
Lecture 4 Sheet - Metal Operations - Pps
Lecture 4 Sheet - Metal Operations - Pps
You might also like
- DJJ3032 - Workshop Practice 3 (Lathe Machining)Document8 pagesDJJ3032 - Workshop Practice 3 (Lathe Machining)Afiq Fahmi100% (2)
- Semi-Topping Shaper CuttersDocument4 pagesSemi-Topping Shaper CuttersalemarlonstosNo ratings yet
- Project Report On Inner Grooved Copper TubeDocument8 pagesProject Report On Inner Grooved Copper TubeEIRI Board of Consultants and Publishers0% (1)
- Project Report On Screw JackDocument41 pagesProject Report On Screw JackVijay Raj Punia73% (40)
- 5 - Bar Bending ScheduleDocument19 pages5 - Bar Bending ScheduleNaveen Ntr100% (5)
- Katalog TSP PTDocument24 pagesKatalog TSP PThse vje100% (1)
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- Astm D 3035 PDFDocument7 pagesAstm D 3035 PDFSushil GambhirNo ratings yet
- MangalloyDocument1 pageMangalloyMohamed Ishaq AdamsaNo ratings yet
- Kalmatron KF-A For High Performance ConcreteDocument15 pagesKalmatron KF-A For High Performance ConcreteHelen A. Rusinoff100% (3)
- High Tensile: Hexagon Flange Bolts DIN 6921Document1 pageHigh Tensile: Hexagon Flange Bolts DIN 6921Mauro MiguelNo ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- Chip Thickness Ratio 1Document11 pagesChip Thickness Ratio 1Haryad HewaNo ratings yet
- Chapter 10 - Development LengthDocument7 pagesChapter 10 - Development LengthVincent Nava100% (1)
- RC 133Document34 pagesRC 133sora maytaNo ratings yet
- How To Calculate Bend Allowance For Your Press BrakeDocument3 pagesHow To Calculate Bend Allowance For Your Press BrakedarkomaNo ratings yet
- Manufacturing Processes Open Ended Lab ReportDocument15 pagesManufacturing Processes Open Ended Lab ReportDawood KhanNo ratings yet
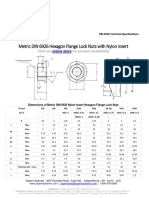
- Metric DIN 6926 SpecDocument4 pagesMetric DIN 6926 Spec叶开No ratings yet
- Assignment 1 SolutionDocument7 pagesAssignment 1 Solutiontoursena44No ratings yet
- Bar Bending Schedule For Pile Foundation With CalculationsDocument4 pagesBar Bending Schedule For Pile Foundation With CalculationsJustin Musopole100% (1)
- Structural Steelwork Design CheckDocument3 pagesStructural Steelwork Design CheckChong Wee LinNo ratings yet
- Tacos para TubosDocument21 pagesTacos para TubosPedro SantiagoNo ratings yet
- 6) 6.2 SeparatorDocument29 pages6) 6.2 SeparatorPeet AmranNo ratings yet
- Metric DIN 609 SpecDocument4 pagesMetric DIN 609 SpecCAT MINING SHOVELNo ratings yet
- ALTERNATIF 1. Problem Vidio 4Document23 pagesALTERNATIF 1. Problem Vidio 4Sahrul SabirNo ratings yet
- Modern Sewer Design: Fabricated Fittings Can Be Made To Solve Almost Any Sewer ProblemDocument30 pagesModern Sewer Design: Fabricated Fittings Can Be Made To Solve Almost Any Sewer ProblemJuan GrajalesNo ratings yet
- Din 3021Document18 pagesDin 3021Valerio AmetranoNo ratings yet
- Lock Washers - Din 127, Din 7980 Din 6798, Din 6797 Internal Din 6798, Din 6797 ExternalDocument1 pageLock Washers - Din 127, Din 7980 Din 6798, Din 6797 Internal Din 6798, Din 6797 ExternalSachin JawaleNo ratings yet
- ISO Metric Screw Thread - WikipediaDocument6 pagesISO Metric Screw Thread - WikipediamarceloNo ratings yet
- Construction Technology Assignment FirstDocument26 pagesConstruction Technology Assignment FirstPaduma WijenayakeNo ratings yet
