
Butane Plant
Butane Plant
You might also like
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Habor enDocument28 pagesHabor enEmerson TerrelNo ratings yet
- Eurocode Design Example BookDocument94 pagesEurocode Design Example BookGianni Iotu88% (8)
- Ts Eamcet 2015 Last RankDocument34 pagesTs Eamcet 2015 Last RankARZeeshan100% (1)
- Service Manual: Commercial Air ConditioningDocument90 pagesService Manual: Commercial Air ConditioningkhaledNo ratings yet
- Service Manual: Commercial Air ConditioningDocument63 pagesService Manual: Commercial Air ConditioningMurat MuraterNo ratings yet
- Julabo Corio CD-600fDocument4 pagesJulabo Corio CD-600fAlexander AndikaNo ratings yet
- Service Manual X-Multi AU182XFERADocument79 pagesService Manual X-Multi AU182XFERAeliel100% (1)
- TECS-W3252L-E (Aryaduta Bandung)Document5 pagesTECS-W3252L-E (Aryaduta Bandung)Made PutraNo ratings yet
- Aermec Nrg0804xh°a°°°00Document8 pagesAermec Nrg0804xh°a°°°00sakisNo ratings yet
- Haier Placa ElDocument57 pagesHaier Placa ElRadoi RaduNo ratings yet
- 30GN130-420 Flotronic™ Ii Air-Cooled Chillers: - Performance Data - Certified Dimension Print - Field Wiring DiagramDocument13 pages30GN130-420 Flotronic™ Ii Air-Cooled Chillers: - Performance Data - Certified Dimension Print - Field Wiring DiagramBJNE01No ratings yet
- 21.4 - 34.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 Mexico PDFDocument3 pages21.4 - 34.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 Mexico PDFErnesto Alonzo Avater AvaterNo ratings yet
- Therma V Split Dec 2012Document52 pagesTherma V Split Dec 2012Osmar Franco PiresNo ratings yet
- CH-03 - Technical Data SheetDocument3 pagesCH-03 - Technical Data SheetsylvanusfimNo ratings yet
- 172.4 206.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 MexicoDocument4 pages172.4 206.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 MexicoEdison EspinalNo ratings yet
- Katalog Habor enDocument28 pagesKatalog Habor enBeroaldo AmorimNo ratings yet
- Air Cooled Semi Hermetic ChillerDocument2 pagesAir Cooled Semi Hermetic ChillerEduardo Ramirez TinocoNo ratings yet
- 30HXY/HXC: Water-Cooled Screw ChillerDocument15 pages30HXY/HXC: Water-Cooled Screw ChillerJohn Soto100% (1)
- 1U24+AB24 Service Manual2 NtoDocument71 pages1U24+AB24 Service Manual2 NtoTudorCristeaNo ratings yet
- NT2212GKV2 925CD02Document2 pagesNT2212GKV2 925CD02Rajeesh P RaviNo ratings yet
- Cat43 Hrs090 enDocument26 pagesCat43 Hrs090 enYana SupriatnaNo ratings yet
- ARUN160BTE5Document2 pagesARUN160BTE5Jeyson Sandoval LópezNo ratings yet
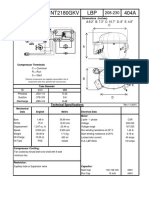
- NT2180GKV2 923MD04Document2 pagesNT2180GKV2 923MD04Christian DelgadoNo ratings yet
- Ffi10hbx1 513200528Document2 pagesFfi10hbx1 513200528urbano RamirezNo ratings yet
- Hitema Screw Chiller ECU 545 PDFDocument30 pagesHitema Screw Chiller ECU 545 PDFMuhammad ZeeshanNo ratings yet
- NRB 0800-3600Document8 pagesNRB 0800-3600Mohamed Anouar BidaNo ratings yet
- Dryer GT9000WV2 Inverter SeriesDocument4 pagesDryer GT9000WV2 Inverter SeriesyohanesNo ratings yet
- Taurus R Ducted Split Units: Technical Sales Guide - 60HzDocument32 pagesTaurus R Ducted Split Units: Technical Sales Guide - 60Hznizamudheen mnNo ratings yet
