Download as pptx, pdf, or txt
You might also like
- I/O Interrupts: Laboratory Exercise #6Document3 pagesI/O Interrupts: Laboratory Exercise #6Aubrey TolentinoNo ratings yet
- Data Migration Projects TDDDocument30 pagesData Migration Projects TDDMadhuNo ratings yet
- 1989 Ford Truck Shop Manual Volume A Light Duty Truck Volume 1 of 2Document1,218 pages1989 Ford Truck Shop Manual Volume A Light Duty Truck Volume 1 of 2dave bond100% (9)
- Maswer Automotive - Company ProfileDocument32 pagesMaswer Automotive - Company ProfilejswldeepNo ratings yet
- SSV Report PresentationDocument17 pagesSSV Report PresentationJade Carlo100% (1)
- GMAW Welding - 1Document48 pagesGMAW Welding - 1jswldeepNo ratings yet
- Welding ProcessDocument112 pagesWelding ProcessaadmaadmNo ratings yet
- WeldingDocument80 pagesWeldingssukhmeet551No ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Welding Workshop ManualDocument28 pagesWelding Workshop ManualMADHAV GUPTA 10814-07No ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- 3.1 Electric Welding Part 1Document15 pages3.1 Electric Welding Part 1EE166Srushti Vibhute.No ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Welding ShopDocument19 pagesWelding ShopShaheer SuhaibNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Lec 3 - Part 1Document31 pagesLec 3 - Part 1May FadlNo ratings yet
- MPR-unit-V D.B.Patil NDocument14 pagesMPR-unit-V D.B.Patil NSakshi SalunkheNo ratings yet
- Welding: Welding Types, Definitions, Use & LimitationsDocument27 pagesWelding: Welding Types, Definitions, Use & LimitationsAnonymous w6TIxI0G8lNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Welding Course NPTELDocument39 pagesWelding Course NPTELAbhijeetSethi0% (1)
- Welding Basics, Techniques & Safety-2020Document86 pagesWelding Basics, Techniques & Safety-2020Tayyaba RahimNo ratings yet
- Module 4 Welding and JoiningDocument79 pagesModule 4 Welding and JoiningKashish KanodiaNo ratings yet
- Welding SlidesDocument23 pagesWelding SlidesVi PowderNo ratings yet
- Module 1 - Fundamentals of Welding and JoiningDocument95 pagesModule 1 - Fundamentals of Welding and JoiningVivek KumarNo ratings yet
- Module 1 FundamentalsDocument90 pagesModule 1 Fundamentalshari0118No ratings yet
- Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Document17 pagesBrief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Prabhat RoutNo ratings yet
- Welding & Joining ProcessesDocument29 pagesWelding & Joining ProcessesVitthal GawhaleNo ratings yet
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataNo ratings yet
- Shielded Metal Arc Welding (Smaw) : Kristiana Pasau, ST., MTDocument43 pagesShielded Metal Arc Welding (Smaw) : Kristiana Pasau, ST., MTRobinson PasaribuNo ratings yet
- Teknik PengelasanDocument84 pagesTeknik PengelasanluhurNo ratings yet
- Welding Lecture1 2Document34 pagesWelding Lecture1 2Dr Abhijeet GangulyNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- WELDING PresentationDocument25 pagesWELDING PresentationSuresha Bhoja NaikNo ratings yet
- Unit 2 PPT WeldingDocument40 pagesUnit 2 PPT WeldingTushar Singh100% (1)
- Welding ProcessDocument52 pagesWelding Processakash.vd.1603No ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- Ice 1.1 Steam Welding PrincipleDocument82 pagesIce 1.1 Steam Welding PrincipleThilagavathy SethuramahNo ratings yet
- Welding Process: Prepared By: - Shyam Bihari SahDocument14 pagesWelding Process: Prepared By: - Shyam Bihari SahAmit TiwariNo ratings yet