- Cir ClipsDocument7 pagesCir ClipsvadivelNo ratings yet
- Katalog TSP PT PDFDocument24 pagesKatalog TSP PT PDFdeniNo ratings yet
- Katalog TSP PTDocument24 pagesKatalog TSP PTendroNo ratings yet
- RCC Girder DesignDocument32 pagesRCC Girder DesignAnkush SharmaNo ratings yet
- Nefit Butt Welf FittingsDocument20 pagesNefit Butt Welf FittingsFaiyaz Bin Mazid AhmedNo ratings yet
- Calculation of Cable Structure and PitchDocument19 pagesCalculation of Cable Structure and PitchYiDan LiNo ratings yet
- Section Properties Comp Beam 12mDocument6 pagesSection Properties Comp Beam 12mSuhas MangaloreNo ratings yet
- Fasing Product Catalog - enDocument60 pagesFasing Product Catalog - enmas.sluzbaNo ratings yet
- Ebook Application Security Program Handbook A Guide For Software Engineers and Team Leaders Meap V02 Derek Fisher Online PDF All ChapterDocument25 pagesEbook Application Security Program Handbook A Guide For Software Engineers and Team Leaders Meap V02 Derek Fisher Online PDF All Chapterignacio.haley363100% (11)
- Ijmet 09 03 102Document16 pagesIjmet 09 03 102Tessema ShbruNo ratings yet
- Seclusion Fence Foundation - JteDocument7 pagesSeclusion Fence Foundation - JteJENNNo ratings yet
- BS4568 Electrical CatalogDocument10 pagesBS4568 Electrical CatalogRatheesh KumarNo ratings yet
- Dơnload A Silver Dawn 1st Edition Leena Varghese Full ChapterDocument24 pagesDơnload A Silver Dawn 1st Edition Leena Varghese Full Chapterlazhrdode8100% (3)
- I Structural CalculatorDocument26 pagesI Structural Calculatorosei kwadwoNo ratings yet
- Standard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionDocument6 pagesStandard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionShaik's PeerNo ratings yet
- ShopNotes Issue 10Document32 pagesShopNotes Issue 10demo1967100% (4)
- Part Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialDocument5 pagesPart Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialGỗ MộcNo ratings yet
- INDIAN Steel TableDocument8 pagesINDIAN Steel Tablezaveeq80% (5)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Mechanics of Optimal Structural Design: Minimum Weight StructuresFrom EverandMechanics of Optimal Structural Design: Minimum Weight StructuresNo ratings yet
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Intermittent Convex Integration for the 3D Euler Equations: (AMS-217)From EverandIntermittent Convex Integration for the 3D Euler Equations: (AMS-217)No ratings yet
- Applied Computational Fluid Dynamics Techniques: An Introduction Based on Finite Element MethodsFrom EverandApplied Computational Fluid Dynamics Techniques: An Introduction Based on Finite Element MethodsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Part Design for Injection Molding: An IntroductionFrom EverandPlastic Part Design for Injection Molding: An IntroductionNo ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionNo ratings yet
- Landscape Lecture (1) - IntroductionDocument37 pagesLandscape Lecture (1) - IntroductionhazemNo ratings yet
- Landscape Lecture (3) - Landscape Design PrinciplesDocument45 pagesLandscape Lecture (3) - Landscape Design PrincipleshazemNo ratings yet
- Landscape Lecture (4) - PlantingDocument46 pagesLandscape Lecture (4) - PlantinghazemNo ratings yet
- Landscape Lecture (2) - Site AnalysisDocument46 pagesLandscape Lecture (2) - Site AnalysishazemNo ratings yet