- 1x 4FES-3Y - R14 - To - 120 - TC - 70 - Dtoh 60 - Dtcu 20,81Document4 pages1x 4FES-3Y - R14 - To - 120 - TC - 70 - Dtoh 60 - Dtcu 20,81Ashiq Elahi Design & Application EngineerNo ratings yet
- Focswater 1101C-H: TECHNICAL SELECTION - AHRI 550/590 and AHRI 551/591Document5 pagesFocswater 1101C-H: TECHNICAL SELECTION - AHRI 550/590 and AHRI 551/591ajun madana putraNo ratings yet
- Haier hw-05ln03 Air ConditionerDocument20 pagesHaier hw-05ln03 Air Conditionerhernandez.josedomingo6804No ratings yet
- Hsu 12LF03Document58 pagesHsu 12LF03vrbanc1No ratings yet
- PDB - Chiller ScrollDocument119 pagesPDB - Chiller ScrollFelipe MaiaNo ratings yet
- QAHV 6PP AW v2Document6 pagesQAHV 6PP AW v2vga1234No ratings yet
- PNGF Rooftop 048 350 R410aDocument32 pagesPNGF Rooftop 048 350 R410aRayhan Sayeed100% (1)
- General Specifications:: Packaged Air Cooled ChillerDocument3 pagesGeneral Specifications:: Packaged Air Cooled ChillerLuis Enrique Barreto GarciaNo ratings yet
- DMA FINISHED PLAN - Dma11062 - 20130621 PDFDocument137 pagesDMA FINISHED PLAN - Dma11062 - 20130621 PDFWee WeeNo ratings yet
- SINGLE - VV-14 Con Cal - Consolidated Customer PackageDocument7 pagesSINGLE - VV-14 Con Cal - Consolidated Customer PackageLuis Miguel Perez PertuzNo ratings yet
- Selectie ChillerDocument4 pagesSelectie ChillerPopescu Mircea IulianNo ratings yet
- ARUN240LTE5Document2 pagesARUN240LTE5Edgard Chara CarhuayoNo ratings yet
- Thermostatic Control ValveDocument10 pagesThermostatic Control ValveAbu Yussif AlaboodiNo ratings yet
- OK-ELD 0-6 With DC Motor: Air Cooler MobileDocument10 pagesOK-ELD 0-6 With DC Motor: Air Cooler Mobilehangmann169No ratings yet
- Air-Cooled Scroll Modular Chiller: Technical Service ManualDocument169 pagesAir-Cooled Scroll Modular Chiller: Technical Service Manualyacinealg1No ratings yet
- Copia de Ficha Tecnica 2021-2022 AA 12,18,24,36 T. Solo Frio 410WHIDocument6 pagesCopia de Ficha Tecnica 2021-2022 AA 12,18,24,36 T. Solo Frio 410WHIUlisesSoliherNo ratings yet
- Specifications: WG40 WG75 WG100 WG175 Performance Model NumberDocument1 pageSpecifications: WG40 WG75 WG100 WG175 Performance Model Numberconstantin.iacomi3837No ratings yet
- Water Cooled Centrifugal Chiller: HTS/HTCDocument16 pagesWater Cooled Centrifugal Chiller: HTS/HTCthu hangNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen Hallojasmainkar123No ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallReza SaeeNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallJamil AhmedNo ratings yet
- Experiment 1 Heat ExchangerDocument12 pagesExperiment 1 Heat ExchangerIqmal HakeemNo ratings yet
- High Temp Heat PumpDocument1 pageHigh Temp Heat PumpMohammed ErshadNo ratings yet
- Dunham Bush High Efficiency Air-Cooled ChillerDocument35 pagesDunham Bush High Efficiency Air-Cooled ChillerAmro Metwally El HendawyNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallAslamNo ratings yet
- 11 - RefrigerationDocument4 pages11 - RefrigerationMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallzhyhhNo ratings yet
- Modular VRF - ARV: Specifications FeaturesDocument8 pagesModular VRF - ARV: Specifications FeaturesJulio SaldanhaNo ratings yet
- Hydrolux en LQDocument4 pagesHydrolux en LQEduardo CramerNo ratings yet