- WeldingDocument53 pagesWeldingshek nd100% (1)
- Welding Fundamentals 3Document68 pagesWelding Fundamentals 3Saiprasad Thakar100% (1)
- Welding by TS 2021Document23 pagesWelding by TS 2021Ruqaiya Islam MishiNo ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Welding & Joining ProcessesDocument29 pagesWelding & Joining ProcessesKunal BorkarNo ratings yet
- BMP Presentation Group - 6Document11 pagesBMP Presentation Group - 6Damage SinghNo ratings yet
- Ts 1Document25 pagesTs 1NaveenNo ratings yet
- SMAWDocument5 pagesSMAWمصر للخدمات الميكانيكيةNo ratings yet
- Chapter 1 - WeldingDocument39 pagesChapter 1 - WeldingAbhik RoyNo ratings yet
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Document52 pagesWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyNo ratings yet
- Shielded Metal Arc Welding Principles: Chapter ObjectivesDocument8 pagesShielded Metal Arc Welding Principles: Chapter ObjectivesWilly UioNo ratings yet
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- Arc Welding-1Document14 pagesArc Welding-1m9966822No ratings yet
- Welding & Joining ProcessesDocument5 pagesWelding & Joining ProcessesKetan TiwariNo ratings yet
- Welding AND Gas Metal Arc Welding (Gmaw) : Teknik Kendaraan Ringan Semester 2 Class X Kompetensi Kejuruan SK-KD 2Document14 pagesWelding AND Gas Metal Arc Welding (Gmaw) : Teknik Kendaraan Ringan Semester 2 Class X Kompetensi Kejuruan SK-KD 2Prisma RianNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Promanu II WeldingDocument68 pagesPromanu II WeldingRyan FilbertNo ratings yet
- Welding Workshop PracticeDocument49 pagesWelding Workshop PracticedaveNo ratings yet
- GMAW Welding - 1Document48 pagesGMAW Welding - 1jswldeepNo ratings yet
- Asme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserDocument80 pagesAsme Sec Ix 2021: KG - Pandithan Iwe Technical AdviserjswldeepNo ratings yet
- The Indian Institute of Welding Mumbai Branch "Defect-Free Welds: Process Control Is The Key!"Document1 pageThe Indian Institute of Welding Mumbai Branch "Defect-Free Welds: Process Control Is The Key!"jswldeepNo ratings yet
- Weld DefectDocument78 pagesWeld DefectjswldeepNo ratings yet
- An Overview: MetalsDocument61 pagesAn Overview: MetalsjswldeepNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- IATF-16949 Course Schdule Details: - 21 Day ChallengeDocument4 pagesIATF-16949 Course Schdule Details: - 21 Day ChallengejswldeepNo ratings yet
- Change of Items in BOQ - IIMADocument1 pageChange of Items in BOQ - IIMAjswldeepNo ratings yet
- Manufacturing & Supplier Quality Resume MTech MBADocument3 pagesManufacturing & Supplier Quality Resume MTech MBAjswldeepNo ratings yet
- Radiant Manpower Service - PresentationDocument10 pagesRadiant Manpower Service - PresentationjswldeepNo ratings yet
- Weld Tech Talk 8Document1 pageWeld Tech Talk 8jswldeepNo ratings yet
- Delcam Software India Pvt. LTD: Swing Bearing MTG Hole PCDDocument3 pagesDelcam Software India Pvt. LTD: Swing Bearing MTG Hole PCDjswldeepNo ratings yet
- Agenda: Global Iso Knowledge Sharing Summit - 2021 - OnlineDocument2 pagesAgenda: Global Iso Knowledge Sharing Summit - 2021 - OnlinejswldeepNo ratings yet
- The Indian Institute of Welding Mumbai BranchDocument1 pageThe Indian Institute of Welding Mumbai BranchjswldeepNo ratings yet
- Weldingwire Reels: To IEC ISO 544 (DIN 8559) and OthersDocument2 pagesWeldingwire Reels: To IEC ISO 544 (DIN 8559) and OthersjswldeepNo ratings yet
- Kaizen PDCA Cycle ProcessDocument83 pagesKaizen PDCA Cycle ProcessjswldeepNo ratings yet