- CE-302 - Lec-7Document5 pagesCE-302 - Lec-7hazemNo ratings yet
- CE-302 - Lec-6Document9 pagesCE-302 - Lec-6hazemNo ratings yet
- CE-302 - Lect 5Document20 pagesCE-302 - Lect 5hazemNo ratings yet
- Alwasail Water Catalogue 2016-2017Document96 pagesAlwasail Water Catalogue 2016-2017Mohd Sami UddinNo ratings yet
- PLUMBINGDocument1 pagePLUMBINGAicelleNo ratings yet
- Major ActivitiesDocument2 pagesMajor ActivitiesOs ManNo ratings yet
- Pros Itic19 PDFDocument46 pagesPros Itic19 PDFshashwat snehilNo ratings yet
- Properties of Epoxy-Asphalt Pavement Mixture For Bridge DecksDocument8 pagesProperties of Epoxy-Asphalt Pavement Mixture For Bridge DecksAhmed Al-mohammdiNo ratings yet
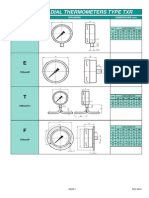
- Rigid Stem Dial Thermometers Type TXR: Drawing Dimensions MMDocument6 pagesRigid Stem Dial Thermometers Type TXR: Drawing Dimensions MMPedro MarquesNo ratings yet
- Chefmax-Gas ProductsDocument31 pagesChefmax-Gas ProductsChristian JoseNo ratings yet
- Drum Trigger Project: Electric Bongo CaseDocument7 pagesDrum Trigger Project: Electric Bongo CaseheruNo ratings yet
- Omnnibox Series Floor BoxesDocument12 pagesOmnnibox Series Floor BoxesKarolina NathalysNo ratings yet
- Microsoft Word - CarpentryDocument2 pagesMicrosoft Word - CarpentrykokueiNo ratings yet
- MOS For Floor & Planter Wall Tiles Installatoin - SCBDDocument9 pagesMOS For Floor & Planter Wall Tiles Installatoin - SCBDIqbal HossainNo ratings yet
- CPM Rectification Ramp Crack at KPJ Maharani Rev1Document1 pageCPM Rectification Ramp Crack at KPJ Maharani Rev1Matt CerosNo ratings yet
- Ezydek 44 Profile - DimensionsDocument2 pagesEzydek 44 Profile - DimensionsAnirban BhattacharjeeNo ratings yet
- Dewal Tapper Pro ScrewDocument2 pagesDewal Tapper Pro Screwchong pak limNo ratings yet
- Stainless Steel Pipe Applications Stainless Steel Tubing ApplicationsDocument7 pagesStainless Steel Pipe Applications Stainless Steel Tubing ApplicationsGonzalo MazaNo ratings yet
- Seri A FlanşlarDocument2 pagesSeri A Flanşlaremre ozdemirNo ratings yet
- Arcelormittal APIDocument4 pagesArcelormittal APIBaskara Surya WidagdoNo ratings yet
- Sample DS-1Document1 pageSample DS-1Sachin KumarNo ratings yet
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterNo ratings yet
- HA 2022 B1 Structural 2148-2609Document462 pagesHA 2022 B1 Structural 2148-2609ha heNo ratings yet
- Asme Boiler & Pressure Vessel CodeDocument33 pagesAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Sample 02 PDFDocument4 pagesSample 02 PDFTeo Lee HongNo ratings yet
- Bill of Quantity: Item Description Uni T Quantity Price Per Unit Total CostDocument4 pagesBill of Quantity: Item Description Uni T Quantity Price Per Unit Total CostAnil AbduNo ratings yet
- Codes and StandardsDocument7 pagesCodes and StandardsNaveen TripuraneniNo ratings yet
- Satellites-Spacecraft Materials and Hypervelocity Impact (Hvi) Testing: Numerical Simulations Iliescu, L. E., Lakis, A. A. & Oulmane, ADocument37 pagesSatellites-Spacecraft Materials and Hypervelocity Impact (Hvi) Testing: Numerical Simulations Iliescu, L. E., Lakis, A. A. & Oulmane, AMihaela NastaseNo ratings yet
- FluxDocument1 pageFluxElMacheteDelHuesoNo ratings yet