- 05V H ValvesDocument9 pages05V H ValvespngchanhNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- IPPTA 53 V X Rapid Displacement HeatingDocument6 pagesIPPTA 53 V X Rapid Displacement HeatingShivani SinghNo ratings yet
- PN427448-04 Sec 3Document70 pagesPN427448-04 Sec 3newnse2008No ratings yet
- Multi Cylinder Diesel Engine Test Rig - Electrical DynamometerDocument1 pageMulti Cylinder Diesel Engine Test Rig - Electrical DynamometerAshish VermaNo ratings yet
- 2015 WestwardDocument16 pages2015 WestwardmngopherNo ratings yet
- Reluctance Motor: Ii) A Squirrel Cage Rotor Having Un Symmctrical Magnetic Construction This Is AchievedDocument2 pagesReluctance Motor: Ii) A Squirrel Cage Rotor Having Un Symmctrical Magnetic Construction This Is AchievedDina GaranNo ratings yet
- SV60 Safety Valves: For Use With Steam, Gas and LiquidsDocument8 pagesSV60 Safety Valves: For Use With Steam, Gas and LiquidscmpuckNo ratings yet
- Borehole 6 Project Electrical Installation: Floor PlanDocument1 pageBorehole 6 Project Electrical Installation: Floor PlanbekeleNo ratings yet
- Solar CellDocument127 pagesSolar CellSunil Pandey100% (3)
- Section A - Cable RailingDocument16 pagesSection A - Cable RailingGeoffre14No ratings yet
- ASRock ION 330HT User GuideDocument48 pagesASRock ION 330HT User GuidekenwNo ratings yet
- Configuring ISDN: Final Draft Cisco ConfidentialDocument18 pagesConfiguring ISDN: Final Draft Cisco ConfidentialganuiyerNo ratings yet
- Decorative IdeasDocument16 pagesDecorative IdeasPeter ArterNo ratings yet
- Hvac Research Paper TopicsDocument4 pagesHvac Research Paper Topicsgsrkoxplg100% (1)
- PMT-MS-018 Rev.00 - Method of Statement For Chpping and Coring WworksDocument4 pagesPMT-MS-018 Rev.00 - Method of Statement For Chpping and Coring Wworksromeo arazaNo ratings yet
- L&T Yaskawa AC DrivesDocument20 pagesL&T Yaskawa AC Drivesjunfa0% (1)
- Service Manual New Reviva Rouv Mtds012201617Document24 pagesService Manual New Reviva Rouv Mtds012201617paritoshjain01100% (1)
- Particular Spec For Geocell - Industrial Plots - East RailwayDocument4 pagesParticular Spec For Geocell - Industrial Plots - East RailwayThameem SharaafNo ratings yet
- 2004 Model Year Scheduled Maintenance GuideDocument48 pages2004 Model Year Scheduled Maintenance GuidejavierenriqueabadNo ratings yet
- 5054 s12 QP 21Document16 pages5054 s12 QP 21xiaokiaNo ratings yet
- TMEC Basic WorkflowDocument1 pageTMEC Basic WorkflowChuah Lu ShengNo ratings yet
- VMware ESX 6.5Document56 pagesVMware ESX 6.5wendy yohanes100% (1)
- QPNC 50 Instructions ManualDocument16 pagesQPNC 50 Instructions ManualvankarpNo ratings yet
- Honeybee PrimerDocument564 pagesHoneybee PrimerRaphaelNo ratings yet
- Floating Windmill .Main File PDFDocument23 pagesFloating Windmill .Main File PDFmd inam ul hasan safwanNo ratings yet
- SQTimetableDocument248 pagesSQTimetableSarunNo ratings yet
- Worksheet On StoichiometryDocument4 pagesWorksheet On Stoichiometrynics comiaNo ratings yet
- Diddi Automation DiagramDocument87 pagesDiddi Automation DiagramRK PanchalNo ratings yet
- Repaso Tema 2 GramáticaDocument3 pagesRepaso Tema 2 GramáticablablafNo ratings yet






















































