- Mobile Services: Your Account Summary This Month'S ChargesDocument6 pagesMobile Services: Your Account Summary This Month'S ChargesjswldeepNo ratings yet
- Welding Electrode ProjectDocument36 pagesWelding Electrode ProjectjswldeepNo ratings yet
- Article 3Document7 pagesArticle 3jswldeepNo ratings yet
- Statistics and Probability W2Document15 pagesStatistics and Probability W2Juhan BisonNo ratings yet
- Worksheet 1 Vector CalculusDocument2 pagesWorksheet 1 Vector CalculusAnonymous p2W0viNo ratings yet
- Frank W Seeberger WWW - Educhem.Eu The Clausius-Clapeyron Equation 1 / 8Document8 pagesFrank W Seeberger WWW - Educhem.Eu The Clausius-Clapeyron Equation 1 / 8Ossama BohamdNo ratings yet
- HandyShare Install Guide EnglishDocument1 pageHandyShare Install Guide EnglishJulia AbrilNo ratings yet
- GEORGIA - Konstantine KintsurashviliDocument7 pagesGEORGIA - Konstantine KintsurashviliAsian Development BankNo ratings yet
- Introduction To Discrete StructuresDocument52 pagesIntroduction To Discrete StructuresfarwaNo ratings yet
- Gear Types by KHK Gears p561-592Document32 pagesGear Types by KHK Gears p561-592amir_fortunateNo ratings yet
- RB Conveyor Belt - Pipe 20181001Document9 pagesRB Conveyor Belt - Pipe 20181001PaulRamosNo ratings yet
- 3PL-Billing Functionality-Oracle WMS Cloud PDFDocument16 pages3PL-Billing Functionality-Oracle WMS Cloud PDFAnthonyStraussNo ratings yet
- CH-5,6,7,8 and 9Document87 pagesCH-5,6,7,8 and 9Hirpha FayisaNo ratings yet
- J14289 Digital Thread Whitepaper SingleDocument16 pagesJ14289 Digital Thread Whitepaper SingleLeonardo RamosNo ratings yet
- Particle Size Distribution Sieve Analysis Lab ReportDocument2 pagesParticle Size Distribution Sieve Analysis Lab ReportSANI SULEIMAN0% (1)
- Ratio and ProportionDocument5 pagesRatio and Proportionsathyece9086No ratings yet
- Mth202 Solved Mcqs From Midterm Papers (Virtual Study Solutions)Document11 pagesMth202 Solved Mcqs From Midterm Papers (Virtual Study Solutions)new historyNo ratings yet
- HemantDocument22 pagesHemantJatin JakadNo ratings yet
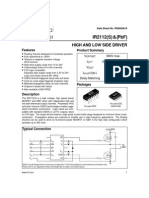
- Ir2112 (S) & (PBF) : High and Low Side DriverDocument17 pagesIr2112 (S) & (PBF) : High and Low Side DriverMugahed DammagNo ratings yet
- Sanket Pandya TDDSDocument29 pagesSanket Pandya TDDSsktniperNo ratings yet
- Multiple Choice Questions Unit 4 PhysicsDocument175 pagesMultiple Choice Questions Unit 4 PhysicsAliya RahmanNo ratings yet
- Portable Gas Detector Protege ZM Datasheet ANZDocument5 pagesPortable Gas Detector Protege ZM Datasheet ANZCarlos PereaNo ratings yet
- Lesson Strength of PlanetsDocument12 pagesLesson Strength of Planetsshunmugathason100% (1)
- TacheometryDocument9 pagesTacheometrysuriaNo ratings yet
- Solutions Refresher Exam Electronics MANILADocument3 pagesSolutions Refresher Exam Electronics MANILARegine BuscaNo ratings yet
- 00-Different SIEMENS GIS TypesDocument44 pages00-Different SIEMENS GIS TypesPélagie DAH SERETENONNo ratings yet
- Operations Manual For BMR 1000Document18 pagesOperations Manual For BMR 1000johnstn4544No ratings yet
- Forces Multiple Choice Questions Set 3 - InteractiveDocument2 pagesForces Multiple Choice Questions Set 3 - InteractiveJoel OkohNo ratings yet
- Object-Oriented and Event-Driven Programming: Prelude To Programming, 6Th Edition by Elizabeth DrakeDocument43 pagesObject-Oriented and Event-Driven Programming: Prelude To Programming, 6Th Edition by Elizabeth DrakeSadieNo ratings yet