- AW 887 - EnuDocument410 pagesAW 887 - EnuGerardo Grijalva AvilaNo ratings yet






























































































Download as ppt, pdf, or txt
You might also like
- DJJ3032 - Workshop Practice 3 (Lathe Machining)Document8 pagesDJJ3032 - Workshop Practice 3 (Lathe Machining)Afiq Fahmi100% (2)
- Semi-Topping Shaper CuttersDocument4 pagesSemi-Topping Shaper CuttersalemarlonstosNo ratings yet
- Project Report On Inner Grooved Copper TubeDocument8 pagesProject Report On Inner Grooved Copper TubeEIRI Board of Consultants and Publishers0% (1)
- Project Report On Screw JackDocument41 pagesProject Report On Screw JackVijay Raj Punia73% (40)
- 5 - Bar Bending ScheduleDocument19 pages5 - Bar Bending ScheduleNaveen Ntr100% (5)
- Katalog TSP PTDocument24 pagesKatalog TSP PThse vje100% (1)
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- Astm D 3035 PDFDocument7 pagesAstm D 3035 PDFSushil GambhirNo ratings yet
- MangalloyDocument1 pageMangalloyMohamed Ishaq AdamsaNo ratings yet
- Kalmatron KF-A For High Performance ConcreteDocument15 pagesKalmatron KF-A For High Performance ConcreteHelen A. Rusinoff100% (3)
- High Tensile: Hexagon Flange Bolts DIN 6921Document1 pageHigh Tensile: Hexagon Flange Bolts DIN 6921Mauro MiguelNo ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- Chip Thickness Ratio 1Document11 pagesChip Thickness Ratio 1Haryad HewaNo ratings yet
- Chapter 10 - Development LengthDocument7 pagesChapter 10 - Development LengthVincent Nava100% (1)
- RC 133Document34 pagesRC 133sora maytaNo ratings yet
- How To Calculate Bend Allowance For Your Press BrakeDocument3 pagesHow To Calculate Bend Allowance For Your Press BrakedarkomaNo ratings yet
- Manufacturing Processes Open Ended Lab ReportDocument15 pagesManufacturing Processes Open Ended Lab ReportDawood KhanNo ratings yet
- Metric DIN 6926 SpecDocument4 pagesMetric DIN 6926 Spec叶开No ratings yet
- Assignment 1 SolutionDocument7 pagesAssignment 1 Solutiontoursena44No ratings yet
- Bar Bending Schedule For Pile Foundation With CalculationsDocument4 pagesBar Bending Schedule For Pile Foundation With CalculationsJustin Musopole100% (1)
- Structural Steelwork Design CheckDocument3 pagesStructural Steelwork Design CheckChong Wee LinNo ratings yet
- Tacos para TubosDocument21 pagesTacos para TubosPedro SantiagoNo ratings yet
- 6) 6.2 SeparatorDocument29 pages6) 6.2 SeparatorPeet AmranNo ratings yet
- Metric DIN 609 SpecDocument4 pagesMetric DIN 609 SpecCAT MINING SHOVELNo ratings yet
- ALTERNATIF 1. Problem Vidio 4Document23 pagesALTERNATIF 1. Problem Vidio 4Sahrul SabirNo ratings yet
- Modern Sewer Design: Fabricated Fittings Can Be Made To Solve Almost Any Sewer ProblemDocument30 pagesModern Sewer Design: Fabricated Fittings Can Be Made To Solve Almost Any Sewer ProblemJuan GrajalesNo ratings yet
- Din 3021Document18 pagesDin 3021Valerio AmetranoNo ratings yet
- Lock Washers - Din 127, Din 7980 Din 6798, Din 6797 Internal Din 6798, Din 6797 ExternalDocument1 pageLock Washers - Din 127, Din 7980 Din 6798, Din 6797 Internal Din 6798, Din 6797 ExternalSachin JawaleNo ratings yet
- ISO Metric Screw Thread - WikipediaDocument6 pagesISO Metric Screw Thread - WikipediamarceloNo ratings yet
- Construction Technology Assignment FirstDocument26 pagesConstruction Technology Assignment FirstPaduma WijenayakeNo ratings yet