Download as pptx, pdf, or txt
You might also like
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Habor enDocument28 pagesHabor enEmerson TerrelNo ratings yet
- Eurocode Design Example BookDocument94 pagesEurocode Design Example BookGianni Iotu88% (8)
- Ts Eamcet 2015 Last RankDocument34 pagesTs Eamcet 2015 Last RankARZeeshan100% (1)
- Service Manual: Commercial Air ConditioningDocument90 pagesService Manual: Commercial Air ConditioningkhaledNo ratings yet
- Service Manual: Commercial Air ConditioningDocument63 pagesService Manual: Commercial Air ConditioningMurat MuraterNo ratings yet
- Julabo Corio CD-600fDocument4 pagesJulabo Corio CD-600fAlexander AndikaNo ratings yet
- Service Manual X-Multi AU182XFERADocument79 pagesService Manual X-Multi AU182XFERAeliel100% (1)
- TECS-W3252L-E (Aryaduta Bandung)Document5 pagesTECS-W3252L-E (Aryaduta Bandung)Made PutraNo ratings yet
- Aermec Nrg0804xh°a°°°00Document8 pagesAermec Nrg0804xh°a°°°00sakisNo ratings yet
- Haier Placa ElDocument57 pagesHaier Placa ElRadoi RaduNo ratings yet
- 30GN130-420 Flotronic™ Ii Air-Cooled Chillers: - Performance Data - Certified Dimension Print - Field Wiring DiagramDocument13 pages30GN130-420 Flotronic™ Ii Air-Cooled Chillers: - Performance Data - Certified Dimension Print - Field Wiring DiagramBJNE01No ratings yet
- 21.4 - 34.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 Mexico PDFDocument3 pages21.4 - 34.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 Mexico PDFErnesto Alonzo Avater AvaterNo ratings yet
- Therma V Split Dec 2012Document52 pagesTherma V Split Dec 2012Osmar Franco PiresNo ratings yet
- CH-03 - Technical Data SheetDocument3 pagesCH-03 - Technical Data SheetsylvanusfimNo ratings yet
- 172.4 206.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 MexicoDocument4 pages172.4 206.4 Ton Ultra Air Cooled Semi Hermetic Chiller V 4.0 MexicoEdison EspinalNo ratings yet
- Katalog Habor enDocument28 pagesKatalog Habor enBeroaldo AmorimNo ratings yet
- Air Cooled Semi Hermetic ChillerDocument2 pagesAir Cooled Semi Hermetic ChillerEduardo Ramirez TinocoNo ratings yet
- 30HXY/HXC: Water-Cooled Screw ChillerDocument15 pages30HXY/HXC: Water-Cooled Screw ChillerJohn Soto100% (1)
- 1U24+AB24 Service Manual2 NtoDocument71 pages1U24+AB24 Service Manual2 NtoTudorCristeaNo ratings yet
- NT2212GKV2 925CD02Document2 pagesNT2212GKV2 925CD02Rajeesh P RaviNo ratings yet
- Cat43 Hrs090 enDocument26 pagesCat43 Hrs090 enYana SupriatnaNo ratings yet
- ARUN160BTE5Document2 pagesARUN160BTE5Jeyson Sandoval LópezNo ratings yet
- NT2180GKV2 923MD04Document2 pagesNT2180GKV2 923MD04Christian DelgadoNo ratings yet
- Ffi10hbx1 513200528Document2 pagesFfi10hbx1 513200528urbano RamirezNo ratings yet
- Hitema Screw Chiller ECU 545 PDFDocument30 pagesHitema Screw Chiller ECU 545 PDFMuhammad ZeeshanNo ratings yet
- NRB 0800-3600Document8 pagesNRB 0800-3600Mohamed Anouar BidaNo ratings yet
- Dryer GT9000WV2 Inverter SeriesDocument4 pagesDryer GT9000WV2 Inverter SeriesyohanesNo ratings yet
- Taurus R Ducted Split Units: Technical Sales Guide - 60HzDocument32 pagesTaurus R Ducted Split Units: Technical Sales Guide - 60Hznizamudheen mnNo ratings yet
