Arsenal ValenciaNo ratings yet
- Spacegass Tutorial QuestionsDocument8 pagesSpacegass Tutorial Questionsyu yanNo ratings yet
- CS Allway Expansion Joint Covers 2018 - Resized PDFDocument95 pagesCS Allway Expansion Joint Covers 2018 - Resized PDFmdavies20No ratings yet
- Using Durability To Enhance ConcreteDocument9 pagesUsing Durability To Enhance ConcreteCristian VillavicencioNo ratings yet
- Concrete Slab Ground FloorDocument19 pagesConcrete Slab Ground FloorReech Aerol AlmendralNo ratings yet
- Design Summary - Nalook PDFDocument3 pagesDesign Summary - Nalook PDFAnton_Young_1962No ratings yet
- Construction Notes: ElevationDocument1 pageConstruction Notes: ElevationJohn PaderangaNo ratings yet
- Multipurpose Building Construction Dip Ankar Peg UDocument5 pagesMultipurpose Building Construction Dip Ankar Peg Uganesh2428364No ratings yet
- Value Stream VSM TemplateDocument4 pagesValue Stream VSM TemplateChay NagNo ratings yet
- Reinforced Concrete Design - I: UET PeshawarDocument22 pagesReinforced Concrete Design - I: UET PeshawarOsamaZaidNo ratings yet
- FeasibilityDocument145 pagesFeasibilityOpteron K.No ratings yet
- Eray BaranDocument2 pagesEray BaranIzzetcan GunbeyNo ratings yet
- NSCP 2010 6th EditionDocument1,687 pagesNSCP 2010 6th EditionAnonymous p93pfLWLNo ratings yet
- CD Shelter Guidelines PDFDocument30 pagesCD Shelter Guidelines PDFlim kang haiNo ratings yet
- 12.11 Design Guidelines For Stifflegs and Box CulvertsDocument6 pages12.11 Design Guidelines For Stifflegs and Box CulvertsSub-Divisional Engineer BDD-1No ratings yet
- Asce 7-22 CH 14com - For PCDocument17 pagesAsce 7-22 CH 14com - For PCsharethefilesNo ratings yet
- Interlocking BrickDocument10 pagesInterlocking BrickSua LuishNo ratings yet
- Tkis Elt 8353 LD 00008 - 000 - 00Document1 pageTkis Elt 8353 LD 00008 - 000 - 00Muhammed Abo-FandoodNo ratings yet
- 23 PWDDocument110 pages23 PWDAfeef Ibn Albra100% (1)
- Pressures Acting On Retaining WallsDocument3 pagesPressures Acting On Retaining WallsSupritha KNo ratings yet
- Brochure StandardShield 2022 EN CompressedDocument4 pagesBrochure StandardShield 2022 EN CompressedAnastasya YusufNo ratings yet
- Vault and DomeDocument19 pagesVault and DomeHidayat AzisNo ratings yet
- Item Rate Boq: Category of Services (To Be Selected by Department)Document12 pagesItem Rate Boq: Category of Services (To Be Selected by Department)Swapnil UpareNo ratings yet