- Cir ClipsDocument7 pagesCir ClipsvadivelNo ratings yet
- Katalog TSP PT PDFDocument24 pagesKatalog TSP PT PDFdeniNo ratings yet
- Katalog TSP PTDocument24 pagesKatalog TSP PTendroNo ratings yet
- RCC Girder DesignDocument32 pagesRCC Girder DesignAnkush SharmaNo ratings yet
- Nefit Butt Welf FittingsDocument20 pagesNefit Butt Welf FittingsFaiyaz Bin Mazid AhmedNo ratings yet
- Calculation of Cable Structure and PitchDocument19 pagesCalculation of Cable Structure and PitchYiDan LiNo ratings yet
- Section Properties Comp Beam 12mDocument6 pagesSection Properties Comp Beam 12mSuhas MangaloreNo ratings yet
- Fasing Product Catalog - enDocument60 pagesFasing Product Catalog - enmas.sluzbaNo ratings yet
- Ebook Application Security Program Handbook A Guide For Software Engineers and Team Leaders Meap V02 Derek Fisher Online PDF All ChapterDocument25 pagesEbook Application Security Program Handbook A Guide For Software Engineers and Team Leaders Meap V02 Derek Fisher Online PDF All Chapterignacio.haley363100% (11)
- Ijmet 09 03 102Document16 pagesIjmet 09 03 102Tessema ShbruNo ratings yet
- Seclusion Fence Foundation - JteDocument7 pagesSeclusion Fence Foundation - JteJENNNo ratings yet
- BS4568 Electrical CatalogDocument10 pagesBS4568 Electrical CatalogRatheesh KumarNo ratings yet
- Dơnload A Silver Dawn 1st Edition Leena Varghese Full ChapterDocument24 pagesDơnload A Silver Dawn 1st Edition Leena Varghese Full Chapterlazhrdode8100% (3)
- I Structural CalculatorDocument26 pagesI Structural Calculatorosei kwadwoNo ratings yet
- Standard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionDocument6 pagesStandard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionShaik's PeerNo ratings yet
- ShopNotes Issue 10Document32 pagesShopNotes Issue 10demo1967100% (4)
- Part Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialDocument5 pagesPart Number 2875 - 2820, Tapered Roller Bearings - TS (Tapered Single) ImperialGỗ MộcNo ratings yet
- INDIAN Steel TableDocument8 pagesINDIAN Steel Tablezaveeq80% (5)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Mechanics of Optimal Structural Design: Minimum Weight StructuresFrom EverandMechanics of Optimal Structural Design: Minimum Weight StructuresNo ratings yet
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Intermittent Convex Integration for the 3D Euler Equations: (AMS-217)From EverandIntermittent Convex Integration for the 3D Euler Equations: (AMS-217)No ratings yet
- Applied Computational Fluid Dynamics Techniques: An Introduction Based on Finite Element MethodsFrom EverandApplied Computational Fluid Dynamics Techniques: An Introduction Based on Finite Element MethodsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Part Design for Injection Molding: An IntroductionFrom EverandPlastic Part Design for Injection Molding: An IntroductionNo ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionNo ratings yet
- Landscape Lecture (1) - IntroductionDocument37 pagesLandscape Lecture (1) - IntroductionhazemNo ratings yet
- Landscape Lecture (3) - Landscape Design PrinciplesDocument45 pagesLandscape Lecture (3) - Landscape Design PrincipleshazemNo ratings yet
- Landscape Lecture (4) - PlantingDocument46 pagesLandscape Lecture (4) - PlantinghazemNo ratings yet