- 1x 4FES-3Y - R14 - To - 120 - TC - 70 - Dtoh 60 - Dtcu 20,81Document4 pages1x 4FES-3Y - R14 - To - 120 - TC - 70 - Dtoh 60 - Dtcu 20,81Ashiq Elahi Design & Application EngineerNo ratings yet
- Focswater 1101C-H: TECHNICAL SELECTION - AHRI 550/590 and AHRI 551/591Document5 pagesFocswater 1101C-H: TECHNICAL SELECTION - AHRI 550/590 and AHRI 551/591ajun madana putraNo ratings yet
- Haier hw-05ln03 Air ConditionerDocument20 pagesHaier hw-05ln03 Air Conditionerhernandez.josedomingo6804No ratings yet
- Hsu 12LF03Document58 pagesHsu 12LF03vrbanc1No ratings yet
- PDB - Chiller ScrollDocument119 pagesPDB - Chiller ScrollFelipe MaiaNo ratings yet
- QAHV 6PP AW v2Document6 pagesQAHV 6PP AW v2vga1234No ratings yet
- PNGF Rooftop 048 350 R410aDocument32 pagesPNGF Rooftop 048 350 R410aRayhan Sayeed100% (1)
- General Specifications:: Packaged Air Cooled ChillerDocument3 pagesGeneral Specifications:: Packaged Air Cooled ChillerLuis Enrique Barreto GarciaNo ratings yet
- DMA FINISHED PLAN - Dma11062 - 20130621 PDFDocument137 pagesDMA FINISHED PLAN - Dma11062 - 20130621 PDFWee WeeNo ratings yet
- SINGLE - VV-14 Con Cal - Consolidated Customer PackageDocument7 pagesSINGLE - VV-14 Con Cal - Consolidated Customer PackageLuis Miguel Perez PertuzNo ratings yet
- Selectie ChillerDocument4 pagesSelectie ChillerPopescu Mircea IulianNo ratings yet
- ARUN240LTE5Document2 pagesARUN240LTE5Edgard Chara CarhuayoNo ratings yet
- Thermostatic Control ValveDocument10 pagesThermostatic Control ValveAbu Yussif AlaboodiNo ratings yet
- OK-ELD 0-6 With DC Motor: Air Cooler MobileDocument10 pagesOK-ELD 0-6 With DC Motor: Air Cooler Mobilehangmann169No ratings yet
- Air-Cooled Scroll Modular Chiller: Technical Service ManualDocument169 pagesAir-Cooled Scroll Modular Chiller: Technical Service Manualyacinealg1No ratings yet
- Copia de Ficha Tecnica 2021-2022 AA 12,18,24,36 T. Solo Frio 410WHIDocument6 pagesCopia de Ficha Tecnica 2021-2022 AA 12,18,24,36 T. Solo Frio 410WHIUlisesSoliherNo ratings yet
- Specifications: WG40 WG75 WG100 WG175 Performance Model NumberDocument1 pageSpecifications: WG40 WG75 WG100 WG175 Performance Model Numberconstantin.iacomi3837No ratings yet
- Water Cooled Centrifugal Chiller: HTS/HTCDocument16 pagesWater Cooled Centrifugal Chiller: HTS/HTCthu hangNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen Hallojasmainkar123No ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallReza SaeeNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallJamil AhmedNo ratings yet
- Experiment 1 Heat ExchangerDocument12 pagesExperiment 1 Heat ExchangerIqmal HakeemNo ratings yet
- High Temp Heat PumpDocument1 pageHigh Temp Heat PumpMohammed ErshadNo ratings yet
- Dunham Bush High Efficiency Air-Cooled ChillerDocument35 pagesDunham Bush High Efficiency Air-Cooled ChillerAmro Metwally El HendawyNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallAslamNo ratings yet
- 11 - RefrigerationDocument4 pages11 - RefrigerationMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallzhyhhNo ratings yet
- Modular VRF - ARV: Specifications FeaturesDocument8 pagesModular VRF - ARV: Specifications FeaturesJulio SaldanhaNo ratings yet