- Landscape Lecture (2) - Site AnalysisDocument46 pagesLandscape Lecture (2) - Site AnalysishazemNo ratings yet
- CE-302 - Lec-7Document5 pagesCE-302 - Lec-7hazemNo ratings yet
- CE-302 - Lec-6Document9 pagesCE-302 - Lec-6hazemNo ratings yet
- CE-302 - Lect 5Document20 pagesCE-302 - Lect 5hazemNo ratings yet
- Alwasail Water Catalogue 2016-2017Document96 pagesAlwasail Water Catalogue 2016-2017Mohd Sami UddinNo ratings yet
- PLUMBINGDocument1 pagePLUMBINGAicelleNo ratings yet
- Major ActivitiesDocument2 pagesMajor ActivitiesOs ManNo ratings yet
- Pros Itic19 PDFDocument46 pagesPros Itic19 PDFshashwat snehilNo ratings yet
- Properties of Epoxy-Asphalt Pavement Mixture For Bridge DecksDocument8 pagesProperties of Epoxy-Asphalt Pavement Mixture For Bridge DecksAhmed Al-mohammdiNo ratings yet
- Rigid Stem Dial Thermometers Type TXR: Drawing Dimensions MMDocument6 pagesRigid Stem Dial Thermometers Type TXR: Drawing Dimensions MMPedro MarquesNo ratings yet
- Chefmax-Gas ProductsDocument31 pagesChefmax-Gas ProductsChristian JoseNo ratings yet
- Drum Trigger Project: Electric Bongo CaseDocument7 pagesDrum Trigger Project: Electric Bongo CaseheruNo ratings yet
- Omnnibox Series Floor BoxesDocument12 pagesOmnnibox Series Floor BoxesKarolina NathalysNo ratings yet
- Microsoft Word - CarpentryDocument2 pagesMicrosoft Word - CarpentrykokueiNo ratings yet
- MOS For Floor & Planter Wall Tiles Installatoin - SCBDDocument9 pagesMOS For Floor & Planter Wall Tiles Installatoin - SCBDIqbal HossainNo ratings yet
- CPM Rectification Ramp Crack at KPJ Maharani Rev1Document1 pageCPM Rectification Ramp Crack at KPJ Maharani Rev1Matt CerosNo ratings yet
- Ezydek 44 Profile - DimensionsDocument2 pagesEzydek 44 Profile - DimensionsAnirban BhattacharjeeNo ratings yet
- Dewal Tapper Pro ScrewDocument2 pagesDewal Tapper Pro Screwchong pak limNo ratings yet
- Stainless Steel Pipe Applications Stainless Steel Tubing ApplicationsDocument7 pagesStainless Steel Pipe Applications Stainless Steel Tubing ApplicationsGonzalo MazaNo ratings yet
- Seri A FlanşlarDocument2 pagesSeri A Flanşlaremre ozdemirNo ratings yet
- Arcelormittal APIDocument4 pagesArcelormittal APIBaskara Surya WidagdoNo ratings yet
- Sample DS-1Document1 pageSample DS-1Sachin KumarNo ratings yet
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterNo ratings yet
- HA 2022 B1 Structural 2148-2609Document462 pagesHA 2022 B1 Structural 2148-2609ha heNo ratings yet
- Asme Boiler & Pressure Vessel CodeDocument33 pagesAsme Boiler & Pressure Vessel CodeYuwantoniAl100% (1)
- Sample 02 PDFDocument4 pagesSample 02 PDFTeo Lee HongNo ratings yet
- Bill of Quantity: Item Description Uni T Quantity Price Per Unit Total CostDocument4 pagesBill of Quantity: Item Description Uni T Quantity Price Per Unit Total CostAnil AbduNo ratings yet
- Codes and StandardsDocument7 pagesCodes and StandardsNaveen TripuraneniNo ratings yet
- Satellites-Spacecraft Materials and Hypervelocity Impact (Hvi) Testing: Numerical Simulations Iliescu, L. E., Lakis, A. A. & Oulmane, ADocument37 pagesSatellites-Spacecraft Materials and Hypervelocity Impact (Hvi) Testing: Numerical Simulations Iliescu, L. E., Lakis, A. A. & Oulmane, AMihaela NastaseNo ratings yet
- FluxDocument1 pageFluxElMacheteDelHuesoNo ratings yet
- AW 887 - EnuDocument410 pagesAW 887 - EnuGerardo Grijalva AvilaNo ratings yet