- Hydrolux en LQDocument4 pagesHydrolux en LQEduardo CramerNo ratings yet
- 05V H ValvesDocument9 pages05V H ValvespngchanhNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- IPPTA 53 V X Rapid Displacement HeatingDocument6 pagesIPPTA 53 V X Rapid Displacement HeatingShivani SinghNo ratings yet
- PN427448-04 Sec 3Document70 pagesPN427448-04 Sec 3newnse2008No ratings yet
- Multi Cylinder Diesel Engine Test Rig - Electrical DynamometerDocument1 pageMulti Cylinder Diesel Engine Test Rig - Electrical DynamometerAshish VermaNo ratings yet
- 2015 WestwardDocument16 pages2015 WestwardmngopherNo ratings yet
- Reluctance Motor: Ii) A Squirrel Cage Rotor Having Un Symmctrical Magnetic Construction This Is AchievedDocument2 pagesReluctance Motor: Ii) A Squirrel Cage Rotor Having Un Symmctrical Magnetic Construction This Is AchievedDina GaranNo ratings yet
- SV60 Safety Valves: For Use With Steam, Gas and LiquidsDocument8 pagesSV60 Safety Valves: For Use With Steam, Gas and LiquidscmpuckNo ratings yet
- Borehole 6 Project Electrical Installation: Floor PlanDocument1 pageBorehole 6 Project Electrical Installation: Floor PlanbekeleNo ratings yet
- Solar CellDocument127 pagesSolar CellSunil Pandey100% (3)
- Section A - Cable RailingDocument16 pagesSection A - Cable RailingGeoffre14No ratings yet
- ASRock ION 330HT User GuideDocument48 pagesASRock ION 330HT User GuidekenwNo ratings yet
- Configuring ISDN: Final Draft Cisco ConfidentialDocument18 pagesConfiguring ISDN: Final Draft Cisco ConfidentialganuiyerNo ratings yet
- Decorative IdeasDocument16 pagesDecorative IdeasPeter ArterNo ratings yet
- Hvac Research Paper TopicsDocument4 pagesHvac Research Paper Topicsgsrkoxplg100% (1)
- PMT-MS-018 Rev.00 - Method of Statement For Chpping and Coring WworksDocument4 pagesPMT-MS-018 Rev.00 - Method of Statement For Chpping and Coring Wworksromeo arazaNo ratings yet
- L&T Yaskawa AC DrivesDocument20 pagesL&T Yaskawa AC Drivesjunfa0% (1)
- Service Manual New Reviva Rouv Mtds012201617Document24 pagesService Manual New Reviva Rouv Mtds012201617paritoshjain01100% (1)
- Particular Spec For Geocell - Industrial Plots - East RailwayDocument4 pagesParticular Spec For Geocell - Industrial Plots - East RailwayThameem SharaafNo ratings yet
- 2004 Model Year Scheduled Maintenance GuideDocument48 pages2004 Model Year Scheduled Maintenance GuidejavierenriqueabadNo ratings yet
- 5054 s12 QP 21Document16 pages5054 s12 QP 21xiaokiaNo ratings yet
- TMEC Basic WorkflowDocument1 pageTMEC Basic WorkflowChuah Lu ShengNo ratings yet
- VMware ESX 6.5Document56 pagesVMware ESX 6.5wendy yohanes100% (1)
- QPNC 50 Instructions ManualDocument16 pagesQPNC 50 Instructions ManualvankarpNo ratings yet
- Honeybee PrimerDocument564 pagesHoneybee PrimerRaphaelNo ratings yet
- Floating Windmill .Main File PDFDocument23 pagesFloating Windmill .Main File PDFmd inam ul hasan safwanNo ratings yet
- SQTimetableDocument248 pagesSQTimetableSarunNo ratings yet
- Worksheet On StoichiometryDocument4 pagesWorksheet On Stoichiometrynics comiaNo ratings yet
- Diddi Automation DiagramDocument87 pagesDiddi Automation DiagramRK PanchalNo ratings yet
- Repaso Tema 2 GramáticaDocument3 pagesRepaso Tema 2 GramáticablablafNo ratings yet